Изобретение относится к обработке металлов давлением и может быть использовано для изготовления болтов с шестигранной головкой безотходной холодной штамповкой на многопозиционных прессах-автоматах.
Цель изобретения - повышение качества изделий.
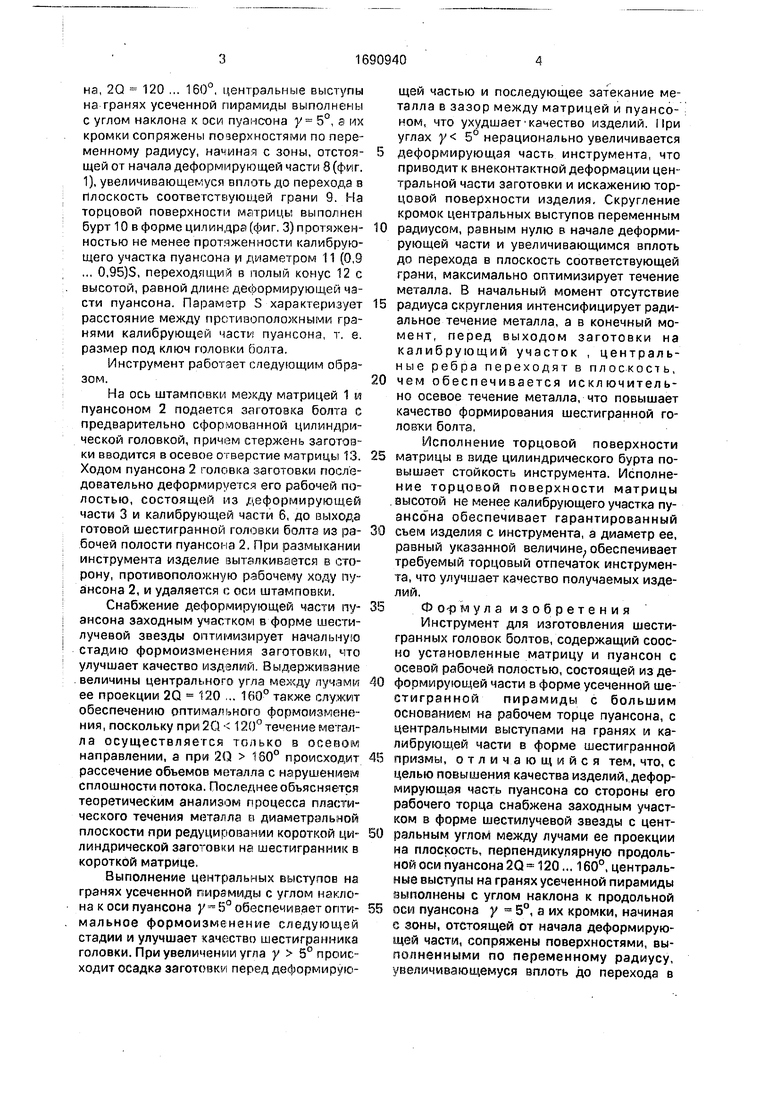
На фиг. 1 показано осевое сечение пуансона для изготовления шестигранной головки болта; на фиг. 2 - вид А на фиг. 1, рабочий торец пуансона; на фиг. 3 - осевое1 сечение матрицы для изготовления шестигранной головки болта.
Инструмент для изготовления шестигранных головок болтов содержит соосно установленные матрицу 1 и пуансон 2 с осевой рабочей полостью, состоящей из деформирующей части 3 в форме усеченной шестигранной пирамиды с большим основанием на рабочем торце 4 пуансона, с центральными выстуггами 5 на гранях и калибрующей части 6 в форме шестигранной призмы. Деформирующая часть 3 пуансона со стороны его рабочего торца 4 снабжена заходным участком 7 в форме шестилучевой звезды с центральным углом между лучами ее проекции на плоскость, перпендикулярную продольной оси пуансоо о о ю ь. о
на, 2Q 120 ... 160°, центральные выступы на гранях усеченной пирамиды выполнены с углом наклона к оси пуансона у 5°, а их кромки сопряжены поверхностями по переменному радиусу, начиная с зоны, отстоящей от начала деформирующей части 8 (фиг. 1), увеличивающемуся вплоть до перехода в Плоскость соответствующей грани 9. На торцовой поверхности мгариць выполнен бурт 10 в форме цилиндра (фиг. 3) протяженностью не менее протяженности калибрующего участка пуансонп и диаметром 11 (0,9 ,,. 0,95)3, переходящий в полый конус 12 с высотой, равной длине деформирующей части пуансона. Параметр S характеризует расстояние между противоположными гранями калибрующей части пуансона, т. е. размер под ключ гол о ЕЖИ Ьолта.
Инструмент работает следующим образом.
На ось штамповки между матрицей 1 и пуансоном 2 подается заютовка болта с предварительно сформованной цилиндрической головкой, причем стержень заготовки вводится в осевое отверстие матрицы 13. Ходом пуансона 2 головка заготовки поспе- довательно деформируется его рабочей полостью, состоящей из деформирующей части 3 и калибрующей части 6, до выхода готовой шестигранной головки болта из рабочей полости пуансона 2. При размыкании инструмента изделие выталкивается в сторону, противоположную рабочему ходу пуансона 2, и удаляется с оси штамповки.
Снабжение деформирующей части пуансона заходным участком в форме шести- лучевой звезды оптимизирует начальную стадию формоизменения заготовки, что улучшает качество изделий. Выдерживание величины центрального угла меясду пуча ми ее проекции 2Q 120 .. 160° также служит обеспечению оптимального формоизменения, поскольку при 2Q 120° течение металла осуществляется только в осевом направлении, а при 2(5 160° происходит рассечение объемов моталлэ с нарушением сплошности потока. Последнее объясняемся теоретическим анализом процесса пластического течения металла п диаметральной плоскости при редуциоовании короткой цилиндрической заготовки на шестигранник в короткой матрице.
Выполнение центральных выступов на гранях усеченной пирамиды с углом наклона к оси пуансона у - 5° обеспечивает опти- мальное формоизменение следующей стадии и улучшает качество шестигранника головки. При увеличении угла у 5° происходит осадка заготовки перед деформирующей частью и последующее затекание металла в зазор между матрицей и пуансоном, что ухудшает качество изделий. При углах у 5° нерационально увеличивается
деформирующая часть инструмента, что приводит к внеконтактной деформации центральной части заготовки и искажению торцовой поверхности изделия, Скругление кромок центральных выступов переменным
радиусом, равным нулю в начале деформирующей части и увеличивающимся вплоть до перехода в плоскость соответствующей грани, максимально оптимизирует течение металла. В начальный момент отсутствие
радиуса скоугления интенсифицирует радиальное течение металла, а в конечный момент, перед выходом заготовки на калибрующий участок , центральные ребра переходят в плоскость,
чем обеспечивается исключительно осевое течение металла, что повышает качество формирования шестигранной головки болта,
Исполнение торцовой поверхности
матрицы в виде цилиндрического бурта повышает стойкость инструмента. Исполнение торцовой поверхности матрицы высотой не менее калибрующего участка пуансона обеспечивает гарантированный
съем изделия с инструмента, а диаметр ее, равный указанной величине обеспечивает требуемый торцовый отпечаток инструмента, что улучшает качество получаемых изделий.
Фо-р мула изобретения
Инструмент для изготовления шестигранных головок болтов, содержащий соос- но установленные матрицу и пуансон с осевой рабочей полостью, состоящей из деформирующей части в форме усеченной ше- стигранной пирамиды с большим основанием на рабочем торце пуансона, с центральными выступами на гранях и калибрующей части в форме шестигранной
призмы, отличающийся тем, что, с целью повышения качества изделий, деформирующая часть пуансона со стороны его рабочего торца снабжена заходным участком в форме шестилучевой звезды с центральным углом между лучами ее проекции на плоскость, перпендикулярную продольной оси пуансона 2Q -120... 160°, центральные выступы на гранях усеченной пирамиды выполнены с углом наклона к продольной
оси пуансона у 5°, а их кромки, начиная с зоны, отстоящей от начала деформирующей части, сопряжены поверхностями, выполненными по переменному радиусу, увеличивающемуся вплоть до перехода в
плоскость соответствующей грани, при этом на торцовой поверхности матрицы выполнен бурт в форме цилиндра протяженно- стью не менее протяженности калибрующего участка пуансона и диаметром (0,9 ... 0,95)5, переходящий в полый конус с высотой, равной длине деформирующей части пуансона, где S - расстояние между противоположными гранями калибрующей части пуансона.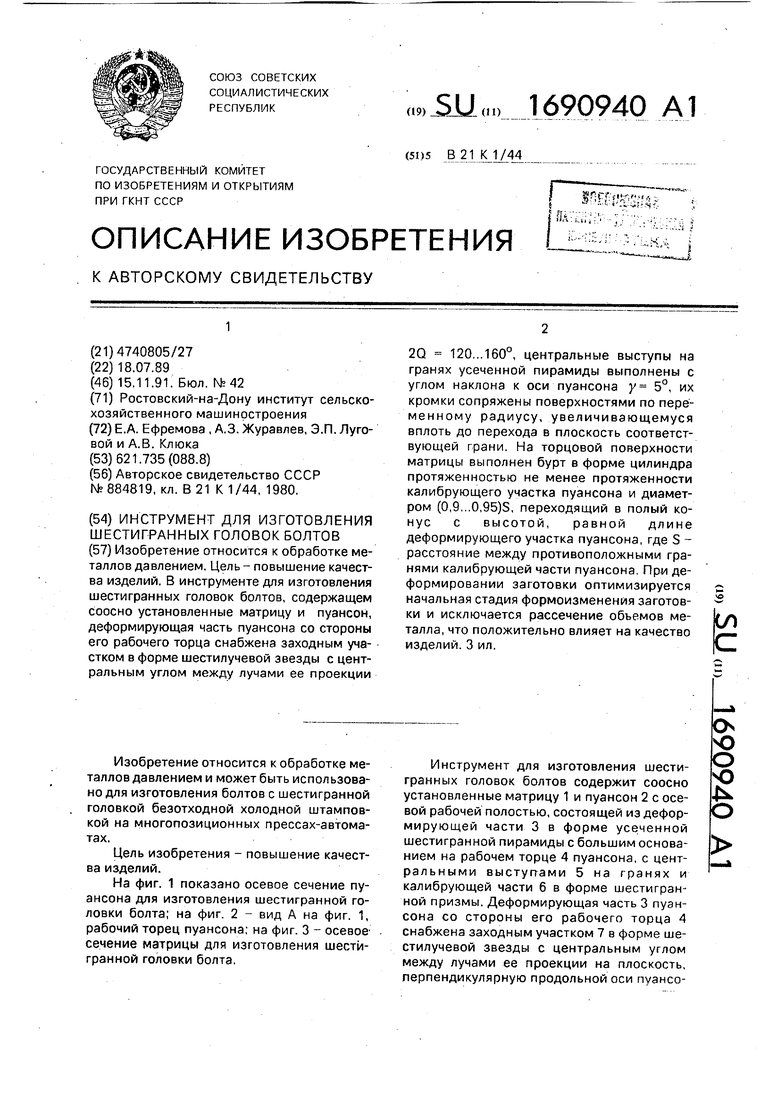
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для изготовления шестигранной головки болта | 1980 |
|
SU884819A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| Штамп для высадки болтов | 1985 |
|
SU1488098A1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2020 |
|
RU2755786C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2006 |
|
RU2303502C1 |
| Способ штамповки полых цилиндрических деталей | 1983 |
|
SU1109229A1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2008 |
|
RU2385200C1 |

Изобретение относится к обработке металлов давлением. Цель - повышение качества изделий, В инструменте для изготовления шестигранных головок болтов, содержащем соосно установленные матрицу и пуансон, деформирующая часть пуансона со стороны его рабочего торца снабжена заходным участком в форме шестилучевой звезды с центральным углом между лучами ее проекции 2Q 120...160°, центральные выступы на гранях усеченной пирамиды выполнены с углом наклона к оси пуансона у 5°, их кромки сопряжены поверхностями по переменному радиусу, увеличивающемуся вплоть до перехода в плоскость соответствующей грани. На торцовой поверхности матрицы выполнен бурт в форме цилиндра протяженностью не менее протяженности калибрующего участка пуансона и диаметром (0,9...0,95)5, переходящий в полый конус с высотой, равной длине деформирующего участка пуансона, где S - расстояние между противоположными гранями калибрующей части пуансона. При деформировании заготовки оптимизируется начальная стадия формоизменения заготовки и исключается рассечение объемов металла, что положительно влияет на качество изделий. 3 ил. сл с
фиг. 2.
А
tpvi,L
А
Ъ.6
| Инструмент для изготовления шестигранной головки болта | 1980 |
|
SU884819A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
