Изобретение относится к технологии изготовления покрышек пневматических шин и предназначено для наложения протектора из эластичной мерной или длинномерной полосы полного профиля при сборке или восстановления покрышек.
Цель изобретения - расширение технологических возможностей способа.
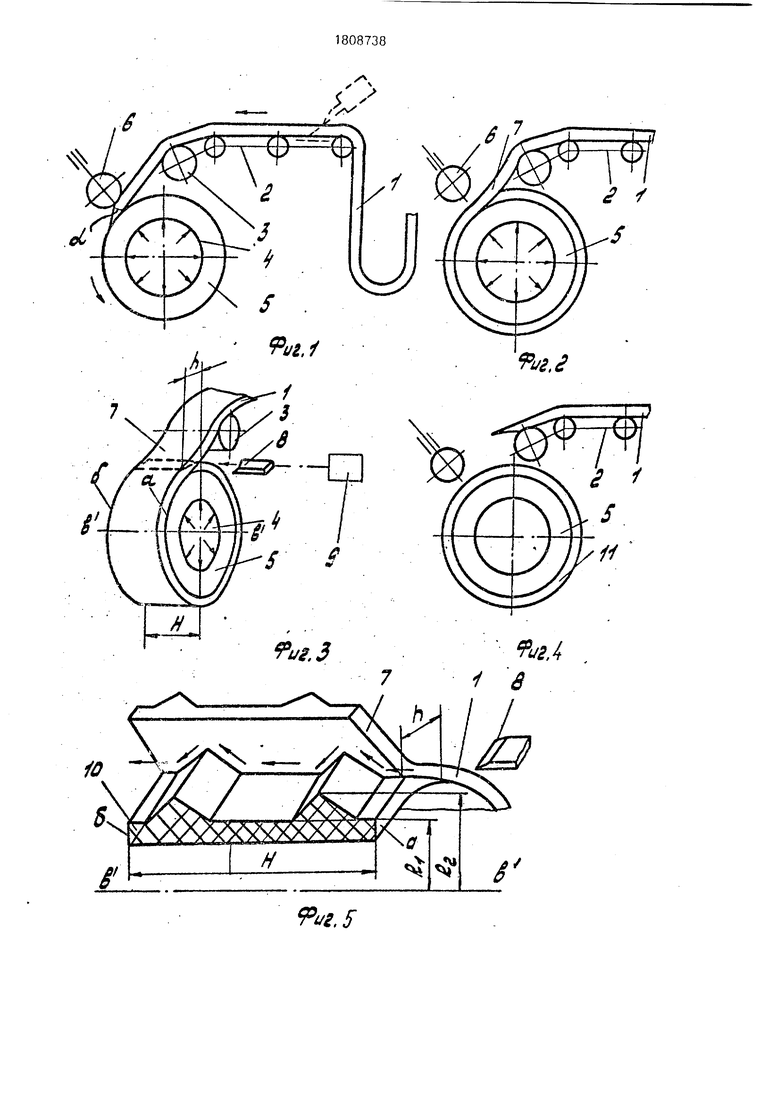
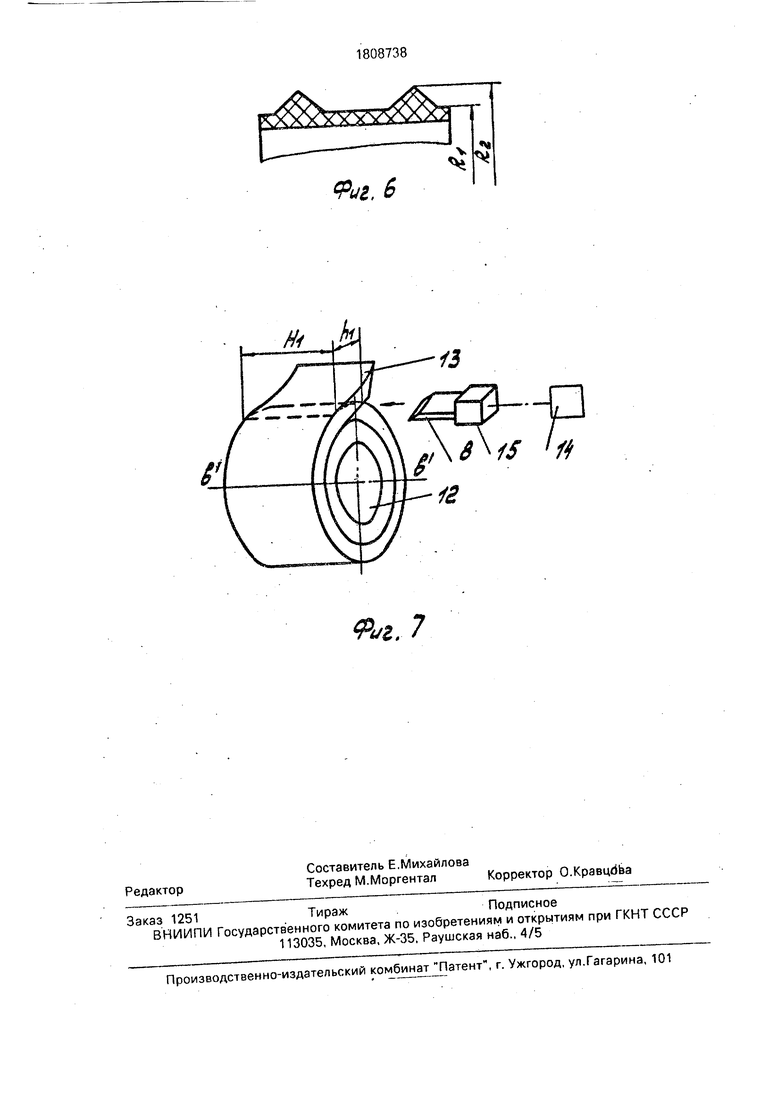
На фиг.1-4 показаны последовательные стадии осуществления способа; на фиг.5 - увеличенный фрагмент фиг.З, повернуто; на фиг.6 - профиль протектора в зоне срезания нахлеста протекторной ленты по окончании резки; на фиг.7 - вариант реализации способа с использованием приема ультразвуковой резки.
Способ осуществляется следующим образом.
Эластичную ленту 1 из резиновой смеси, имеющую профиль протекторной заготовки, отбирают от узла формования или из рулона (на фиг.1 условно показано в виде компенсационной петли транспортируют передним, скошенным под углом а, концом с помощью устройства 2, имеющего в своем
составе ролик 3, к сборочному эластичному барабану 4 со сформованным на нем каркасом 5 изготавливаемой или восстанавливаемой покрышки (распределение давления формования условно показано стрелками внутри барабана).
Передний конец ленты 1 фиксируют на каркасе 5, например, с помощью ролика 6 (см.фиг.1). Поворачивая барабан 4 на один оборот, накладывают ленту 1 до полного охвата барабана, стыкуя ее с зафиксированным на барабане передним скошенным концом, в результате чего в зоне стыковки образуется нахлест 7 (см.фиг.2). Одновременно проводят контроль соответствия длины наложенного протектора номинальному размеру (контроль начала образования нахлеста), после чего барабан 4 останавливают и ролик 6 отводят от барабана (см.фиг.2) при необходимости производят опрессовку стыка с помощью дополнительных уст- ройств(на чертеже опрессовочное устройство и датчик нахлеста условно не показаны).
Далее к зоне стыка наложенного протектора со .стороны одной из боковых кроСП
с
оо
О 00
CJ 00
мок протектора (кромка а на фиг.З) подводят нож 8, имеющий, как правило, в своем составе средство 9 для нагревания режущего элемента, устанавливая нож в соответствии с начальным направлением (на фиг,3 показано стрелкой) срезания нахлеста, ориентируя нож вдоль оси b -b вращения барабана 4. Затем нож 8 перемещают вдоль этой оси к противоположной боковой кромке протектора (кромка б на фиг.З), изменяя при этом направление перемещения ножа в соответствии с конфигурацией профиля 10 протекторной ленты (на фиг.5 условно показано стрелками).
Таким образом нахлест 7 срезают, начало резки осуществляя в соответствии с радиусом R впадин протекторного конца, а затем после поворота ножа к точке максимального подъема профиля протекторной ленты ориентируют нож в соответствии с радиусом Rt выступающих частей протектора, и далее - указанной схеме (см.фиг.5). При этом ширина резания будет определяться величиной нахлеста h, которая на практике значительно меньше ширины нахлеста Н, равной ширине протекторной ленты и определяющей длину резания.
После срезания нахлеста ленту 1 отводят в положение, которое будет являться исходным для наложения следующего протектора (см.фиг.4), нож 8 также возвращают в исходное положение (см.фиг.З), при необходимости прикатывают плечевые участки и зону стыка наложенного протектора, и каркас 5 покрышки с протектором 11 (см.фиг.4) снимают с барабана,
В результате проведенных операций профиль поперечного сечения протектора в зоне срезания нахлеста (фиг.б) будет соответствовать профилю 10 по периметру протекторного кольца (см,фиг.5).
Поскольку при осуществлении способа резки нахлеста производится с менее широкой стороны последнего, способ может быть также реализован по варианту ультразвуковой резки, которую в данном случае наименее трудоемко и наиболее эффективно можно организовать ввиду компактной конструкции ножа в составе оборудования для наложения протектора. На фиг.7 это показано на примере наложения наиболее массивных протекторных заготовок, которые транспортируют к участку наложения, как правило, в виде мерных протекторных лент - полос с длиной, завышенной по отношению к номиналу для гарантированного образования нахлеста (для других типоразмеров, шин, например, грузовых, приемлема также рассмотренная выше схема транспортирования длинномерной протекторной ленты, см,фиг.1-3, в этом случае, ввиду сложности корректирования изменившейся формы переднего конца протекторной ленты, см.фиг.4, относительно первоначальной, см.фиг. 1, при наложении
на сборочный барабан последующего протектора, используют дополнительную резку протекторной ленты с подготовкой кромок на участке транспортирования; на фиг.1 условно показано пунктиром).
Образованный после наложения на барабан 12 мерной полосы протектора нахлест 13 (соответственно отличающийся от длинномерной его модификации, см.фиг.З) по варианту ультразвуковой резки срезают,
осуществляя взаимодействие ножа 8 с источником 14 ультразвуковых колебаний и преобразователем 15 последних в механические колебания режущей кромки ножа (на фиг.7 условно показано на частном примере, когда протектор имеет по короне профиля прямолинейную форму). При этом ультразвуковые колебания снижают Яали- пание резиновой смеси на нож, уменьшают ее сопротивление резание, и следовательно, будут снижать усилия резания при срезании нахлеста протектора, дополнительно расширяя тем самым технологические возможности способа.
Формула изобретения
Способ наложения протектора на сборочный барабан, при котором на вращающийся барабан накладывают лекту протектора до образования нахлеста, а затем срезают нахлест ножом, отличающийся тем, что, с целью расширения технологических возможностей, срезания нахлеста производят при перемещении ножа вдоль оси вращения барабана в
соответствии с конфигурацией профиля ленты протектора.
Фи. 5
Я/г. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи и наложения полосового материала на сборочный барабан | 1990 |
|
SU1752574A1 |
| СПОСОБ НАЛОЖЕНИЯ ЛЕНТОЧНОГО ЭЛАСТИЧНОГО МАТЕРИАЛА НА ВРАЩАЮЩИЙСЯ ОБЪЕКТ | 1990 |
|
SU1725516A1 |
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1098822A1 |
| Способ изготовления протекторных заготовок | 1977 |
|
SU627998A1 |
| Устройство для навивки протектора ленточкой | 1980 |
|
SU921874A2 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Устройство для навивки протектора ленточкой | 1985 |
|
SU1260244A1 |
| Устройство для подачи и наложения полосового материала на сборочный барабан | 1989 |
|
SU1685749A1 |
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU1009804A2 |
Использование: наложение протектора при сборке или восстановлении покрышки. Сущность изобретения: срезание нахлеста ленты протектора на барабане производят при перемещении ножа вдоль оси вращения барабана в соответствии с конфигурацией профиля протекторной ленты. Таким образом удается добиться стабильного и точного замыкания концов накладываемого протектора. 7 ил.
| Устройство для подачи рулонных резиновых деталей | 1974 |
|
SU515654A2 |
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство С ССР № 1592165,кл | |||
| Солесос | 1922 |
|
SU29A1 |
