(54) СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ В КОЛЛЕКТОРНЫХ ПЛАСТИНАХ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ
1
Изобретение относится к технологии изготовления коллекторов электрических машин и может быть использовано в электротехнической промышленности при фрезеровании пазов в коллекторных пластинах.
Известен способ фрезерования пазов в коллекторных пластинах электрических машин, согласно которому вначале устанавливают коллектор так, чтобы середина одной из пластин совпала с неподвижной базовой линией, например с линией, проходящей по середине толщины дисковой фазы на станке для фрезерования прорезей в петушках, а затем поворачивают коллектор последовательно на углы, равные номинальному угловому шагу пластин коллектора, до совершения коллектором полного оборота и после каждого поворота на шаг производят обработку очередной пластины 1. Недостаток -известного способа заключается в том, что .равномерное последовательное поворачивание коллектора с номинальными шагами начинают иэ такого положения, когда середина первой пластины совмещена с базоВОЙ линией. Вследствие этого суммарное накапливающееся отклонение действительных шагов пластин. коллектора приводит при равномерном последовательном поворачивании коллектора номинальными шагами к значительным смещениям отдельных коллекторных пластин по отношению к баэовой линии и соответственно получается смещение пазов и даже прорезание изолящ{и между пластинами.
Наиболее близким к изобретению, по технической сущности и достигаемому результату является способ фреэерования паэов в коллекторных пластинах электрической машнны, согласно которому коллектор устанавливают на оправку, одну из пластин коллектора ориентируют относительно неподвижной базовой линии, выставляют фрезу таким образом, что базовая линия проходит по середине диска фрезы, и выполняют паз, затем поворачивают коллектор номинальными шагами и последовательно фрезеруют пазы, в остальных пластинах 2..
Недостатком данного способа, является то, что на определение половинной величины отклонения от базовой линии затрачивается много
времени. Кроме того, при фрезеровании пазов в коллекторных пластинах возможно их подрезание за счет отклонения действительных шагов коллекторных пластин от номинальных.
Цель изобретения - повышениекачества и производительности.
Поставленная цель достигается тем, .что перед установкой коллектора на оправку устанавливают кольцо с рисками, равномерно расположенными на его цилиндрической поверхности,. и фиксируют его на оправке, а в качестве базовой линии используют риски.
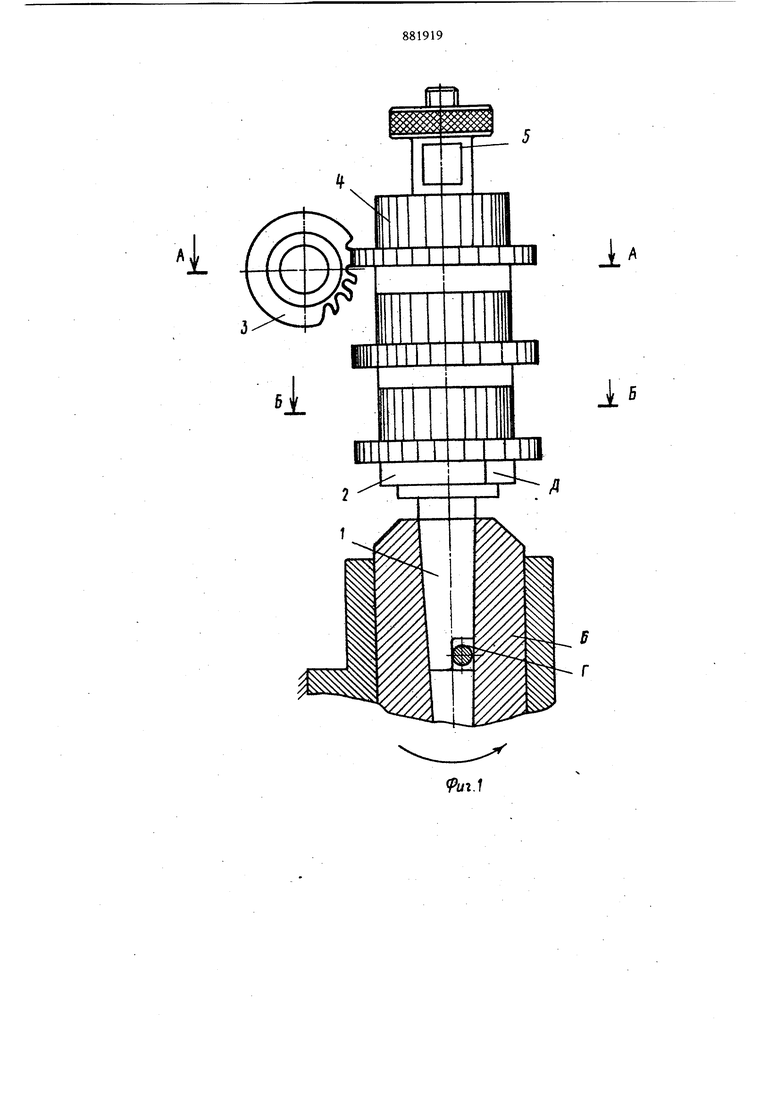
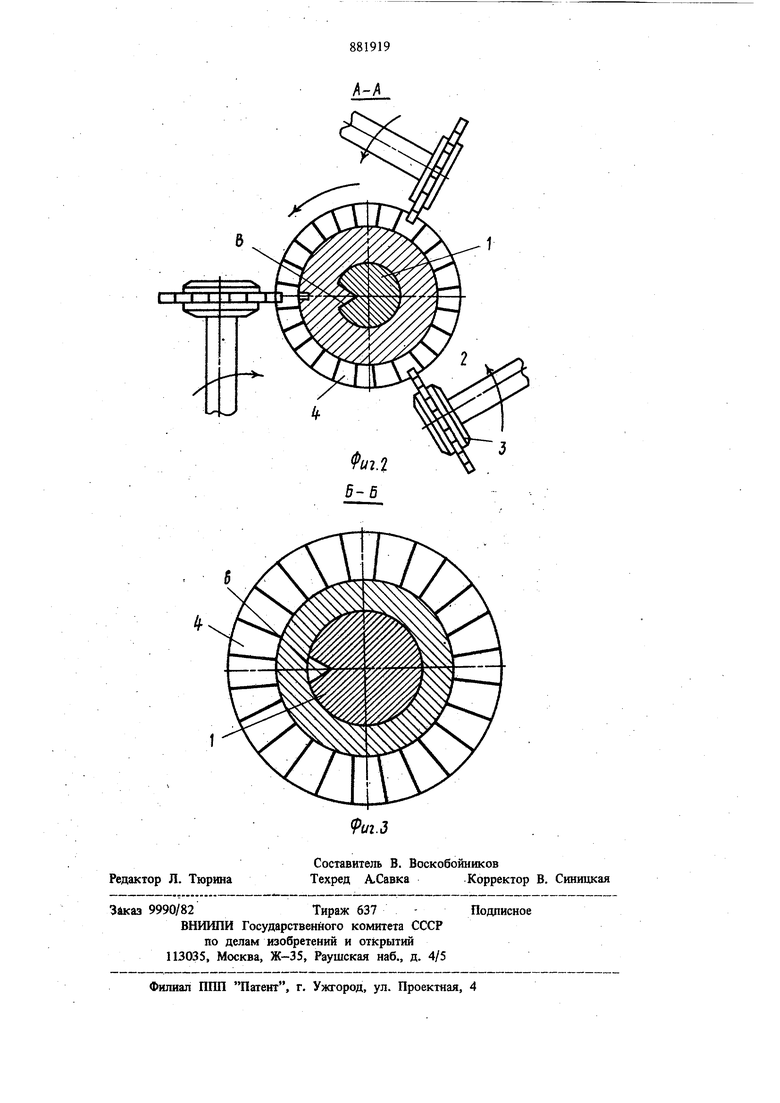
На фиг. 1 изображено устройство для фрезрования пазов в коллекторных пластинах элекрических машин; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для фрезерования пазов в коллекторных пластинах электрических машин содержит оправку 1, на цилиндрической части которой выполнена осевая остроугольная канавка, а на конце хвостовой части выполнена лыска Г, плоскость которой параллельна плоскости, проходящей через ось оправки и . вершину остроугольной канавки. На оправку установлены кольца 2, на цилиндрической части которых равномерно нанесены несколько рисок Д, а именно, число рисок равно количеству фрез 3, одновременно обрабатывающих коллектор 4, а на внутренней цилиндрической поверхности выполнены выступающие остроугольные шлицы В, вершины последних находятся в одной плоскости с осью центра кольца и одной из рисок, нанесенной на цилиндрической части фиксируемого дистанцисиного кольца. Верхняя часть оправки 1 заканчивается резьбой, на которую навинчивается упорная гайка 5 для подмсима коллекторов. Оправка с собранными в пакет коллекторами и фиксируемыми дистанционными кольцами устанавливается в конус шпинделя 6 специального станка.
Фрезерование пазов в коллекторных пластинах электрической машины осуществляют следующим образом.
На опрайку 1 устанавливается кольцо 2 с рисками, равномерно расположенными на его цилиндрической поверхности, и фиксируется по остроугольной канавке остроугольным шлицем В. Затем на кольцо 2 устанавливается коллектор 4. Поворачиванием от руки коллектора 4 вокруг оси оправки находят такое по
ложение, чтобы середины нескольких пластин (на фиг. трех) совпали с соответствующими рисками Д, нанесенными на кольце. После устаШовки первого коллектора на оправку устанавливают второе кольцо 2 и следующий коллектор 4 и совмещают середины трех коллекторных пластин с тремя рисками на втором кольце и т.д. Набранный таким образом пакет коллекторов на оправке закрепляется гайкой 5, Оправка с собранными в пакет коллекторами устанавливается в конус. шпинделя 6 специального станка с ориентированием по лыске Г. Одновременно настраиваются фрезы 3 по рискам, являющимся базовыми линиями. Таким образом, середина каждой фрезы совпадает с базовыми линиями коллекторов. После настройки включаются приводы вращения фрез и возвратно-поступательного и вращательного движения пиноли шпинделя 6 и производится фрезерование пазов в коллекторных пластинах. Изобретение позволяет повысить качество и производительность за счет уменьшения влияния угловой погрешности в шаге между коллекторными пластинами.
Формула изобретения
Способ фрезерования пазов в коллекторных пластинах электрической машины, согласно которому коллектор устанавливают на оправку, одну из пластин коллектора ориентируют относительно неподвижной базовой линии, выставляют фрезу таким образом, что базовая линия проходит по середине диска фрезы, и выполняют паз, затем поворачивают коллектор номинальными шагами и последовательно фрезеруют пазы в остальных пластинах, отличающийся тем, что, с целью повышения качества и производительности, перед установкой коллектора на оправку устанавливают кольцо с рисками, равномерно расположенными на его цилиндрической поверхности, и фиксируют его на . оправке, а в качестве базовой линии: используют риски.
Источники информации, принятые во внимание при экспертизе
1.Бабаджанян П. А., Люсин Б. Ю. Конструкция и производство коллекторов электрических машин. М., Энергия, 1960, с. 118, 119.
2,Авторское свидетельство СССР № 385368, кл. Н 01 R 43/06, 1973.
,1
IJ.
В
г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1973 |
|
SU385368A1 |
| Станок для автоматического фрезерования коллекторов электрических машин | 1981 |
|
SU991538A1 |
| Станок для сборки в пакет пластин коллекторов электрических машин | 1977 |
|
SU729711A1 |
| Устройство для фрезерования коллекторных пластин электрических машин | 1978 |
|
SU746793A1 |
| Устройство для продораживания коллекторов электрических машин | 1987 |
|
SU1525788A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ПОВОРАЧИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1973 |
|
SU388332A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Способ контроля технического состояния станков с ЧПУ | 1983 |
|
SU1228971A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ПОВОРАЧИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1968 |
|
SU221805A1 |
| Станок для автоматического продораживания коллекторов электрических машин | 1977 |
|
SU708446A1 |