1
Изобретение относится к области стыковой сварки, а именно к машинам для контактной сварки.
Известны устройства для измерения линейной величины осадки в машинах для стыковой сварки, содержащие градуированную линейку, закрепленную на одном зажиме машины, и указатель, связанный с другим зажимом машины с возможностью перемеш,ения относительно линейки при относительном перемеш,ении зажимов 1.
При перемеш;ении зажимов сварочной машины в процессе сварки указатель перемешается относительно линейки и показывает величину перемещения изделий. В момент включения осадки отмечают визуально положение указателя и отсюда ведут отсчет линейной величины осадки.
Такие устройства не обеспечивают необходимой точности измерений, так как при непрерывном движении зажимов трудно зафиксировать начало отсчета.
Цель изобретения - повышение точности измерения в процессе сварки.
Поставленная цель достигается тем, что указатель снабжен закрепленным на , нем сердечником электромагнита и установлен на градуированной линейке, удерживаясь на нулевой отметке силой трения, а другой зажим снабжен электромагнитом, установленным с возможностью взаимодействия с закрепленным на указателе сердечником в момент включения привода осадки.
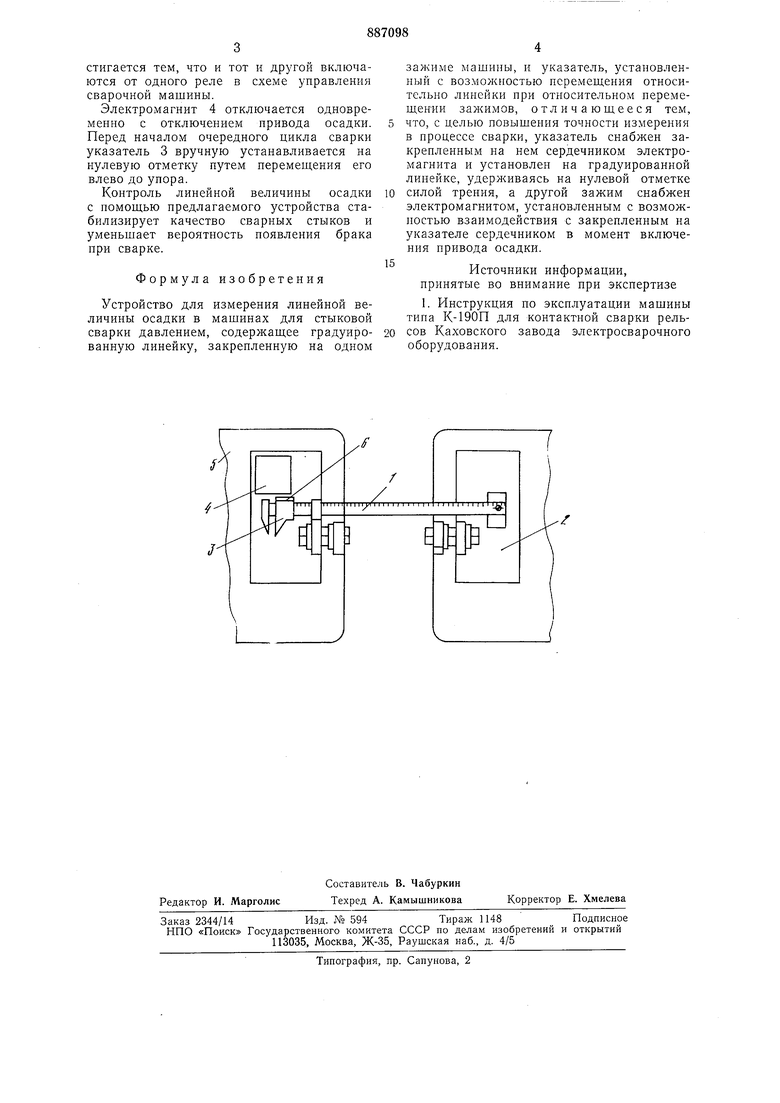
На чертеже приведена схема конструк5 ции устройства.
Градуированная линейка 1 закрепляется на зажиме 2 сварочной машины. Указатель 3 установлен подвижно на градуированной линейке. Электромагнит 4 закреплен на
10 зажиме 5. На указателе 3 закреплен магнитный сердечник 6.
Устройство работает следующим образом. В процессе сварки зажимы 2 и 5 сварочной машины перемешаются навстречу
15 один другому при оплавлении свариваемых частей изделия и градуированная линейка 1 вместе с указателем 3 перемещается относительно зажима 5. При этом указатель остается на нулевой отметке.
20 В момент включения привода осадки включается электромагнит 4 и фиксирует указатель 3 через сердечник 6 неподвижно на зажиме 5. С этого момента указатель 3 начинает перемещаться относительно градуированной линейки 1 в соответствии с относительным перемещением зажимов 2 и 5 сварочной машины. В конце процесса осадки указатель покажет отсчет линейной величины осадки. Одновременность включе30 ния электромагнита 4 и привода осадки достирается тем, что и тот и другой включаются от одного реле в схеме управления сварочной машины.
Электромагнит 4 отключается одновременно с отключением привода осадки. Перед началом очередного цикла сварки указатель 3 вручную устанавливается на нулевую отметку путем перемещения его влево до упора.
Контроль линейной величины осадки с помощью предлагаемого устройства стабилизирует качество сварных стыков и уменьшает вероятность появления брака при сварке.
Формула изобретения
Устройство для измерения линейной величины осадки в машинах для стыковой сварки давлением, содержащее градуированную линейку, закрепленную на одном
зажиме машины, и указатель, установленный с возможностью перемещения относительно линейки при относительном перемещении зажимов, отличающееся тем, что, с целью повышения точности измерения в процессе сварки, указатель снабжен закрепленным на нем сердечником электромагнита и установлен на градуированной линейке, удерживаясь на нулевой отметке силой трения, а другой зажим снабжен электромагнитом, установленным с возможностью взаимодействия с закрепленным на указателе сердечником в момент включения привода осадки.
Источники информации, принятые во внимание при экспертизе
1. Инструкция по эксплуатации машины типа К-190П для контактной сварки рельсов Каховского завода электросварочного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Измеритель величины осадки к машине для контактной стыковой сварки оплавлением | 1983 |
|
SU1076234A1 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
| Устройство для контроля качества сварного шва при роликовой сварке | 1959 |
|
SU130233A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1982 |
|
SU1191223A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПРОГРАММНОГО УПРАВЛЕНИЯ СТЫКОСВАРОЧНОЙ МАШИНОЙ | 1973 |
|
SU389901A1 |
| Машина для контактной стыковой сварки | 1978 |
|
SU730509A1 |
| Устройство для управления машиной для контактной стыковой сварки оплавлением | 1976 |
|
SU626907A1 |
| Устройство для измерения размеров сварных соединений | 1990 |
|
SU1710985A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
