Изобретение относится к технологическому оборудованию для изготовления коллекторов электрических машин и может быть использовано в электротехнической промышленности. .
Известен станок для автоматическог поворачивания коллекторов электрических машин, содержащий механизм подачи фрезы с жестко закрепленными направляющими, привод, муфту сцепления привода со шпинделем и датчик угла поворота коллектора, укрепленный вместе с ограничивающим угол отвода ведущей полумуфты упором на траверсе, установленной с возможностью поворота относительно оси обрабатываемого коллектора и снабженной- приводом, управляемым сигналами датчика 1.
Однако в таком станке не предусмот рен разворот направляющих фрезы в соответствии с перекосом коллекторных пластин, что ограничивает возможность применения станка для продораживания коллекторов,
Известен также станок для автомат11ческого продораживания коллекторо электрических машин, содержащий привод поворота коллектора, фрезу с механизмом подачи, установленную в
направляющих элементах, связанных с приводом их разворота вокруг оси, проходящей через ось ко.плектора,. закрепленной непо.цвижно. на корпусе датчик угла поворота коллектора, датчик угла перекоса пластин и систему управления поворотом коллектора и разворо.том направляющих элементов фрезы 2, Такой станок является наиболее близК1М к предложенному по технической сущности.
Однако для разворота направляющих фрезы в соответствии с перекосом коллекторных пластин требуется время между моментами окончания поворота коллектора и началом подачи-фрезы. Кроме того, требуется значительное время и для поворота коллектора на шаг коллекторных пластин, так как Hriформацйя о положении коллектора выдается датчиком, ось которого лежит в плоскости движения фрезы, лшиь в .самом конце поворота, когда последующая изоляционная прокладка оказьгеается в зоне датчика угла поворота коллектора, что снижает производительность станка.
Цель изобретения является повышение производительности станка.
Это достигается тем, что в предложенном станке датчик угла перекоса пластин установлен на корпусе, причем оба датчика смещены от плоскости, проходящей через ось разворота направляющих элементов фрезы в ось коллектора, на одинаковый угол, меньший углового шага пластин коллектора, но превышающий угол, под которым располагаются одна относительно другой.на коллекторе две контролируемыедатчикми угла поворота коллектора и угла перекоса пластин точки изоляционйоП прокладки при минимально возможном перекосе пластин.
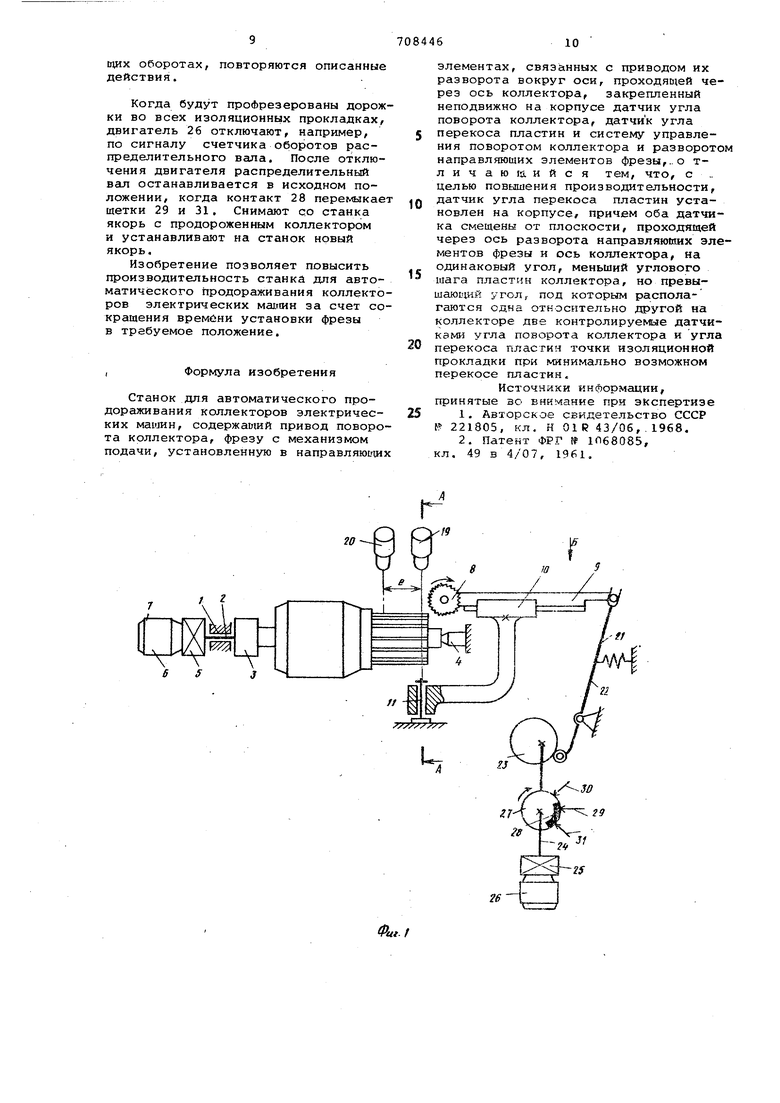
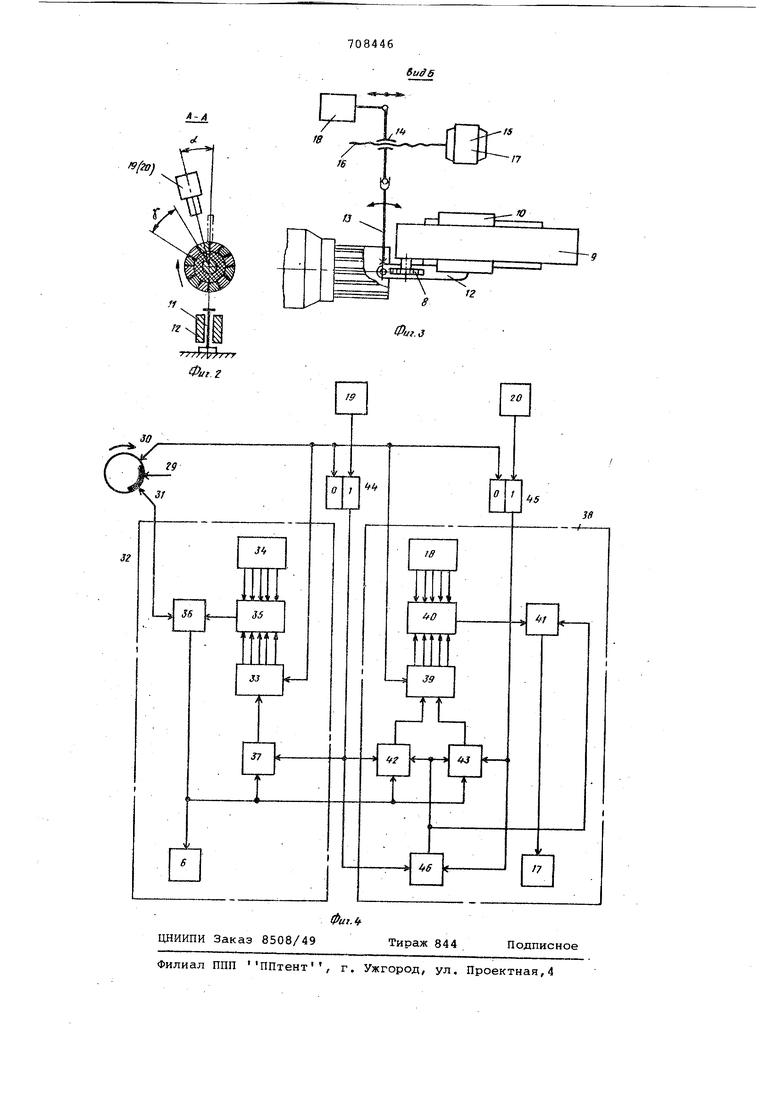
На фиго 1 схематически изображен предложенный станок для автоматического продораживания коллекторов элекрических машин; на фиг, 2 - разрез по на фиг, 1; на фиг. 3 - вид по стрелке Б на фиг, 1; на фиг,4 - . структурная схема управления станком
Станок для автоматического продораггшвания коллекторов электрических машин состоит из втулки 1, в которой на подшипниках установлен шпиндель 2, патрон 3 которого служит для закрепления якоря с обрабатываемым коллектором, поддерживаемого центром 4„ Шпиндель 2 через редуктор 5 связан с шаговым двигателем 6 привода 7 поворота коллектора. Постоянно вращающаяся фреза 8 укреплена на суппорте 9, имеющем возможность возвратно-поступательного перемещения в направляющих элементах 10, которые закрепленЕЛ на установленном с возможностью разворота вокруг пальца 11 кронштейна 12,. Ось пальца 11 направлена вертикально г пересекает ось коллектора вблизи его наружного торца и лежит также в плоскости движения фрезы 8, Кронштейн 12 снабжен жестко соединенным с ним поводком 13с вилкой на конце, в которую входит палец гайки 14 привода 15 разворота направляющих, содержащего также винт 16, вращаемый шаговым двигателем 17. Гайка 14 связана с датчиком 18 положения направляющих фрезы, вьщающим сигнал соответствующий углу разворота направляющих элементов 10, т.е. углу который образует плоскость движения фрезы с вертикальной плоскостью, проходящей через ось коллектора, Фотоэлектрический датчик 19 угла поворота коллектора установлен неподвижно. Его ось, пересекающая ось коллектора, смещена относительно вертикальной плоскости навстречу направле ию поворота коллектора на угол 5ч , меньший углового шага С) коллекторных пластин. Такой же датчик 20 угла церекоса коллекторных пластин установлен под таким же углом к вертикальной плоскости на расстояние от датчика угла поворота коллектора. Фотодатчики 19 и 20 выдают сигнал только тогда, когда середина (или край) изоляционной прокладки совмещается с осью датчика. Механизм 21 подачи фрезы 8 содержит рычаг 22 с вилкой на конце, взаимодействующей с пальцем на конце супп.орта 9, и кулачок 23, жестко сидятий на распределительном валу 24, связанном через редуктор 25 с двигателем 26. На распределительном валу24 также жестко укреплен барабан 27 с контактом 28, который может перемыкать метку 29 со щеткой 30 или со щеткой 31,
Система 32 управления поворотом коллектора содержит счетчик 33 совершемых шаговым двигателем поворота коллектора шагов, задатчик 34 числа шабло
гов, сумма которых равна углу
35 сравнения, к одному входу которого присоединен задатчик 34, а к другому выход счетчика 33. Выход блок.а 35 сравнения соединен с одним из входов. блока 36 управления шаговым двигателем поворота коллектора.Второй вход блока 36 соединен со щеткой 31.К выходу блока 36 подключен шаговый двигатель 5,который работает только при наличии сигналов на обоих входах- блока 36.Счетчик 33 соединен с выходом блока 36 через управляемый ключ 37.Система 38 управления разворотом направляющих элементов фрезы содери ит реверсивный счетчик 39 совершаемых двигателем поворота коллектора шагов,присоединенный к одному входу устройства 40 для сравнения, ко второму входу которого подключен датчик 18 положения направляющих фрезы. Выход устройства40соединен с одним из входов блока
41управления шаговым двигателем разворота направляющих фрезы. Реверсивный счетчик 39 имеет два счетных входа: прямой и обратный, которые подключены к выходу блока 37 через управляемые ключи 42 и 43. Каждый
из этих ключей имеет два управляющих входа: отпирающий и запирающий, при наличии сигнала на последнем ключ заперт, независимо от наличия сигнала на отпирающем входе. При отсутствии сигнала на отпирающем входе ключ также всегда заперт. Отпирающий вход ключа 42 присоединен к единичному выходу триггера-44, единичный вход которого подключен к датчику 19 угла поворота коллектора. Отпирающий вход ключа 43 подсоединен к. единичному выходу триггера 45, единичный вход которого подключен к датчику 20 угла перекоса коллекторных пластин, Запирающие входы ключе й 42 и 43 присоединены к выходу элемента 46, один вход которого подключен к единичному выходу триггера 44, а другой - к единичному выходу триггера 45, К вьлходу элемента 46 подключен также второй вход блока 41, к выходу которого подключен шаговый двигатель 17, работающий только при наличии сигналов на обоих входах блока 41, причем направление вращения шагового двигателя 17 определяется знаком сигнала на выходе устрой ства 40 для сравнения, К единичному выходу триггера 44 подключен также управляющий вход управляемого ключа 37. При наличии сигнала на этом входе ключ 37 открыт при отсутствии заперт. Нулевые входы триггеров 44 и 45 подключены к щетке 30, к которой также подключены входы сброса на нуль счетчика 33 и реверсивного счетчика 39. Работает станок для автоматического продораживания коллекторов электрических машин следующим образом. В исходном положении контакт 28 перемыкает щетки 29 и 31, но сигнал на щетке 29 отсутствует, вследствие чего отсутствует сигнал на одном из входов блока 36 управления шаговым двигателем поворота коллектора. Триггеры 44 и 45 находятся в нулевом состоянии. Счетчики 33 и 39 сбро шены на нуль. Схема 35 сравнения выдает сигнал в блок 36, так как на одном ее входе присутствует число от задатчика 34, а на другом - нуль от счетчика 33.Блок 36 импульсов для ша гового двигателя 6 не вырабатывает,т как на одном его входе сигнала нет. Датчик 18 выдает число, величина и знак которого определяются занимаемым направляющим элементам фрезы положением и может в определенных пределах иметь любые значения. Ес ли это число отличается от нуля, устройство 40 для сравнения выдает сигнал, так как на другом его входе число равно нулю. Сигнал от устройства 40 для сравнения поступает на вход блока 41, но этот блок не вырабатывает импульсов для шагов го двигателя разворота направляющих элементов фрезы, так как на втором входе этого блока сигнал с выхода элемента ifi отсутствует. Устанавливают на станке якорь с подлежа 1№1м продэраживанию коллектор и закрепляют его в патроне 3. Пода ют на щетку 29 сигнал, который чере контакт 28 и щетку 31 поступает на вход блока 36, Последний начинает вырабатывать импульсы, поступающие шаговый двигатель 6 и вызываюише ег вращение. Шаговый двигатель 6 через радуктор 5 вращает шаиндель 2 и вме те с ним закрепленный в патроне 3 якорь. Поверхность коллектора перемещается в поле зрения фотодатчиков 19 и 20. До тех пор, пока Оси датчи ков не пересечет межламельная изоля ционная прокладка коллектора, датчи ки сигнала на выдают в триггеры 44 и 45 «остаются: в нулевом состоянии При этом ключи 37, 42 и 43 остаются запертыми и импульсы в счетчики 33 и 39 не поступают. Счетчики сохраняют нулевое состояние. В этот момент, когда с осью датчика 19 угла поворота коллектора совмещается изоляционная прокладка, датчик выдает сигнал, который переводит триггер 44 в единичное состояние. Единичный сигнал на выходе триггера 44 отпирает ключ 37, ив счетчик 33 начинают поступать импульсы, вырабатываемые блоком 36. На выходе счетчика растет число, равное числу шагов, совершаемых олаговым двигателем 6 с момента выдачи сигнала :датчиком 19. Пока это число будет меньше числа, выдаваемого датчиком 34, на выходе схеьи 35 сравнення существует сигнал и итагозый двигатель б продолжает вращать шпиндель 2, Когда коллектор поворачивает на угол d4 С. момента выдачи сигнала датчиком 19, число на выходе счетчика 33 становится равно числу, выдаваемому задатчиком 34, и сигнал на выходе схемы 35 сравнения исчезает. Шаговый двигатель 6 останавливается и в этот момент та точка изолированной прокладки, которая совмещалась с осью датчика 19 в момент выдачи сигнала, совмещается с осью разворота направляю1чих фрезы. При отсутствии перекоса межламельная изоляционная прокладка пересекает оси датчиков 19 и 20 одновременно. В этом случае триггеры 44 и 45 переходят в единичное состояние также одновременно, и импульсы в реверсивный счетчик 39 не успевают -проходить. Число на выходе счетчика остается равным нулю. На выходе устройства 40 для сравнения имеется сигнал, знак которого определяется знаком числа, выдаваемого датчиком 18 положения направляющих Лрезы. По этому сигналу (так как на втором входе блока 41 присутствует сигнал с выхода элемента 46) блок 41 вырабатывает импульсы, которые вы|3ывают вращение.шагового двигателя 17 в направлении, при котором абсолютное значение числа на выходе . датчика 18 уменычается. В тот момент, когда это число равно нулю,, шаговый двигатель 17 останавливается и при этом направление подачи фрезы совмещается с вертикальной плоскостью, проходящей через ось коллектора. При наличии перекоса возмо ны два случая. В первом изоляционная прокладка коллектора вначале пересекает ось датчика 19, По сигналу с единичного выхода триггера 44 отпирается ключ 42 и пропускает импульсы от блока 36 .на прямой вход реверсивного счетчика 39, на выходе которого растет число, равное числу шагов. совершаемых шаговым двигателем 6 с момента вьщачи сигнала датчиком 19 3TOf4y числу условно присвоен положительный знак. В момент, когда изоляционная проклсшка пересекает также и ось датчика 2П, триггер 45 также переходит в единичное состояние и сигнал с выхода элемента 46 запирает ключ 42, а ключ 43 продолжает оставаться запертым. На выходе счетчика 39 остаётся положительное число, равное перекосу изоляционной проклад ки, выраженному в количестве шагов шагового двигателя поворота коллекто ра при базе. Датчик 18 измеряет уго поворота направляющих элементов фрез в том же масштабе.. В устройстве 40 для сравнения происходит вычитание числа, постудаютего от датчика 18, ;.з числа, nocTynaioi-iero от счетчика jiE; с учетом их знаков (алгебраическое вычитание). Если угол, под которым направляюише элементы Фрезы находятся относительно оси коллектора имеет ту же величину и знак, что и угол перекоса изоляционной прокладки, сигнал на выходе устройства 40 для сравнения равен нулю. В других случаях знак сигнала совпадает со знаком разности., образую1 ейся при вычитании указанных чисел. По сигналу от Устройства 40 для сравнения блок 41 выдает импульсы шаговому двигателю 17 и последний разворачивает направляющие элементы Фрезы в ту сторону, при движении в которую разность чисел в устрр стве 40 за счет изменения числа, выдаваемого датчиком 18, уменьшается. При нулевом сигнале ишговый двигатель 17 останавливается, а направляющие 10 фрезы оказываются развернутыми в соо ветствии с перекосом изоляционной прокладки, В другом случае изоляционная про кладка вначале пересекает ось датчи ка 20. Открывается ключ 43 и пропуск ет импульсы на обратный вход реверси ного счетчика 39, на выходе которог растет число, равное числу шагов, ..совершаемых шаговым двигателем 6 с момента выдачи сигнала датчиком 20. Этому числу условно присвоен отрицательный знак. В момент, когда изоляционная прокладка пересекает также и ось датчика 19, поступление импульс сов в реверсивный счетчик 39 прекращается и двигатель 17 разворачивает направляюидае элементы Фрезы так, что бы число на выходе устройства 40 дл сравнения стало равно нулю. Равенство нулю сигналов обоих устройств для сравнения (35 и 40) означает, что закончено предварител ное ориентирование коллектора и он выставлен по углу поворота, а напра ляющие элементы 10 фрезы развернуты в соответствии с перекосом той изоляционной прокладки, в которой пред стоит фрезеровать дорожку. После того, как сигналы обоих устройств для сравнения станут равны нулю, включают двигатель 26, который через редуктор 25 вращает распределительный вал 24. Кулачок 23 посредством толкателя 22 осуществляет подачу суппорта 9 с Фрезой 8. Последняя прорезает дорожку в изоляционной прокладке. В самом начале оборота распределительного вад1а 24 контакт уходит из-под щеток 29 и 31, разъединяя их и предотвращая возможность включения шагового двигателя б при соприкасании фрезы 8 с коллектором. По окончании фрезерования дорожки суппорт 9 с фрезой 8 отходит назад, К концу оборота распределительного вала 24 контакт 28 перемыкает щетки 29 и 30. Сбрасываются на нуль-счетчики 33 и 39 и переводятся в нулевое положение триггеры 44 и 45. Затем контакт 28 . уходит из-под щетки 30 и перемыкает шетки 29 и 31, выдавая сигнал на один вход блока 36, на втором входе которого присутствует сигнал от блока сравнения 35. 1Чаговый двигатель 6 начинает вращать коллектор до тех пор, пока следующая прокладка не пересечет ось датчика 19, а затем коллектор не будет повернут на угол об . Паргшлельно работает и система 38 управления разворотом направляющих элементов фрезы, направляющие устанавливают.ся под углом,равным углу перекоса очередной изоляционной прокладки. Длина дуги контакта 28 достаточно большая для того, чтобы за время, когда контакт 28 перемыкает щетки 2 и 31, шаговый двигатель б ; успевал повернуть коллектор на угол у, а шаговый двигатель 17 успевал развернуть направляющие элементы фрезы в соответствии с перекосом очередной изоляционной прокладки. Пройдя исходное положение, распределительный вал 24 начинает второй оборот. Начинается новая подача фрезы 8, прорезающей дорожку в изоляционной прокладке, которая после поворота коллектора оказалась на линии движения фрезы. Контакт 28 вначале размыкает метки 29 и -32, а затем к концу второго оборота распределительного вала, когда заканчиваете отвод фрезы, контакт 28 перемыкает щетки 29 и 30,сбрасывая на нуль счетчики 33 и 39 и переводя в нулевое состояние триггеры 44 и 45.Затем контакт 28 перемыкает щетки 29 и 31, и шаговые двигатели б и 17 осуществляют поворот коллектора и разворот направляющих элементов Лрезы в соответствии с углом перекоса новой изоляционной прокладки. Распределительный вал 24, продолжая вращение начинает третий оборот, при котором, как и при всех последую1ДИХ оборотах, повторяются описанные действия.
Когда будут профрезерованы дорожки во всех изоляционных прокладках, двигатель 26 отключают, например, по сигналу счетчика оборотов распределительного вала. После отключения двигателя распределительный вал останавливается в исходном положении, когда контакт 28 перемыкает щетки 29 и 31. Снимают со станка якорь с продорожеиным коллектором и устанавливают на станок новый якорь.
Изобретение позволяет повысить производительность станка для автоматического продораживания коллекторов электрических махтмн за счет сокращения времйни установки фрезы в требуемое положение.
I Формула изобретения
Станок для автоматического продораживания коллекторов электрических машин, содержавши привод поворота коллектора, фрезу с механизмом подачи, установленную в направляющих
элементах, связанных с приводом их разворота вокруг оси, проходяо;ей через ось коллектора, закрепленный неподвижно на корпусе датчик угла поворота коллектора, датчик угла перекоса пластин и систему управления поворотом коллектора и разворотом направляющих элементов фрезы,., о тличаюшийся тем, что, с целью повышения производительности, датчик угла перекоса пластин уста0новлен на корпусе, причем оба датчика смещены от плоскости, проходящей через ось разворота направляюиих элементов фрезы и ось коллектора, на одинаковый угол, меньший углового
5 шага пластин коллектора, но превышаю1Щй угол,, под которым располагаются одна относительно другой на коллекторе две контролируег яле датчиками угла поворота коллектора и угла
0 перекоса пластин точки изоляционной прокладки при минимально возможном перекосе пластин.
Источники информации, принятые во внимание при экспертизе
5
1.Авторское свидетельство СССР 221805, кл. Н 01 R 43/06,. 1968,
2.Патент ФРГ № 1Л68085, кл. 49 в 4/07, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для продораживания коллекторов электрических машин | 1974 |
|
SU555477A1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОГО ПРОДОРАЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1992 |
|
RU2088008C1 |
| Станок для автоматического продораживания коллекторов электрических машин | 1980 |
|
SU955304A1 |
| Станок для автоматического фрезерования коллекторов электрических машин | 1981 |
|
SU991538A1 |
| Устройство для продораживания коллекторов электрических машин | 1979 |
|
SU881918A1 |
| ШИРОКОДИАПАЗОННЫЙ СТЕНД ДЛЯ КОНТРОЛЯ ИЗМЕРИТЕЛЕЙ УГЛОВЫХ СКОРОСТЕЙ | 1996 |
|
RU2142643C1 |
| АВТОМАТИЗИРОВАННЫЙ СТАНОК ДЛЯ ПРОДОРАЖИВАНИЯ ЯКОРНЫХ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2005 |
|
RU2291763C1 |
| Многоточечное регистрирующее устройство | 1976 |
|
SU609955A1 |
| Устройство для фрезерования пластин коллекторов электрических машин | 1978 |
|
SU691968A1 |
| Станок для продораживания коллекторов электрических машин | 1984 |
|
SU1277270A1 |
Ц
,
29
Jf
t
