(54) ШТАМП ДЛЯ ГИБКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки деталей | 1980 |
|
SU884793A2 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Штамп для гибки скоб и калибровки их угловых частей | 1990 |
|
SU1750791A1 |
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Отрезной штамп | 1986 |
|
SU1375380A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
Изобретение относится к обработке давлением листового металла, в частности к гибочным штампам. Известные штампы для гибки деталей типа скоб с горизонтальными полками имеют жест кий пуансон с заплечиками, жесткую матрицу и подпружиненнрлй выталкиватель ij. В конце хода пуансон защемляет полки в месте перегиба, вследствие чего форма детали после выхода ее из штампа искажается. Поэтому подобные детали приходится гнуть в две операции в двух штампах, что повышает трудоемкость процесса, снижает точность изготовления деталей. Известен также штамп для гибки детале типа скоб с горизонтальными полками, содержащий пуансон, матрицу и выталкиватель При этом пуансон выполнен подвижным, а штамп снабжен планками, смонтированными с возможностью поворота при ходе пуансона для окончательного оформления профиля детали. Однако точность изготовления деталей типа скоб на таком штампе невысока r2j. Целью изобретения является повышение точности формы детали типа скоб с горизонтальными полками. Для достижения этой цели пуансон выполнен подвижным и подпружиненным относительно верхней плиты. Оси поворотных планок установлены от нижнего торца пуансона на расстоянии, равном высоте детали, а расстояние от верхних плоскостей планок до нижней плоскости верхней плиты равно вертикальному ходу пуансона в этой плите. Горизонтальные полки образуются с помошью двух поворотных планок, которые в открытом штампе могут быть подняты так, что образуют с осью штампа, угол ЗО, а при рабочем ходе, когда пуансон доходит до крайнего нижнего положения и останавливается, а пуансонидержатель опускается еше на некоторое расстояние, эти планки под давлением пуансонодержателя поворачиваются под прямым углом к оси ш1-ампа. Таким образом, пуансон, находящийся под действием сильных пружин, вначале гнет вертикальные полки и предваритель.но подгибает горизонтальные полки, а в конце хода поворотные планки становятся
перпендикулярно оси штампа и придают детали окончательный профиль.
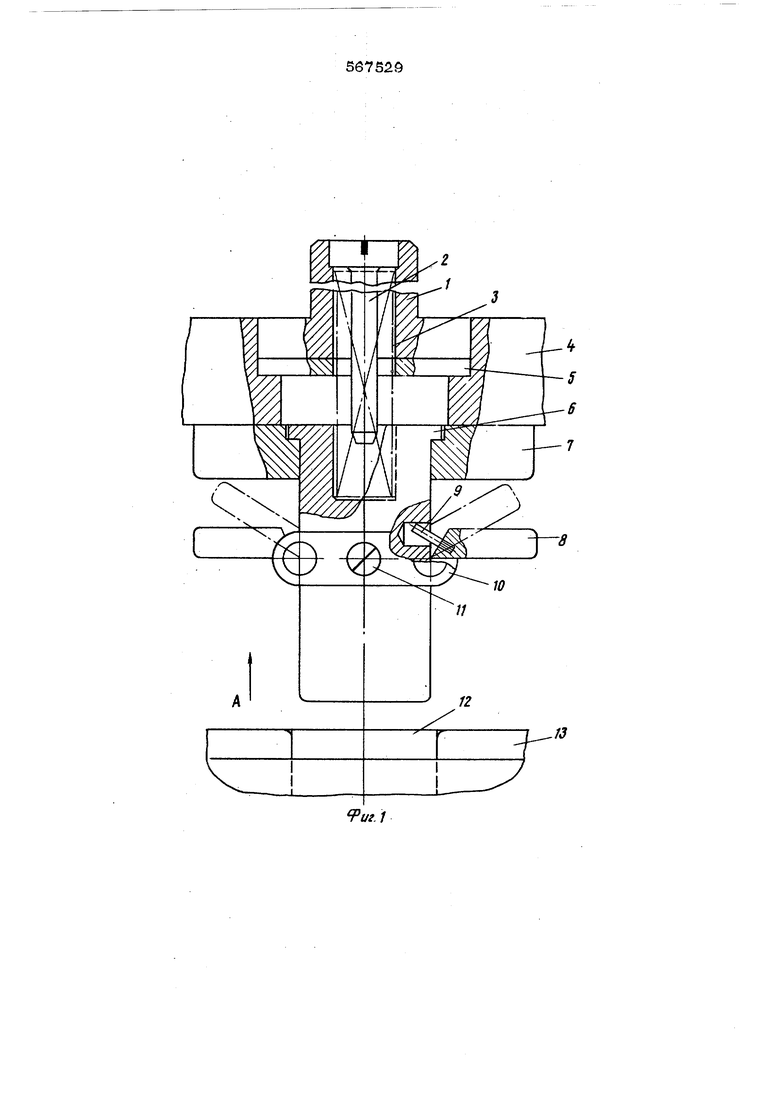
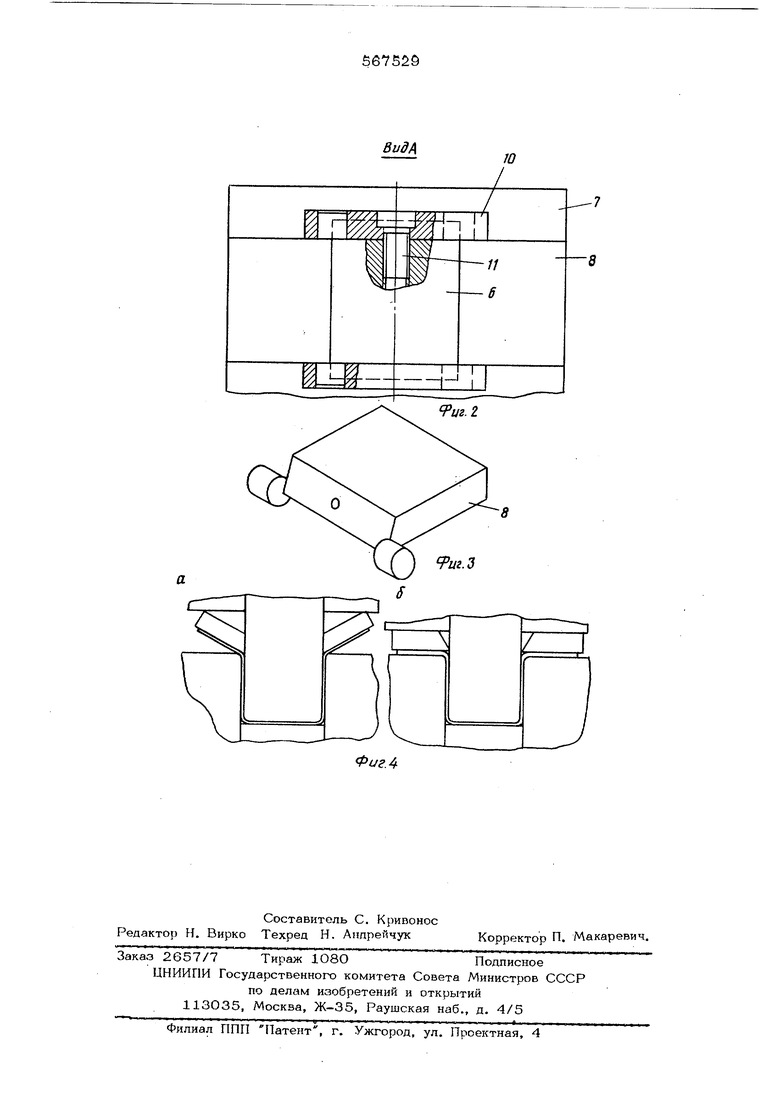
На фиг. 1 показан штамп, общий вид; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3 - поворотная планка; на фиг. 4 - последовательность процесса гибки детали в штампе.
В хвостовике 1 штампа помешена резьбовая пробка 2, поджимающая сильную пружину 3. Хвостовик сидит в верхней плите штампа 4 и опирается на закаленную прокладку 5. Подвижный пуансон 6 входит в о верстие пуансонодержателя 7. К пуансону 6 прикреплены две поворотные планки 8 , которые удерживаются в горизонтальном.по- ложешш винтами 9. Концы этих винтов вхо цят в отверютия, выполненные на боковых сторонах пуансона 6. Поворотные планки S связаны с пуансоном 6 двумя щеками 1О, которые прикреплены к пуансону винтами 11. В нижней части штампа имеются подпружиненный выталкиватель 12, матрица 13 и пр. детали (на чортеже не показаны).
Штамп работает следующим образом. Заготовку, кладут на матрицу 13 и фиксируют на ней известным способом, например с помощью трафаретов (на чертеже не показаны). При опускании верхней части щтампа пуансон 6 начинает гнуть заготовку. К моменту, когда выталкиватель занимает крайнее нижнее положение, заготовка принимает вид, показанный на фиг. 4, а. Пуансон останавливается, а верхняя часть штампа продолжает опускаться, при этом уаиоонодержатель 7 давит .на поворотные планки 8 и к концу хода придает им положение, показанное на фиг. 4, б. При обратном ходе ползуна щтамп раскрывается и готовая деталь из него удаляется.
Формула изобретения
Штамп для гибки деталей, содержащий верхнюю подвижную плиту с пуансоном, на котором смонтированы на осях поворотные планки, и матрицу, отлич аюшийс я тем, что, с целью повышения точности формы детали типа скоб с горизонтальными полками, пуанс.он подпружинен относительно верхней плиты, оси поворотных планок установлены от нижнего торца пуансона на расстоянии, равном высоте детали, а расстояние от верхних плоскостей планок до нижней плоскости верхней плиты равно вертикальному ходу пуансона в этой плите.
Источники информации, принятые во внимание при экспертизе:
аg,
штамповки, Машиностроение, 1969, рис.94 стр. 173.
/J
ВидА,
.г
ФигЛ
