У9тройство относится к технике автоматического регулирования толщины полосы, например в клети реверсивного стана холодной прокатки, путем управления нажимным механизмом.
Известна система регулирования толщины полосы, содержащая соединенные последовательно измеритель отклонения толщины подката от средней величины, первый блок задержки, блок управления нажимным механизмом и нажимной механизм, а также измеритель отклонения толщины проката от средней величины. В этом устройстве ощибки информации о жесткости, заложенной в коэффициент передачи блоков управления К, корректируются путем использования сигнала датчика усилия прокатки; блок задержки управляется сигналом С датчика скорости 1 .
Недостатком данной системы является то, что для его реализации необходимы достаточно сложные технические средства, такие, как силовые месдозы, вы-
полняющие роль датчиков усилия прокатки, тахогенератор, выполняющий ротгь датчика скорости, необходимые электронные блоки обработки. Кроме того, данная система не обладает достаточной устойчивостью, в связи с тем, что одной из компонент сигнала, воздействующего на нажимной механизм, $голяется сигнал измерителя отклонения толщины проката (t), управляющее воздействие которого запаздывает на время прохождения, полосой расстояния от межвалкового зазора до измерителя, создавая лишнее регулирование.
Цель изобретения - упрощение системы и повьпыение стабильности регулирования.
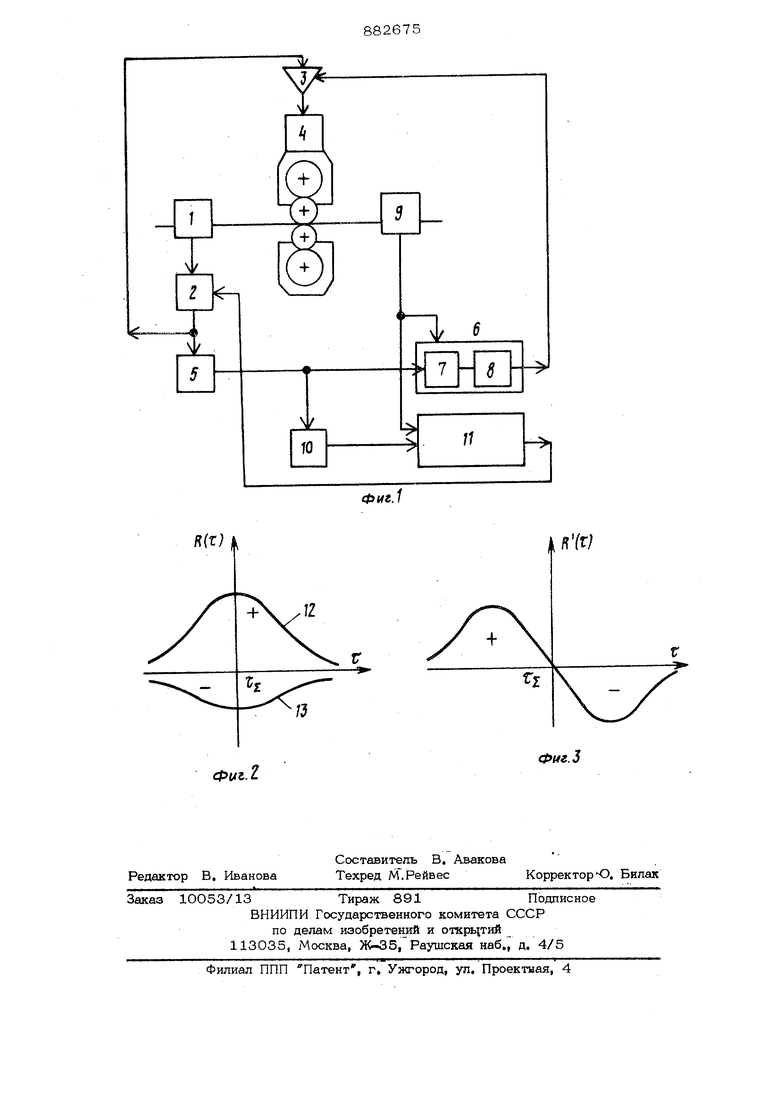
Эта цель достигается тем, что система автоматического регулирования толщины полосы, содержащая соединенные последовательно измеритель отклонения толщины подката от средней величины, первый блок. задержки, блок управления нажимшям механизмом, нажимной механизм и измеритель отклонения толщины проката от средней величины, дополнительно содержит второй блок задержки и первый коррелятор, содержащий соединенные последовательно блок умножения и интегратор, причем вход рого блока задержки соединен с выходом первого блока задержки, а выход - с первым входом блока умножения, второй вход которого соединен с измерителем отклонения толщины проката от средней величины, а выход интегратора соединен со вторым входом блока управления нажимным механизмом, Кроме того, первый блок задержки вьшолнен управляемым и система также дополнительно содержит дифференцирующе звено и второй блок корреляции, причем вход дифференцирующего звена соединен с выходом блока задержки, а выход дифференцирующего звена соединен с первым входом второго коррелятора, второй вход которого соединен с измерителем отклонения толщины проката от средней величины, а выход второго коррелятора соединен со входом первого блока задержки. Предлагаемое устройство не нуждается в датчиках усилия прокатки и скорости прокатки, а использует лшль текущую информацию с измерителей отклонения толщины подката k;, (t ) и проката h(i) от заданной величины. Для автоматической подстройки коэффициента передачи К и задержки Х в цепи управления нажимным механизмом используется тот факт, что при их неправильной установке случайные отклонения толщины подката li (t ) не компенсируются полностью, а проявляются в случайных отклонениях толщины проката lf(i}-. Эта связь между сигналами и tig (t) количественно характеризуется так называемой функцией корреляцииR СТ) у li (t Т ) 2 (t) d t . ( Она зависит от задержки (. между моментами измерения h(i-l} и d (t) и может быть получена с помощью коррелятора, представляющего собой перемно- житель сигналов h;, (t Т ) и hg (t) и интегратор, который усредняет значение их произведения за время Т, При этом R (1) максимальна, если задержка Т, в цепи сигнала l(i) точно совпадает со временем Т прохождения полосой расстояния между измерителями отклонения толщи54ны подката и проката. По мере увелиличения разности (1-1, ) значение R (L ) постепенно убьшает. На фиг, 1 изображена блок-схема устройства автоматичес2гого регулирования толщины полосы; на фиг, 2 - типичный вид функции корреляции Р { С); на фиг, 3 - ее производной 1 ( L), Устройство содержит измеритель 1 отклонения толщины подката от средней величины, первый блок 2 задержки, блок 3 управления нажимным механизмом, нажимной механизм 4, соединенные последовательно, второй блок 5 задержки, выход которого соединен со входом первого блока 2 задержки, первый коррелятор 6, представляющий собой блок 7 умножения и интегратор 8, включенные последовательно, причем первый и второй входы блока умножения соединены соответственно с выходами второго блока 5 задержки и измерителя 9 отклонения толщины проката от средней величины, а выход первого коррелятора б - на второй вход блока 3 управления для автоподстройки его коэффициента передачи К, Для автоподстройки задержки L, на выход второго блока 5 задержки параллельно первому коррелятору 6 подключается дифференцирующее сзвено 1О и второй коррелятор 11, аналогичный первому, а выход второго коррелятора 11 соединен со вторым входом блока 2 задержки для его регулировки. Устройство работает следующим образом. Сигнал (t) измерителя 1 отклонения толщины подката задерживается в блоке 2 задержки на время Т, прохождения полосы от измерителя 1 до межвалкового зазора, С выхода блока 2 задержки сигнал Ь (t -Т) подается в блок 3 управления нажимным механизмом, имеющий коэффициент передачи К, Нажимной механизм 4 перемещает валки клети (или изменяет усилие прокатки) пропорционально величине воздействия К И,| (t - Ц) так, чтобы скомпенсировать отклонение толщины участка подката b(t -Т,,), который к этому времени попадает в межвалковый зазор. Спустя время Т этот участок проката попадает в измеритель 9 отклонения толщины проката, сигнал bg(t) с выхода которого поступает на блок 7 умножения коррелятора 6, Одновременно с этим сигнал 1 (t - ) с выхода блока 2 задержки задерживается во втором блоке 5 задержки на время Lj н поступает на первый вход блока 7 умножения. На выходе блока 7 умножения и формирует ся сигнал произведения, т, е. h/t-t) Ь,{0, Т 7 7 I где L i - Ц 1-J - суммарная задержка сигнала в блоках 2 и 5 задержки. Интегратор 8 усредняет за время Т сигнал, поступивший с блока 7 умножения, т. е. Т f Jb,(bt)h2Ct)dt R(t) тем самым формируя функцию корреляции R(t)no формуле (1). Если сигнал на выходе интегратора 8 R(l) положительный, о это показьтает, что отклонения толщины подката li (-t) недостаточно сглаживаются нажимным механизмом 4 и они повторя ются в отклонениях толщины проката j спустя время Ц (необходимое для прохождения полосой расстояния между дат чиками 1 и 9). Положительное или отри цательное отклонение толщины подката Ь (t) спустя время Т , приведут к тако же (по полярности) отклонению толщины проката bjCt), так что в среднем произведение lij(i-t)lij(ija с ним и Р{L ) будет больше нуля (кривая 12 фиг. 2). Таким образом, попожите-1ьный сигнал на выходе коррелятора О говорит о том что коэффициент передачи блока 3 управления недостаточен ( ,). Если коэффициент передачи блока 3 управления слишком велик () нажимной м ханизм 4 перекомпенсирует отклонения толщины подката Ь(0так, что положительному отклонению толщины подката h;,(-t - L) О будет соответствовать отрицательное отклонение толщины подката Ch,(t) СГ) и наобород-. Тогда в среднем произведение h (t-Lph Ci), а с ним и 1( Т/ ) будет отрицательным (кривая 13 фиг. 2). Сигнал I (Т) с выхода коррелятора 6 подается на второй вход блока 3 управления для регулировки коэффициента передачи К, причем положительный сигнал I (L) должен приводить к увеличению К и уменьшению в противном случае. Отсутствие корреляшга Р (Т ) 0 говорит о том, что коэффициент передачи блока 3 оптимальный: К К,. Ошибки регулирования толщины проката возникают также из-за неправильНОЙ установки сдвига по времени Т в блоке 2 задержки. Если задержка Т больще времени прохождения расстояния от измерителя 1 до межвалкового зазора, то реакция нажимного механизма 4 на отклонение толщины подката будет запаздьтать и наоборот в прот1шном случае. Для устранения таких ошибок служит контур регулирования задержки, состоящий из дифференцирующего звена 1О и второго коррелятора 11, аналогичного первому. Сигнал Ь (t-L/) с выхода второго блока 5 задержки подается на вход ди4 ференишфующего звена 1О. Сигнал l.( выхода дифференцирующего звена (штрих означает дифференцирование) подается на первый вход блока умножения коррелятора 11, на второй вход которого подается сигнал t (t ) с измерителя 9 отклонения толщины проката. После усреднения за время Т в интеграторе, на выходе коррелятора 11 формируется сигнал f jh;(t-T)h,(t)(r) (2) Этот сигнал равный производной функции корреляции (1) имеет вид, показанный на фиг. 3. Он меняет знак в зави- симости от знака разности (I - Ц ) между временем Т прохождения полосой расстояния от измерителя 1 до измерителя 9 и суммарной задержки L , выставленной в блоках 2 и 5 задержки. Сигнал - Р (Т)на выходе коррелятора 11 служит мерой рассогласования по задержке. Он подается на второй (регулирующий) блок 2 задержки и регулирует задержку I, так, что в случае положительного сигнала R( L ) на выходе второго коррелятора 11 задержки Ц должна увеличиваться и наоборот в npoTifflHOM случае. При этом учитьгаается инверсия, соответствующая знаку минус перед интегралом в выражении (2). Предлагаемое устройство позволяет существенно упростить устройство по способу (2), поскольку не использует силовых месдоз и тахогенераторов, являющихся датчиками усилия и скорости, и получает необходимую информацию с помоЕГью обработки электрических сигналов Н2(1)и )измерителей отклонения толщины подката и проката. Для этого используются такие блоки, как корреляторы, состоящие- из перемножптеля и ин- тегратора, включенных поспедователъно, и да5фференшфующее звено, которые могут быть выполнены в виде простых эле ронных схем. При наличии аналого циф- роБых преобразователей эти операции могут быть выполнены простейшими сре ствами вычислительной техники. Устойчивость работы предлагаемого устройства гарантируется тем, что коль ца регулирования работают в разных масштабах времени и поэтому не влияю друг на друга. Кольцо регулирования с упреждением - быстрое, его быстродействие ограничено лишь быстродействием нажимного механизма At , тогда Kaii быстродействие не связанных между собой колец автоподстройки коэффихшента передачи К и задержки Тц определяется постоянными времени Т интеграторов корреляторов 6 и 11. Посто янные времени интеграторов могут быть разными, но они всегда значительно бол ше постоянной времени нажимного уст ройства. Экономический эффект от внедрения изобретения на одном прокатном стане составит 50 тыс. рублей в год. рмула изобретения 1, Система автоматического регулирования толщины полосы, содернсащая соединенные последовательно измерител ота:лонения толщины подката от средней величины, первый блок задержки, блок 58 управления нажимным механизмом и на- жимной механизм, а также измеритель отклонения толщины проката от средней величины, отличающаяся тем, что, с целью упрощения системы и повышения стабильности регулирования, она дополнительно содержит второй блок задержки и первый коррелятор, содержащий соединенные последовательно блок ум- ножения и интегратор, причем вход второго блока задержки соединен с выходом первого блока задержки, а выход - с первым входом блока умножения, второй вход которого соединен с измерителем отклонения толщины проката от средней величины, а выход интегратора соединен со вторым входом блока управления нажимньхм механизмом. 2. Система автоматического регулирования толщины полосы по п, 1, о т - личающаяся тем, что первый блок задержки выполнен управляемым и содержит дифференцирующее звено и второй коррелятор, причем вход дифференпирующего звена соединен с выходом второго блока задержки, а выход дифференцирующего звена соединен с первым входом второго коррелятора, второй вход которого соединен с измерителем отклонения толщины проката от средней величины, а выход второго коррелятора соединен со входом первого блока задержки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 593760,кл. В 21 В 37/ОО, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования ширины горячекатаных полос | 1980 |
|
SU908445A1 |
| Устройство автоматического регулирования толщины полосы | 1982 |
|
SU1044363A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1989 |
|
SU1667972A1 |
| Способ регулирования толщины полосиз РАзРЕзАННОгО HA чАСТи пОдКАТА пРиНЕпРЕРыВНОй гОРячЕй пРОКАТКЕ иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU797813A1 |
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA СТАНЕХОлОдНОй пРОКАТКи-ВОлОчЕНия бЕзОХВАТА ВАлКОВ пОлОСОй | 1979 |
|
SU801922A1 |
| Устройство автоматического управления реверсивным станом горячей прокатки | 1982 |
|
SU1084093A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
wYr;
1
сРмг. 2
Фиг.З
