(54) ГОРЕЛКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
1
Изобретение относится к сварке и может быть использовано для пода- чи электродной проволоки в зону дуги при механизированной сварке. ,
Известен сварочный автомат для сварки изделий криволинейными швами, содержащий сварочную головку с горелкой и механизм перемещения электрода по криволинейной траектории с копир- . ным роликом. В этом автомате электрод совершает качательное движение с переменной амплитудой ij. Однако при таком движении электрода возможны зоны непровара, расположенные по краям разделки, вызывающие 15 образование подрезов и других дефектов шва.
Наиболее близка к предлагаемой горелка для сварки плавящимся электродом, содержащая мундштук и механизмы 20 продольного перемещения электродной провол;оки и ее кругового вращения.
Механизм кругового вращения электродной проволоки выполнен в виде 25 втулки со спиральным каналом, установленной с возможностью вращения внутри мундштука и имеющей на конце направляющий наконечник, причем приводом вращения служит сама электрод- 30
ная проволока при ее поступательном движении f 2}.
Однако эта рорелка обладает рядом недостатков.
При прохождении по спиральному каналу/ втулки электродная проволока совершает сложное движение; поступательное и вращательное, при этом она скользит относительно стенок спиральной канавки, преодолевая трение скольжения. Электродная проволока в различных местах может иметь задиры и нередко и грязевые наслоения, что значительно увеличивает трение скольжения, которое к тому же постоянно меняется. Все это отрицательно влияет на равномерность подачи проволоки в зону сварки, и как следствие этого, получается плохое качество сварного шва.
Кроме того, диаметр совершаемого концом электродной проволоки круговог го вращения в данном случае зависит только от величины вылета конца электродной проволоки. Однако величи ну вылета нельзя менять в широком диапазоне, так как большой вылет приводит к увеличению сопротивления, и вследствие этого повьашейному нагре ву электродной проволоки, что приводит к нестабильному ее расплавлению.
Цель изобретения - повышение каества сварных швов путем повышения , авномерности подачи электродной роволоки.
Поставленная цель достигается тем,что в горелке для сварки плавяимся электродом, содержащей мундтук и механизмы продольного перемещения электродной проволоки и ее вращения, механизм вращения электродной проволоки .выполнен в виде пары лрижимгфзх роликов, установленных -на параллельных осях, опорных роликов, установленных на оси, параллельной осям пригкимйИЗ роликов, и кйнейатйчески свяЗанйизг с йрйэ8йМни «й роликами, жестко сбедйненной.с му 1да уком втулкЬй с двумя колыДбШгШ беговыми дброжками под йпорюае {кзйики, распОложейными в йарал йешьйкй: пйсюкостях, Перпендикулярныхпродолйной оси мх ндшТука.
Для йзмен&нйя радйусй йрйаеняя Втулка выполнена в аиде двух колейь, устанойяенных концейтриЧЕйо и с вбзмсйснос ью отньеи ёяьао о продольного смеменияс.
Иа наружной поверхности прйяшмншс роликов выполнены косые;зубья
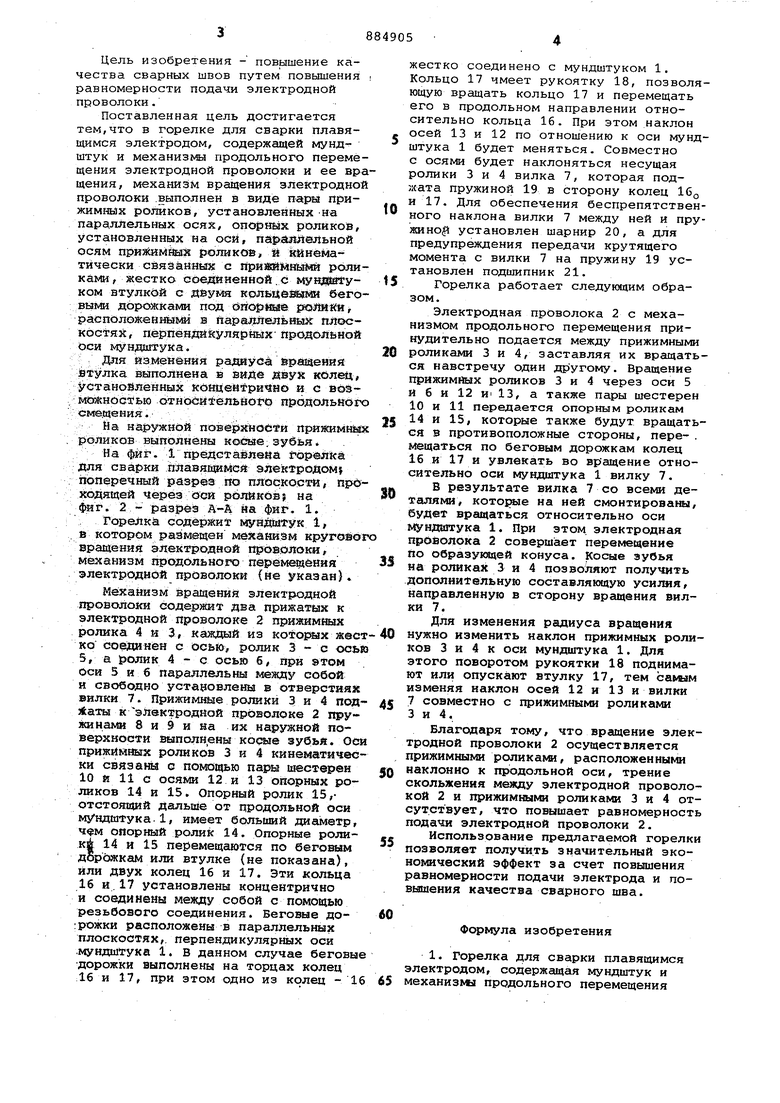
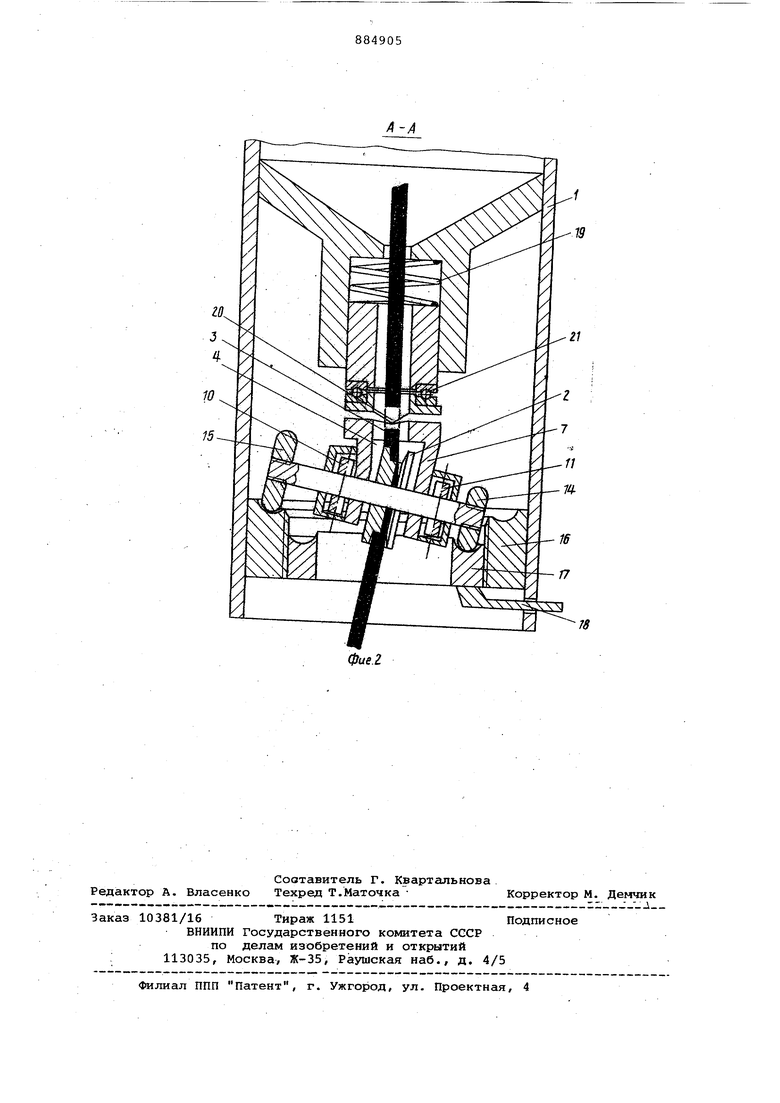
На фиг. 1 прёдстаёйвйй ixapeJikt для сварки пйазядамсй электродом Поперечный разрез по плоскости, проходящей через оси рблйков ма фйг. 2 - разрез А-А на фиг. 1. . Горелка содержит мундштук 1, в котором размещен механизм кругойОго вращений электродной проволоки, механизм продольного перемещения электродной ПРОВОЛОКИ (не указан)
Механизм вращения электродной проволоки содержит два прижатых к электродной проволоке 2 прижимиых ролика 4 к 3, каждый из которых жестко соединен с осьй, ролик 3 - с осью 5, а ролик 4 - с осью б, при этом оси 5 и б параллельны между собой и свободно установлены в отверстиях вилки 7. Прижимтге ролики 3 и 4 псзд аты к электродной проволоке 2 пружинами 8 и 9 и на их наружной поверхности выполнены косые зубьй. Оси прижйМЕ&х роликов 3 и 4 кинематически связаны G помощью пары шестерен 10 и 11 с осями 12 и 13 опорных роликов 14 и 15. Опорный ролик 15,отстоящий дальше от продольной оси мундштука-1, имеет больший диаметр, опорный ролик 14. Опорные ролики 14 и 15 перемещаются по беговым дорОжкам или втулке (не показана), или двух колец 16 и 17. Эти кольца 16 и.17 установлены концентрично и соединены между собой с помощью резьбового соединения. Веговые до:рожки расположены в параллельных плоскостях,, перпендикулярных оси .мундштука 1. В данном случае беговые дорожки выполнены на торцах колец ;16 и 17, при этом одно из колец - 16
жестко соединено с мундштуком 1. Кольцо 17 имеет рукоятку 18, позволяющую вращать кольцо 17 и перемещать его в продольном направлении относительно кольца 16. При этом наклон осей 13 и 12 по отношению к оси мундштука 1 будет меняться. Совместно с осями будет наклоняться несущая ролики 3 и 4 вилка 7, которая поджата пружиной 19 в сторону колец 16о и 17. Для обеспечения беспрепятственного наклона вилки 7 между ней и пружино установлен шарнир 20, а для предупреждения передачи крутящего момента с вилки 7 на пружину 19 установлен подшипник 21.
Горелка работает следующим образом.
Электродная проволока 2 с механизмом продольного перемещения принудительно подается между прижимнылда роликами 3 и 4, заставляя их вращаться навстречу один другому. Вращение прижимных роликов 3 и 4 через оси 5 и 6 и 12 И|13, а также пары шестерен 10 и 11 передается опорным роликам 14 и 15, которые также будут вращаться в противоположные стороны, пере- . мещаться по беговым дорожкам колец 16 и 17 и увлекать во вращение относительно оси мундштука 1 вилку 7.
В результате вилка 7 со всеми деталями, на ней смонтировагал, будет вращаться относительно оси мундштука 1. При зтом. электродная проволока 2 совершает перемещение По образукяцей конуса. Косые зубья на роликах 3 и 4 позволяют получить дополнительную составляющую усилия, направленную в сторону вращения вилки 7.
Для изменения радиуса вращения нужно изменить наклон прижимных роликов 3 и 4 к оси мундштука 1. Для этого поворотом рукоятки 18 поднимают или опускают втулку 17, тем самым изменяя наклон осей 12 и 13 и вилки 7 совместно с прижимными роликами 3 и 4.
Благодаря тому, что вращение электродной проволоки 2 осуществляется прижимными роликами, расположенными наклонно к продольной оси, трение скольжения между электродной проволокой 2 и прижимными роликами 3 и 4 отсутствует, что повышает равномерность подачи электродной проволоки 2.
Использование предлагаемой горелки позволяет получить значительный экономический эффект за счет повышения равномерности подачи электрода и повышения качества сварного шва.
Формула изобретения
1. Горелка для сварки плавящимся электродом, содержащая мундштук и механизмы продольного перемещения
электродной проволоки и ее вращения, отличающаяся тем, что, с целью повышения качества сварных швов путем повышения равномерности подачи электродной проволоки, механизм вращения электродной проволоки выполнен в виде пары прижимных роликов, установленных на параллельных осях, onopEOiix роликов, установленных на оси, параллель ной осям прижимных роликов,и кинематически связанных с прижимными роликами, жестко соединенной с мундштуком втулкой с двумя кольцевыми беговыми дорожками под опорные ролики, расположенныкет з параллельных плоскостях, перпендикулярных продольной оси мундштука.
2. Горелка поп.1, отличающаяся тем, что, с целью изменения радиуса вращения, втулка выпол нена в виде двух коЛец, установленных концентрично и с возможностью относительного продольного смещения.
3, Горелка по пп.1, 2, отличающаяся тем, что на наружной поверхности прижимных роликов выполнены косые зубья.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР № 218350, кл. В 23 К 9/12, 1966.
2.Авторское свидетельство СССР 288949, кл. В 23 К 9/16, 1969 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
| Горелка для электродуговой сварки в защитных газах | 1978 |
|
SU766784A1 |
| Устройство для сварки с колебаниями электрода | 1981 |
|
SU1013166A1 |
| Устройство для сварки в щелевую разделку | 1986 |
|
SU1430207A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОД ФЛЮСОМ ТОЛСТОЛИСТОВЫХ МОСТОВЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2301135C1 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
фаг.1
