(54) yCTPOfcTBO ДЛЯ ИЗГОТОВЛЕНИЯ АМПУЛ ИЗ ТРУБКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления ампул с дозированным количеством вещества | 1977 |
|
SU737373A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1972 |
|
SU350715A1 |
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| Револьверный суппорт | 1975 |
|
SU653033A1 |
| Многоточечный автомат для приварки контактов | 1988 |
|
SU1678566A1 |
| Револьверная головка | 1974 |
|
SU531661A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
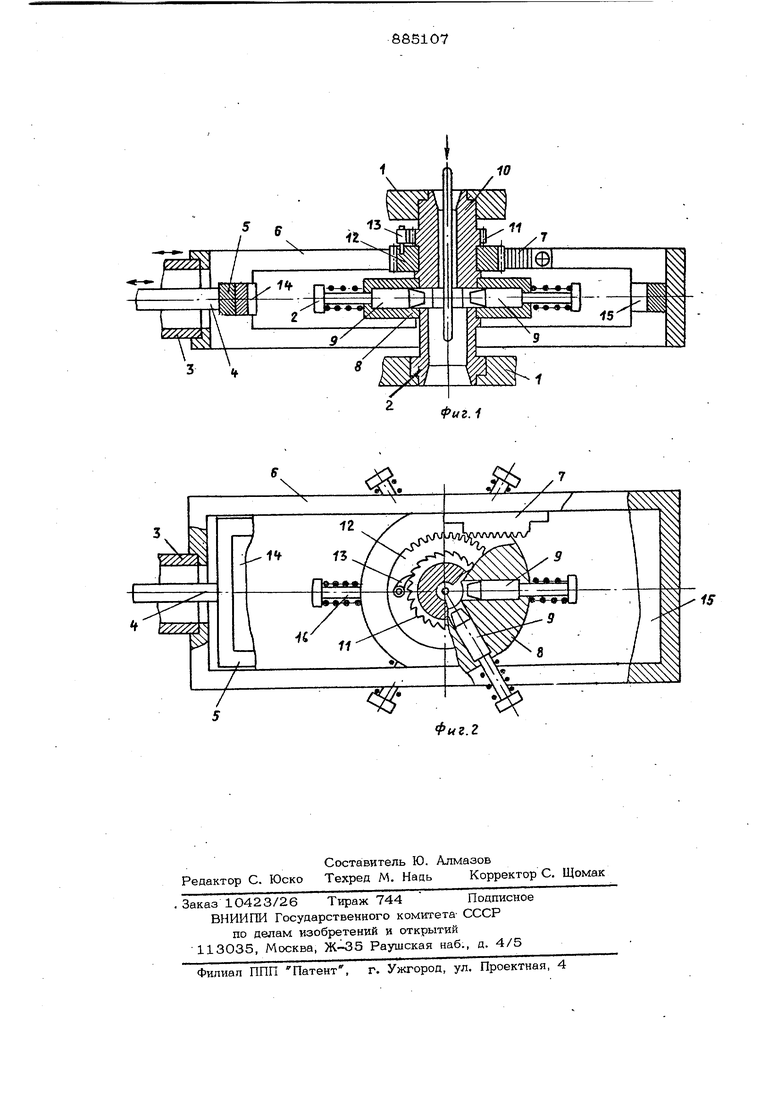
Изобретение относится к производству герметичных ампул с дозированным количеством вещества. Известно устройство для изготовления ампул из трубки, содержащее станину, два ползуна, установленных с возможностью синхронного перемещения во взаимна противоположных направлениях, две концевые обоймы, одна из которых снабжена зубчатой рейкой, револьверную головку с нагревательными элементами, на валу которой жестко посажено храповое колесо и свободно установлена шестерня с подпружиненной к храповому колесу собачкой, входящая в зацепление с зубчатой {Зёйкой Однако известное устройство сложно по конструкшш, регулировка установки инструментов .в рабочее положение затруднительно, что ведет к возможности ошибки при их установке, снижает точность взаимодействия нагревательных, элементов и может привести к выходу бракованной про дукции. Цель изобретения - упрощение конструкции, повышение точности взаимодействия нагревательных элементов. Поставленная цель достигается тем, что в устройстве для изготовления из трубки, содержащем станину, два ползуна, установленных с возможностью синхронного перемещения во взаимно противоположных на.правлениях, две концевые обоймы, одна из которых снабжена зубчатой рейкой, револьверную головку с нагревате 1ьными элементами, на валу которой жестко посажено храповое колесо и свободно установлена шестерня с подпружиненной к храповому колесу собачкой, входящая в зацепление с зубчатой рейкой, концевые обоймы снабжены нажимными пластинами, а-револьверная головка размещена между последними и ее вал выполнен полым и установлен на станине, причем револьверная головка в плоскости, перпендикулярной оси вала, имеет сквозные радиальные каналы, а нагревательные элементы подпружинены, расположены в последних и обращены рабочими поверхностями к центру вала. На фиг. 1 изображено устройство для изготовления ампул из трубки, вид сбоку; на фиг. 2 - то же вид сверху. Устройство содержит станину 1, подпятник 2,. ползуна 3 и 4, установленных с возможностью синхронного перемещения во взаимно противоположных направлениях, две концевые обоймы 5 и 6, одна из которых снабжена зубчатой рейкой 7, револьверную головку 8 с нагревательными элементами 9, на валу 10 которых жестко посажено храповое колесо 11 и свободно установлена шестерня 12 с подпружиненной к храповому колесу. 11 собачкой 13, входящая в зацепление с зубчатой рейкой 7, При этом концевые обоймы 6 и 5 снабжены нажимными пластинами 14 и 15, а револьверная головка 8 размещена между последними и ее вал 1О выполнен полым . и -установлен на станине 1, причем револьверная головка 8 в плоскости, перпен;дикулярной оси вала 10, имеет сквозные радиальные каналы 16, а нагревательные элементы 9 подпружинены, расположены в последних и обращены рабочими поверхностями к центр вала 10. Устройство работает следующим образом. Исходная заготовка подается по центру вала в зазор между инструментами на за данную . Затем,следует команда на подачу воздуха в силовой цилиндр (не показан), ползунам 3 и 4 сообщается взаимно противоположное направление движения и обоймы 5 и 6 начинают стягиватьс Зубчатая рейка 7 входит в зацепление с шестерней 12 и поворач1шает ее, при этом собачка 13 скользит по храповойу колесу 11. Нажимные пластины 14 и 15 приходят в соприкосновение с одной парой взаимодействующих нагревательных элементов 9, находящихся в рабочем псиожении, и сближают их с осуществлением одной из операций изготовленгия ампул, например пережатия трубки. Затем: следует команда на переключение подачи воздуха И ползуны 3 и 4 начинают перемещаться Б исходное положение и разводить- ,.обоймы 5 и 6. Одновременно участвовавщие в работе нагревательные элементы 9 отходят от трубки; зубчатая рейка 7 входит зацепление с щестерней 12, а собачка-1 входит в зацешение с храповым колесом 11 и поворачивает .peBanbEepHyK) головку на 6О. При повороте головки 8 участво вавщие в работе нагревательные элементы 9 скользят по поверхности нажимных пластин 14 и 15 и занимают исходное положение в револьверной головке 8, а при заверщении поворота головки 8 в рабочее положение становится следующая пара нагревательных элементов 9, например заваривающих. Вновь производится цикл сближения и разведения обойм 5 и 6 и выполняется вторая операция - заварка ампулы, после чего в рабочее положение становится третья пара нагревательных элементов 9 - режущая. Опять повторяется цикл движения обойм 5 и 6. При этом от заготовки отделяется ампула и в рабочее положение становится пара нагревательных элементов 9 для пережатия трубки. Прецлагаемое устройство существенно проще по конструкции, содержит аначитепьно меньше движущихся деталей. Точная установка нагревательных элементов в револьверной головке, компоновка деталей устройства обеспечивает надежность работы, стабильность положений нагревательных элементов относительно обрабатываемой заготовки. Формула изобретения Устройство для изготовления ампул из трубки, содержащее станину, два ползуна, установленных с возможностью синхронного перемещения во взаимно противоположных направлениях, две концевые обоймы, одна из которых снабжена зубчатой рейкой, револьверную головку с нагревательными элементами, на валу которой жестко посажено храповое колесо и свободно установлена щестерня с подпружиненной к храповому колесу собачкой, входящая в зацепление с зубчатой рейкой, отличающееся тем, что, с целью упрощения конструкции, повьщ1ения точности взаимодействия нагревательных элементов, концэвые обоймы снабжены нажимными пластинами, а револьверная головка размещена между последними и ее вал выполнен полым и установлен на станине, причем револьверная головка в плоскости, перпендикулярной оси вала, имеет сквозные радиальные каналы, а нагревательные элементы подпружинены, расположены в последних и обращены рабочими поверхностями к центру вала. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 737373, кл. В 65 В 9/12, 1977.
