I
Изобретение относится к производству труб и предназначено для получения многослойных труб из различного материала методом навивки лент, например из бумаги и термопластичной пленки ..
Известно устройство для изготовления труб из ленточного материала, содержащее узлы навивки слоев лент в трубу, связанный с приводом вал с цилиндрическими насадками для размещения слоев трубы и смонтированные на валу и связанные с насадками кулачки для шагового перемещения трубы. Стенка трубы составляется намотанными на оправку полосами, посту.пающими с бобин, а намотка трубы осуществляется движением сцпециальной оправки, которая состоит из фиксирующей и. транспортирующей секций,.расчлененных на сегменты. Секции совершают согласованные возвратно-поступательные движения, а сегменты расширяются на прямом ходу и сужаются на
возвратном. Движение секций и сег-. ментов осуществляется от двух приводных валов оправки, оснащенных кулачками. Скрепление слоев трубы между собой производится с помсицью излучения ламп l3.
Особенностью получения трубы с защитными слоями из термопластичных пленок является то, что в нагревательном устройстве после сварки пленок
10 в монолитный слой, этот слой сохраняет некоторое время вязкотекучее состояние и податливость, поэтому применение оправки с радиальным расширением и сужением сегментов не
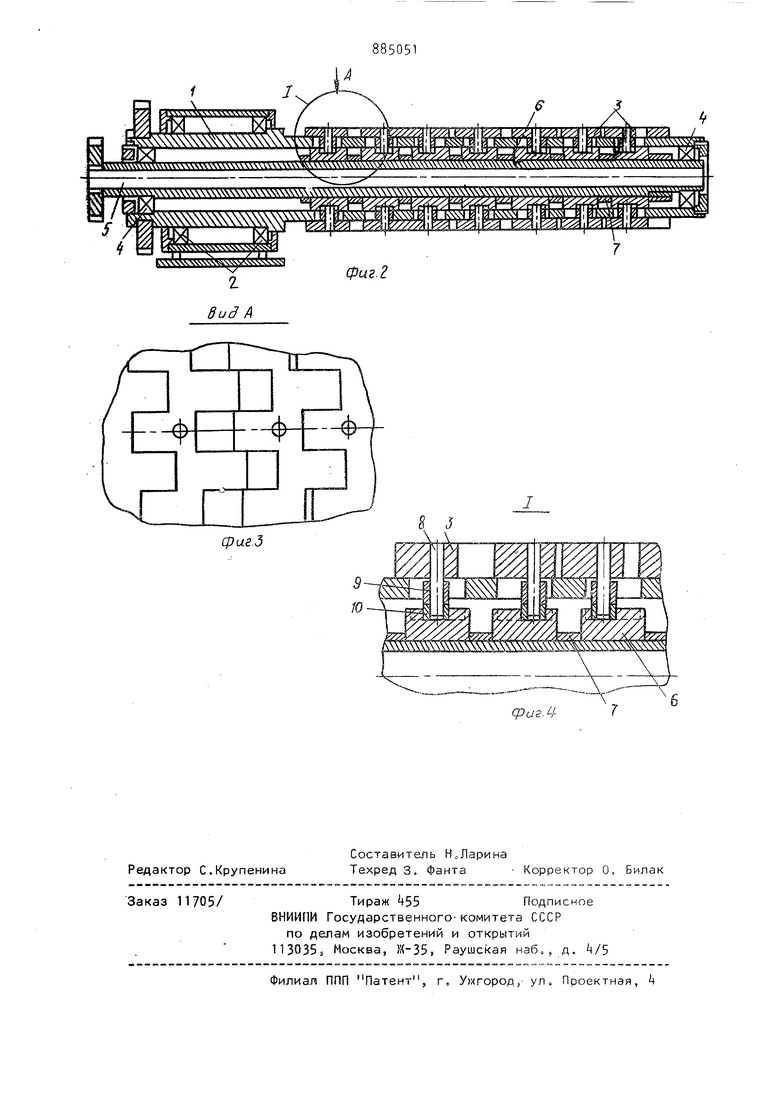
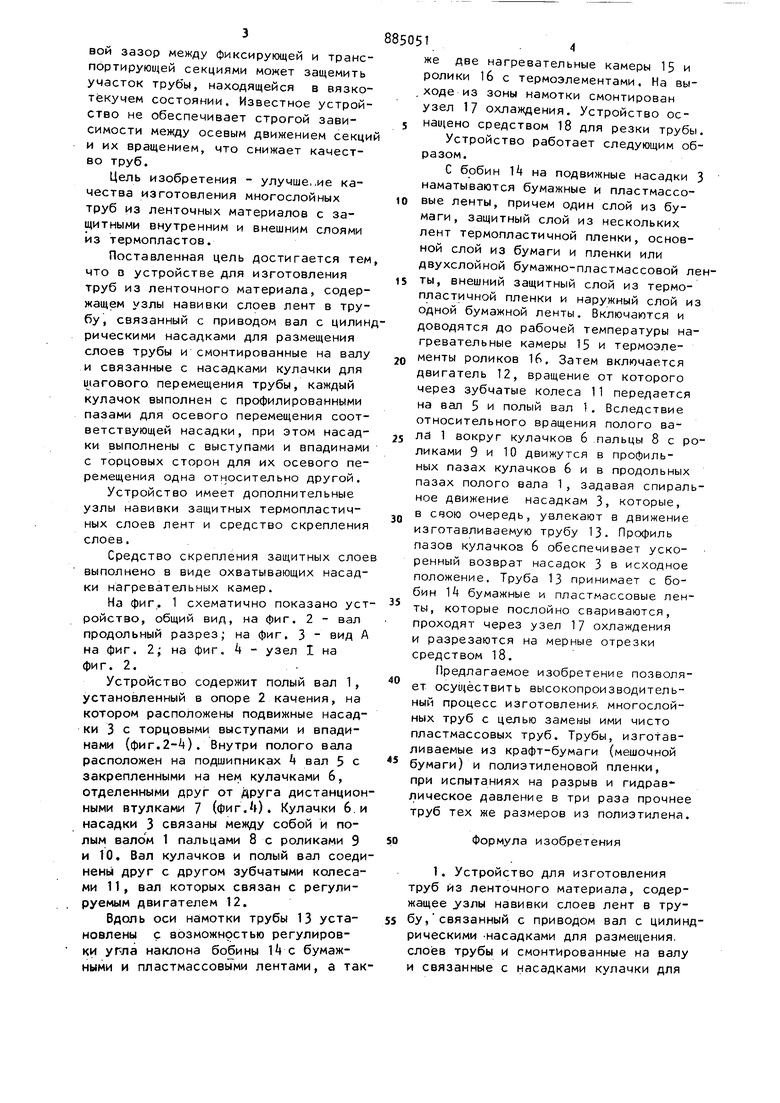
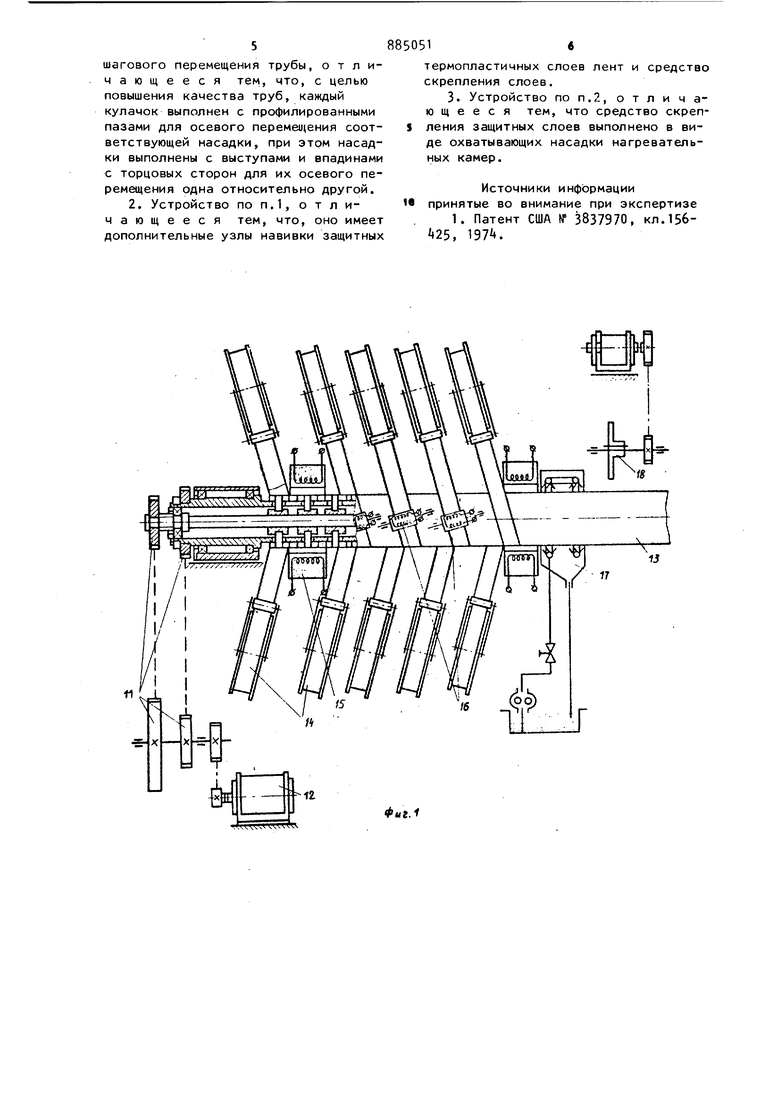
15 обеспечит надежного закрепления трубы на секциях, взаимодействующих с податливым слоем. Кроме этого, при убыстренном возвратном движении транспортирующих секций труба-заго20товка, продолжая вращаться, перестает двигаться вдоль оправки, что неизбежно приведет к нарушению нормальной работы устройства. Кольцевой зазор между фиксирующей и транспортирующей секциями может защемить участок трубы, находящейся в вязкотекучем состоянии. Известное устройство не обеспечивает строгой зависимости между осевым движением секци и их вращением, что снижает качество труб. Цель изобретения - улучшение качества изготовления многослойных труб из ленточных материалов с защитными внутренним и внешним слоями из термопластов. Поставленная цель достигается тем что D устройстве для изготовления труб из ленточного материала, содержащем узлы навивки слоев лент в трубу, связанный с приводом вал с цилин рическими насадками для размещения слоев трубы и смонтированные на валу и связанные с насадками кулачки для шагового перемещения трубы, каждый кулачок выполнен с профилированными пазами для осевого перемещения соответствующей насадки, при этом насадки выполнены с выступами и впадинами с торцовых сторон для их осевого перемещения одна относительно другой. Устройство имеет дополнительные узлы навивки защитных термопластичных слоев лент и средство скрепления слоев. Средство скрепления защитных слое выполнено в виде охватывающих насадки нагревательных камер. На фиг. 1 схематично показано уст ройство, общий вид, на фиг. 2 - вал продольный разрез; на фиг. 3 вид А на фиг. 2; на фиг. - узел I на фиг. 2. Устройство содержит полый вал 1, установленный в опоре 2 качения, на котором расположены подвижные насадки 3 с торцовыми выступами и впадинами (фиг.2-4). Внутри полого вала расположен на подшипниках вал 5 с закрепленными на нем кулачками 6, отделенными друг от друга дистанцион ными втулками 7 (фиг.0. Кулачки 6. и насадки 3 связаны между собой и полым валЬм 1 пальцами 8 с роликами 9 и 10. Вал кулачков и полый вал соеди нены друг с другом зубчатыми колесами 11, вал которых связан с регулируемым двигателем 12. Вдоль оси намотки трубы 13 установлены с возможностью регулировки у та наклона бобины с бумажными и пластмассовыми лентами, а так 1 . 4 же две нагревательные камеры 15 и ролики 16 с термоэлементами. На выходе из зоны намотки смонтирован узел 17 охлаждения. Устройство оснащено средством 18 для резки трубы. Устройство работает следующим образом. С бобин 14 на подвижные насадки 3 наматываются бумажные и пластмассовые ленты, причем один слой из бумаги, защитный слой из нескольких лент термопластичной пленки, основной слой из бумаги и пленки или двухслойной бумажно-пластмассовой ленты, внешний защитный слой из термопластичной пленки и наружный слой из одной бумажной ленты. Включаются и доводятся до рабочей температуры нагревательные камеры 15 и термоэлементы роликов 16. Затем включается двигатель 12, вращение от которого через зубчатые колеса 11 передается на вал 5 и полый вал . Вследствие относительного вращения полого вала 1 вокруг кулачков 6 пальцы 8 с роликами 9 и 10 движутся в профильных пазах кулачков бив продольных пазах полого вала 1, задавая спиральное движение насадкам 3, которые, в свою очередь, увлекают в движение изготавливаемую трубу 13. Профиль пазов кулачкоа 6 обеспечивает ускоренный возврат насадок 3 в исходное положение. Труба 13 принимает с бобин 14 бумажные и пластмассовые ленты, которые послойно свариваются, проходят через узел 17 охлаждения и разрезаются на мерные отрезки средством 18. Предлагаемое изобретение позволяет осуществить высокопроизводительный процесс изготовления многослойных труб с целью замены ими чисто пластмассовых труб. Трубы, изгotaвливаемые из крафт-бумаги (мешочной бумаги) и полиэтиленовой пленки, при испытаниях на разрыв и гидрав лическое давление в три раза прочнее труб тех же размеров из полиэтилена. Формула изобретения 1. Устройство для изготовления труб из ленточного материала, содержащее узлы навивки слоев лент в трубу,связанный с приводом вал с цилиндрическими -насадками для размещения, слоев трубы и смонтированные на валу и связанные с насадками кулачки для
шагового перемещения трубы, отличающееся тем, что, с целью повышения качества труб, каждый кулачок выполнен с профилированными пазами для осевого перемещения соответствующей насадки, при этом насадки выполнены с выступами и впадинами с торцовых сторон для их осевого перемещения одна относительно другой.
2. Устройство по П.1, отличающееся тем, что, оно имеет дополнительные узлы навивки защитных
термопластичных слоев лент и средство скрепления слоев,
3. Устройство по п.2, о т л и ч аю щ е е с я тем, что средство скрепления защитных слоев выполнено в виде охватывающих насадки нагревательных камер.
Источники информации принятые во внимание при экспертизе 1. Патент США № 3837970, кл.15б 25, 197А.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦИФРОВОЙ МНОГОКОМПОНЕНТНЫЙ ДАТЧИК ПЕРЕМЕЩЕНИЙ | 2011 |
|
RU2500986C2 |
| Способ изготовления труб | 1972 |
|
SU460196A1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |
| Машина для изготовления, например, квадратных трубок, склеенных из бумажной ленты | 1958 |
|
SU117884A1 |
| Устройство для резки труб из неметаллических материалов | 1985 |
|
SU1315175A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРЕХСЛОЙНЫХ ПЛАСТМАССОВЫХ ТРУБ | 2000 |
|
RU2186685C2 |
| Способ непрерывного изготовления армированной пластмассовой трубы | 1974 |
|
SU651676A3 |
| СИСТЕМА ДЛЯ НАМОТКИ КИНОПЛЕНКИ НА БОБИНЫ | 1964 |
|
SU164203A1 |
| Устройство для изготовления лепесткового абразивного инструмента | 1990 |
|
SU1756134A1 |
| УСТРОЙСТВО для РЕЗКИ и УПАКОВКИ ДИАФИЛЬМОВ | 1967 |
|
SU198914A1 |