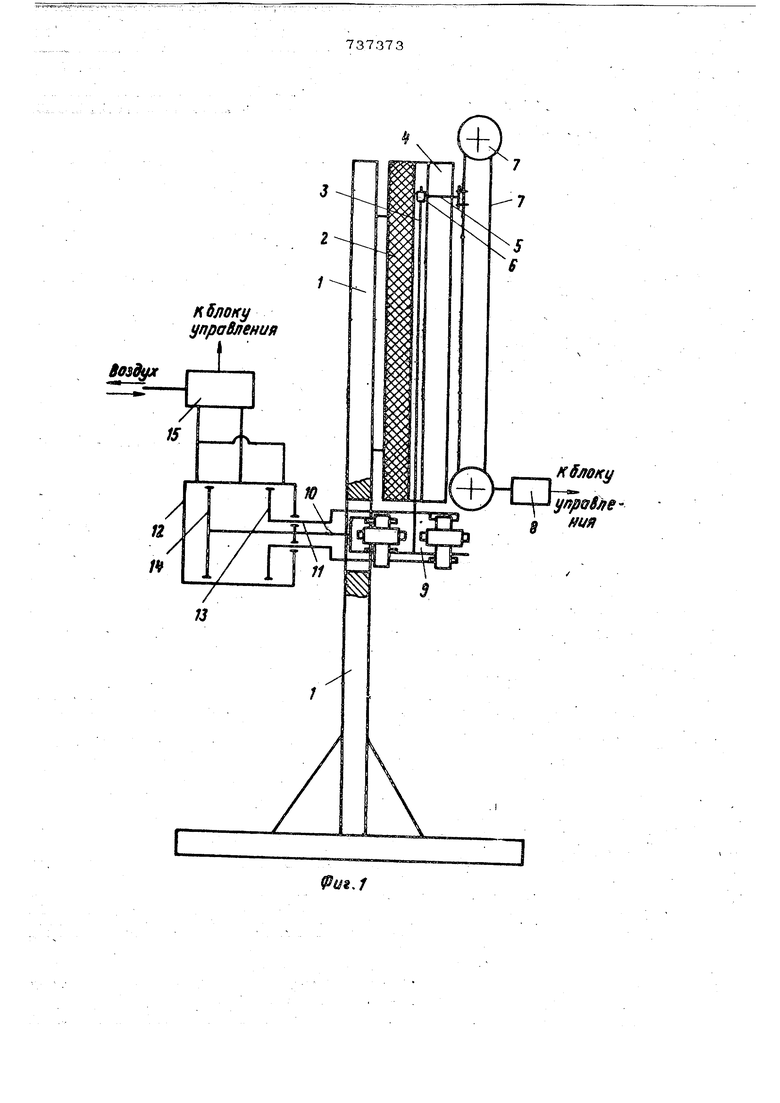
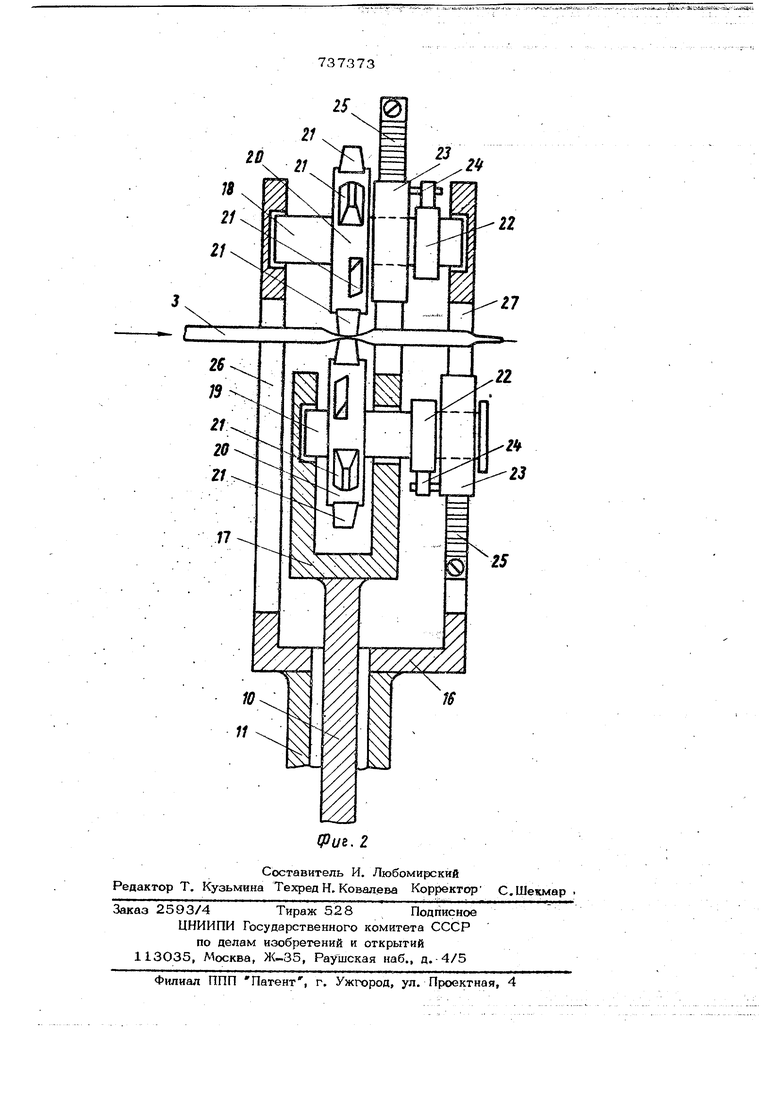
Изобретение относится к произведет- ву герметичных ампул с дозированным количеством вещества, например щелочного металла, и может быть использовано в электронной теошке при изготовлении активаторов фотокатодов. -Известно устройство для изготовления стеклянных ампул из трубки, частично заполненной щелочным металлом, содержащее станину и размещенные на ней трубчатую нагревательную печь, приспособление для установки заполненной веществом трубки, механизм формования и отрезки ампул и привод В таком устройстве дозирование металла производится путем отгонки его, а формование ампулы осуществляется путем размягчения небольшого участка стек лянной трубки и пережатия ее в этом мес те давлением атмосферного воздуха. Проведение данной операции требует визуального наблюдения за процессом, что создает трудности для механизации и автомати зации работы устройства и снижает точность отмеривания длины столба металлу заполняющего ампулу. Производительность установки лимитируется наличием ручного привода для выполнения операций установки трубки и отрезки готовой ампулы. Установка не пригодна для изготоЕшения ампул в металлической оболочке. Наиболее близким К изобретению техническим решением является устройство для изготовления ампул с дозированным количеством вещества, содержащее механизм заполнения заготовки веществом, механизм крегшёнйя заготовки, Мв)санйэм формования и отрезки ампул 2. Указанное уст|эойство П1эедназначено для изготовления ампул из пластиковых труб и не может быть использовано Для производства металлических ампул. Цель изобретения - изготовление металлических ампул, заполненных щелочными металлами. Достигается это тем,что в устройстве для изготовления ампул с дозирован- ным кбйнчёстРВШ ВещеЬтва, содержащем механизм заполнения заготовки веществом йёханнэк крепления заготовки, механизм формования и отрезки ампул и привод, механизм заполнения выполнен в виде вертикально установленной трубчатой нагревательной печи со сквозным пазом по длине, механизм крепления заготовки выполнен в виде расположенного параллельно пазу транспортера с жестко закрепленной на йем тягой, свободный коне;ц которой снабжен зажимом для крепления заготовки, а механизм формования и ампул расположен под печью и выполнен в виде двух концевых обойм, свя- занных посредством штоков с силовмм ци лйндром и размещенных одна внутри другой с Возможностью синхронного переме- Щёния йо взаимно противоположных напраелениях, и двух валов, расположенных в обоймах, на каждом из которых хлестко убтйнбёЯёны {эёвольверная гопЬМа с иж:т рументами для пережима, заварки и отрезки заготовки и храповое колесо, а сьесно с храповым колесом на валу свободно посажена шестерня с подпружинен- ной к храповому колесу собачкой, причем обоймы снабжены зубчатыми рейками, входящими в зацепление с шестернями противоположных валов. На фиг. 1 и 2 изображен механизм формования и отрезки,ампул. На вертикальной станине 1 CMIOHTH- рованы все узлы устройства. Трубчатая нагревательная печь 2 гшя плавления материала, содержащегося в трубке 3, имеет по всей длине Ьквозной паз 4, в котором размещен свободный конец тяги 5, снабженный кулачковым зажимом 6 для крепления трубки. Другой конец тяги закреплен на ленте транспортера 7, ко- торый приводится в движение электродви гателем 8. Механизм 9 формования и от резки ампул через штоки 10 и 11, расположенные один внутри другого, связан с силовым пневмоцилиндром 12 двустороннего действия, имеющим два поршня 13 и 14. ; ектродвигатель 8 транспор)тера и распределительное Устройство пне матического привода 15 связаны с блоко управления {на фиг. 1 не показан). Механизм формования и отрезки ампу устроен следующим образом. В концевых обойМах 16 и 17, которыми заканчиваются штоки 1О и 11, са- креплены два вала 18 и 19, на каждом йё которых жёстко установлены дисковые револьверные головки 2 О, на боковых поверхностях последовательно, например, через 6О размещены инструменты 21 для пережима, заварки и отрезки заготовки. На валах 18 и 19, кроме того, жестко установлены храповые колеса 22, рядом с которыми свободно посажены шестерни 23 с собачками 24, подпружиненными к храповым колесам. Поворот револьверных головок осуществляется с помощью зубчатых реек 25,закрепленных на обоймах 16 и 17 и входящих в зацепление с шестернями 23. Кондевые обоймы 16 и 17 имеют окна 26 и 27 для установки трубки. Устройство работает следующим образом. Когда в конце предыдущего цикла автоматической работы устройства тяга 5 занимает нижнее положение, ее освобождают от остатка трубки 3 и закрепляйэт на ней новую трубку. Для этого верхний конец ее заводят снизу через окна 26 и 27 в обоймах 16 и 17 и закрепляют на тяге в зажиме 6. После этого включают блок управления, и работа устройства протекает автоматически. Первым включается электродвигатель 8 транспортера 7 на подъем трубки 3, которая втягивается в печь 2. Когда тяга 5 поднимается на заданную высоту, происходит переключение направления движения транспортера 7 на опускание трубки. В соответствии с заданной программой трубка опускается на определенную длину и вслед за остановкой транспортера включается подача воздуха в рабочий объем пневмсщнлиндра 12, ограниченный его торцами и поршнями 13 и 14. Поршни сходятся и с помощью обойм 16 и 17 стягивают револьверные головки 2О, а зубчатые рейки 25, укрепленные на обоймах, входят в зацепление с шестернями 23 и вращают их. При этом собачки 24 выходят из зацепления с храповыми колесами 22 и скользят по ним. При стягивании головок 2О одна из пар их идентичных инструментов 21 воздействует на трубку 3, осуществляя одну из операций изготовления ампул, например пережатия трубки. Затем следует команда на переключение подучи воздуха в рабочий объем пневмоцилиндра 12 между поршнями 14 и 13, и револьверные головки 20 начинают расходиться. Рейки 25 зубчатых передач входят в зацепление с шестернями 23, вращают их, при этом собачки 24 входят в зацепление с храповыми колесами 22 и начинают поворачивать револьверные головки 20. В момент, головки займут исходное положение, они окажутся повернутыми на , и рабочее положение займет следующая пара инструментов 21 - заваривающих. Теперь вновь производится цикл стяги вания и разведения револьверных голсдаок и выполняется вторая операция - заварка ампулы, после чего в рабочем положении оказывается третья пара инструментов - режущих, и опять повторяется цикл движения обойм 16 и 17 с револьверными головками 20. При этом от трубки 3 отделяется готовая ампула, и в рабочее положение становится пара инструментов 21 для пережатия трубки. Теперь включается электродвигатель 8 транспортера 7 и трубка опускается на заданную длину. Описанный цикл работы устройства повторяется до тех пор, псжа тяга 5 не окажется в нижнем положении, после чего следует команда на остановку механизмов устройства. Формула изобретения Устройство для изготовления ампул с дозированным количеством вещества, содержащее механизм заполнения заготовки веществом, механизм крепления заготовки, механизм формования и отрезки ампул и привод, отличающееся тем, что, с целью изготовления металлических ампул, заполненных 7 :3 -б- - щелочными металлами, механизм заполнения выполнен в виде вертикально установленной трубчатой нагревательной пе.чи со сквозным пазом по длине, механизм крепления заготовки выполнен в виде расположенного параллельно пазу TpaHcfiiDifilpepa с жестко закрепленной на нем тягой, свободный конец которой снабжен зажимом для крепления заготов;кй, и ШхаШШм формования и отрезки ёШуп {йШШюШЙ ТШ Ti fiKrii ёЪтойШИ в виде двух концевых обойм, связанных посредством штоков с силовым цилинд- рбм и размещенных одна внутри другой с возможностью синхронного перемещения во взаййнопротивоположных направлениях, и двух валов, расположенных в обоймах, на каждом из которых жестко установлены ребольверная головка с инструментами для пережима, заварки и отрезки заготовки и храповое колесо, а сОосно с xjpanOBbtM колесом йа валу свободно посанойна шёётёрня с подпружиненной к храповому колесу собачкой, причём обоймы снабжены зубчатыми рейками, входящими в зацепление с шестеро НИМИ противоположных валов. : Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №290888, кл. С 03 В 23/18, 1969. 2. Патент Англии NJ 11О3747, . кл. С 1 М , 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления ампул из трубки | 1980 |
|
SU885107A1 |
| Устройство для резки монтажного провода на мерные заготовки | 1989 |
|
SU1675013A1 |
| УСТАНОВКА ДЛЯ ВЫРАБОТКИ ТЕСТОВЫХ ЗАГОТОВОК СЛОЕНЫХ БУЛОЧНЫХ ИЗДЕЛИЙ | 1971 |
|
SU308732A1 |
| В ПТ Б | 1973 |
|
SU383622A1 |
| Станок для изготовления деталей тел вращения | 1990 |
|
SU1733235A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ НАЦИОНАЛЬНЫХ СОРТОВ ИЗДЕЛИЙ В ВИДЕ ЛЕПЕШЕК | 1967 |
|
SU196005A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Агрегат для брикетирования штучных изделий | 1976 |
|
SU653136A1 |
| Устройство для съема штучных изделий с пресса | 1975 |
|
SU573350A1 |