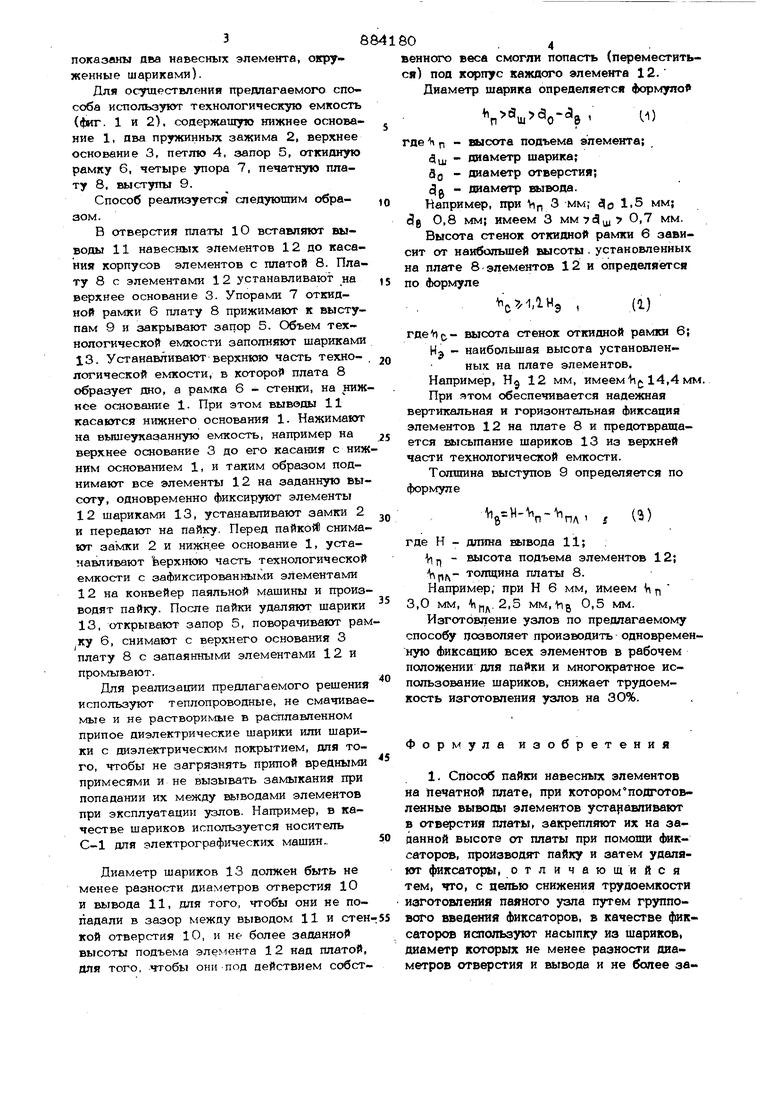
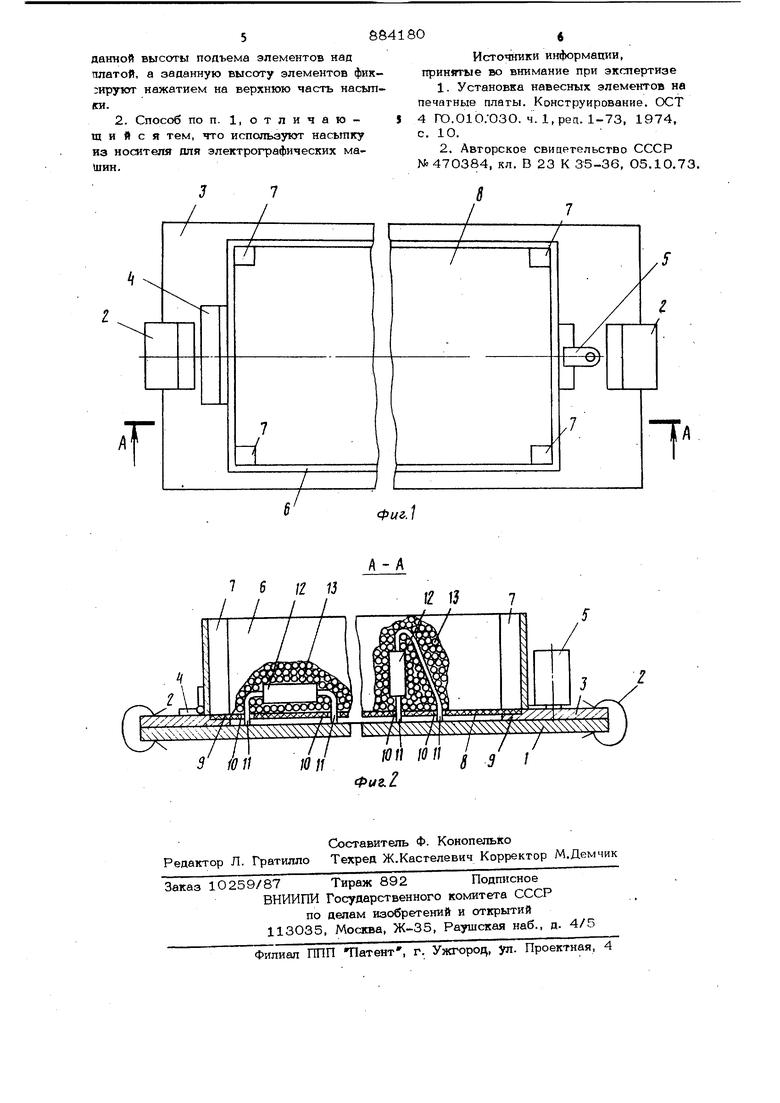
Изобретение относится к пайке, в част ности к способам пайки печатных плат, и может быть использовано в электронной, радиотехнической и других отраслях промышленности. Известен способ пайки навесных элементов на печатной плате, заключающийся в подготовке выводов, выполнении зигов на выводах элементов, установке выводов вотверстия на печатной плате, фиксированный зигами элементов на заданной высоте от платы (в рабочем положении для пайки) и нагреве под пайку til . Недостатками данного способа являются наличие непропаев (газовых полостей) в зигах, отсутствие теплоотвода при пайке, необходимость точного выполнения зигов. Наиболее близким по технической сущности к изобретению является способ пайки навесных элементов на печатной плате, при кагором подготовленные выводы элементов устанавливают в отверстия платы, закрепляют их на заданной высоте от платы при помощи фиксаторов, производят пайку и затем удаляют фиксаторы 123 Недостатком известного способа является большая трудоемкость из-за необходимости установки индивидуальных фиксаторов. Цель изобретения - снижение трудоемкости изготовления паяного узла путем группового введения фиксаторов. Поставленная цель достигается тем, что в качестве фиксаторов используют насыпку из шариков, диаметр ijoTopiJx не менее разности диаметров отверстия и вывода и не более заданной высоты подъема элементов над платой, а заданную высоту элементов фиксируют нажатием на верхнюю часть насыпки. В качестве фиксаторов может быть использована насыпка из носителя для электрографических машин. На фиг. 1 представлена вспомогательная технологическая емкость для размещения платы с навесными элементами; на фиг. 2 - сечение А-А на фиг. 1 (условно 38 показаны два навесных элемента, окруженные шариками). Для осутаествления предлагаемого способа используют технологическую емкость (фиг. 1 и 2), содержащую нижнее основание 1, два пружинных зажима 2, верхнее основание 3, петлю 4, запор 5, откидную рамку 6, четыре упора 7, печатную плату 8, выступы 9. Способ реализуется следующим обрааом. В отверстия платы Ю вставл1пот выводы 11 навесных элементов 12 до касания корпусов элементов с платой 8. Плату 8 с элементами 12 устанавливают на верхнее основание 3. Упорами 7 откидной рамки 6 плату 8 прижимают к выступам 9 и закрывают запор 5. Объем технологической емкости заполняют шариками 13. Устанавливают верхнюю часть технологической емкости, в которой плата 8 образует дно, а рамка 6 - стенки, на ниж нее основание 1. При этом выводы 11 касаются нижнего основания 1. Нажимают на вышеуказанную емкость, например на верхнее основание 3 до его касания с ниж ним основанием 1, и таким образом поднимают все элементы 12 на заданную высоту, одновременно фиксируют элементы 12 шариками 13, устанавливают замки 2 и передают на пайку. Перед пайкой снимают замки 2 и нижнее основание 1, устанавливают Ьерхнюю часть технологической емкости с зафиксированными элементами 12 на конвейер паяльной машины и произ водят пайку. После пайки удаляют шарики 13, открывают запор 5, поворачивают рам ку 6, снимают с верхнего основания 3 плату 8 с запаянными элементами 12 и промывают. Для реализации предлагаемого решения используют теплопроводные, не смачивае мые и не растворимые в расплавленном припое диэлектрические шарики или шарики с диэлектрическим покрытием, для того, чтобы не загрязнять припой вредными примесями и не вызывать замыкания при попадании их между 1№1водами элементов при эксплуатации узлов. Например, в качестве шариков используется носитель С-1 для электрографических машин.. Диаметр шариков 13 должен быть не менее разности диаметров отверстия Ю и вывода 11, для того, чтобы они не попадали в зазор между выводом 11 и стен кой отверстия 10, и не более заданной высоты подъема элемента 12 над платой, для того, чтобы они под действием собст80.4 венного веса смогли попасть (переместиться) под корпус каждого элемента 12. Диаметр шарика определяется формулой где п - высота подъема элемента; (Зц - диаметр шарика; 8(3 - диаметр отверстия; (3g - диаметр вывода. Например, при Vip i о 1-5 мм; (3g 0,8 мм; имеем 3 мм7(3ц|9 0,7 мм. Высота стенок откидной рамки 6 зависит от наибольшей высоты . установленных на плате 8 элементов 12 и определяется по Формуле ,lH гдeV)- высота стенок откидной рамки 6; Н - наибольшая высота установленных на плате элементов. Например, Н 12 мм, имеем h 14,4 м. При ятом обеспечивается надежная вертикальная и горизонтальная фиксация элементов 12 на плате 8 и предотвращается высьшание шариков 13 из верхней части технологической емкости. Толщина выступов 9 определяется по формуле где Н - длина вывода 11; Vi - высота подъема элементов 12; толщина платы 8. Например,- при Н 6 мм, имеем Vi 3,0 мм, . 2,5 мм,1в - Изготовление узлов по предлагаемому способу позволяет производить одновременную фиксацию всех элементов в рабочем положении для пайки и многократное использование шариков, снижает трудоемкость изготовления узлов на 30%. Формула изобретения 1. Способ пайки навесных элементов на Печатной плате, при котором подготовленные выводы элементов уста;1авпивают в отверстия платы, закрепляют их на заданной высоте от платы при помощи фиксаторов, производят пайку и затем удалят фиксаторы, отличающийся ем, что, с аелью снижения трудоемкости зготовления паяного узла путем группоого введения фиксаторов, в качестве фиксаторов иогользуют насыпку из шариков, иаметр которых ие менее разности диаетров отверстия и вывода и не более заданной высоты подъема элементов над платой, а заданную высоту элементов фик;иру1от нажатием на верхнюю часть насыпки. 2. Способ по п. 1, отличающийся тем, что используют насыпку из носителя для электрографических маШин. 68 06 Источники информации, принятые во внимание при экспертизе 1.Установка навесных элементов на печатные платы. Конструирование. ОСТ 4 ГО.ОЮ.ОЗО. ч. 1,рец. 1-73, 1974, с. 10. 2.Авторское свицегельсгво СССР МЬ 470384, кл. В 23 К 35-36, 05.10.73.
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки навесных радиоэлементов на печатной плате | 1985 |
|
SU1383517A1 |
| Способ пайки навесных элементов на печатной плате | 1984 |
|
SU1261145A1 |
| Способ групповой пайки | 1986 |
|
SU1382606A1 |
| Способ пайки печатных плат волной припоя | 1988 |
|
SU1602640A1 |
| Устройство для формовки выводов и установки радиоэлементов на печатную плату | 1980 |
|
SU869088A1 |
| Устройство для пайки волной припоя | 1982 |
|
SU1013157A1 |
| Способ монтажа радиоэлектронного узла | 1985 |
|
SU1393559A1 |
| Съемный высокочастотный интегральный модуль | 1988 |
|
SU1700789A1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| Устройство для установки и пайки пистонов в отверстиях печатных плат и датчик подачи пистонов | 1980 |
|
SU998030A1 |
