(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления штампокатан-НыХ КОлЕС | 1978 |
|
SU795668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1992 |
|
RU2049585C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОКАТАНЫХ КОЛЕС | 1991 |
|
RU2010654C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ТИПА КОЛЕС | 1994 |
|
RU2073577C1 |
| СПОСОБ ШТАМПОВКИ ЗАГОТОВОК ДЛЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 2006 |
|
RU2335373C2 |
| Способ изготовления цельноштампокатаных колес | 1987 |
|
SU1516205A1 |
| Способ формовки заготовок колес | 1986 |
|
SU1449236A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2355502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1997 |
|
RU2111822C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 1995 |
|
RU2080201C1 |
I
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении железнодорожных колес.
Известен способ изготовления колес, например железнодорожных, путем формовки прилегающей к ступице части диска конической формы и раскатки другой части диска на кол есопрокатном стане 1.
Недостатком способа является низкое качество изготавливаемых колес.
Известен также способ изготовления колес, при котором осаженную заготовку формуют, прокатывают обод по ширине и диаметру и диск по толщине и диаметру 2.
Недостатком известного способа является также низкое качество колес из-за образования плен на диске и ободе при повышенных обжатиях диска, которое приводит к местному выпучиванию металла.Для устранения плен механическим путем на ремонтных станках необходимо при прокатке держать толщину диска на плюсовых допусках, а внутренний диаметр обода на минимально допустимых пределах, т.е. иметь дополнительный припуск на обточку по этим элементам колеса, что увеличивает расход металла и себестоимость колес. В случае глубокого залегания плен колеса переводятся в брак.
10
Цель изобретения - снижение расхода металла и повышение качества колес.
Поставленная цель достигается тем что в способе изготовления колес,
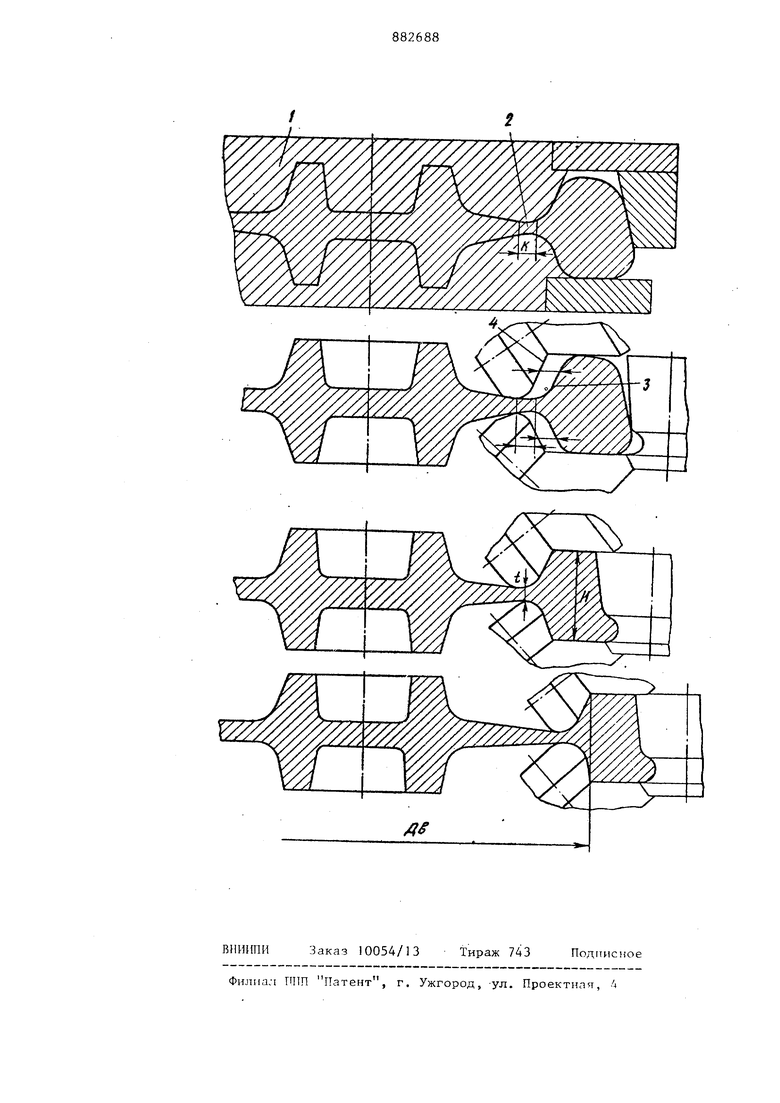
15 при котором осаженную заготовку формуют с образованием ступицы и диска, прокатывают обод по ширине и диаметру и диск по толщине и диаметру, в процессе формовки диска образуют ци20линдрический участок на границе перехода диска в обод, равный по длине 0,1-0,2 радиуса этого перехода, затем в .процессе прокатки обжимают цилиндрический участок до получения толщины диска, равной толщине готового колеса. На чертеже схематично показана тех нология предлагаемого способа, При формовке заготовки в формовочном штампе 1 в месте перехода отштампованной части диска в обод образуют цилиндрический участок 2, равный по длине 0,1-0,2 радиуса этого перехода. Затем заготовку устанавливают в межвалковое пространство колесопрокатного стана с образованием зазора между внутренней поверхностью 3 отформованной заготовки и средним конусом А наклонных валков, равным дли не цилиндрического участка диска. Пос ле этого производят осадку обода по ширине Н и обжатие цилиндрического участка диска по толщине концевыми конусами 4 наклонных валков стана.После обжатия цилиндрического участка диска производят раскатку диска длиной меньщей чем 0,1 радиуса перехода в процессе раскатки диска по диаметру диска и переходном участке от диска к ободу образуются плены, а при его длине больщей чем 0,2 радиуса перехода получается резкий переход отштампованного участка диска к его прокатанному участку. При изготовлении в колесопрокатном цехе партии железнодорожных колес в количестве АОО штук диаметром . 950+1 4 мм по ГОСТ 9036-76 согласно предложенному способу исходные заготовки со средней массой 470 кг нагревали до 1260 С, производили предварительную осадку на прессе усилием 5000 тс. Затем заготовки переставляли на пресс усилием 10000 тс, где производили штамповку ступицы и части диска с образованием в месте перехода его в обод цилиндрического участка длиной 4,6 и 8 мм, что составляло 0,1, 0,15 и 0,2 радиуса перехода. Пос ле этого на колесопрокатном стане заготовки устанавливали в межвалковое пространство, таким образом, чтобы между внутренней поверхностью обода отформованной заготовки и средним конусом наклонных валков образовался зазор, равный 4,6 и 8 мм в соответствии с длиной цилиндрического участка для каждого конкретного колеса. В процессе прокатки колеса производили осадку обода по ширине до размера 142 мм, обжатие цилиндрической части диска до толщины 17 мм, что соответствует диска в этом месте для готового колеса. Затем производили раскатку диска и внутренней поверхности обода по диаметру до размера 820 мм. После калибровки обода на прессе усилием 3500 тс, охлаждения колес до температуры цеха и последующей механической обработки этот размер стал равным 10 мм. Все геометрические размеры обработанных колес находились в пределах требований ГОСТа 9036-76, на всех колесах отсутствовали плены. Использование предлагаемого способа позволяет снизить расход металла за счет исключения образования плен что позволяет держать в процессе прокатки толщину диска на минусовых допусках, а внутренний диаметр обода на верхнем пределе. Улучшается качество колес за счет снижения брака по пленам. Брак колес по этому показателю в настоящее время в колесопрокатных цехах составляет около 1%, что при производстве колес на одном заводе, равном 500 тыс.штук,составляет 5000 колес. Формула изобретения Способ изготовления колес, при котором осаженную заготовку формуют с образованием ступицы и диска прокатывают обод но ширине и диаметру и диск по толщине и диаметру, отличающийся тем, что, с целью снижения расхода металла и повьш1ения качества колес, в процессе формовки диска образуют цилиндрический участок на границе перехода диска в обод, равный по длине 0,1-0,2 радиуса этого перехода, затем в процессе прокатки обжимают цилиндрический участок до получения толщины диска, равной толщине готового колеса. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 654051, кл. В 21 Н 1/02, 13.01.75. 2.Авторское свидетельство СССР № 383504, кл, В 21 Н 1/02, 07.05.71 (прототип).
