конечной стальной ленты с полосой расплава полимера.
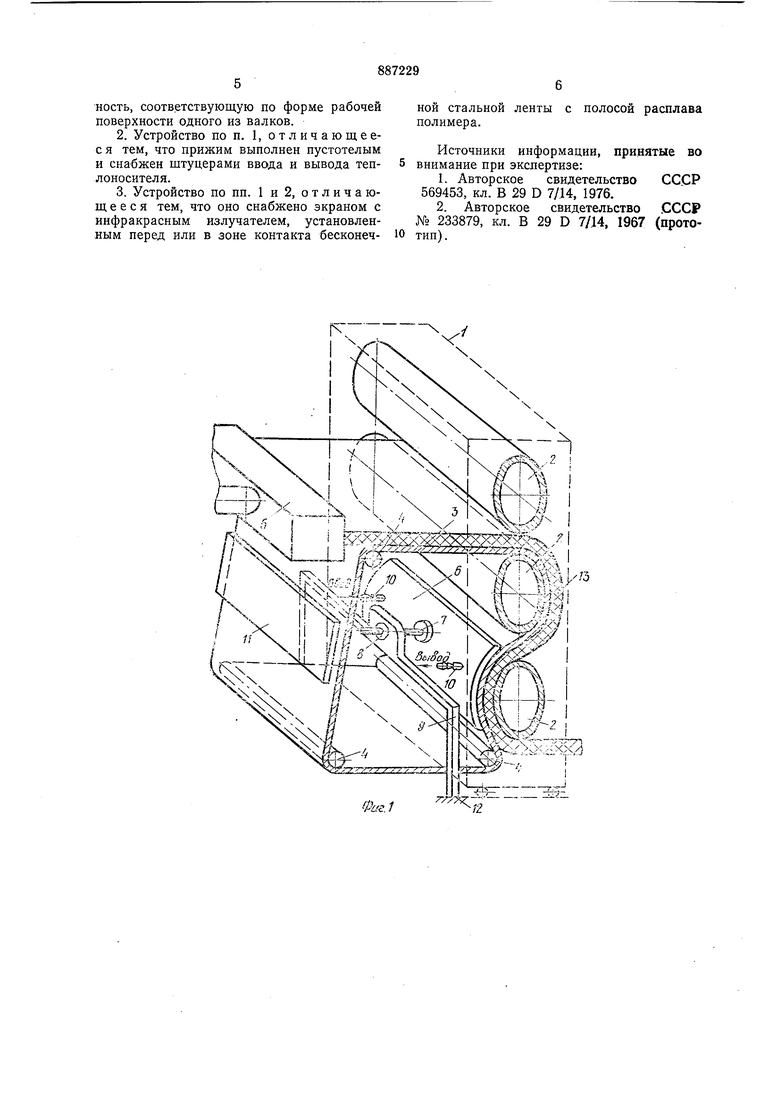
На фиг. 1 изображен общий вид устройства; па фиг. 2 - вариант выполнения устройства.
Устройство содержит раму 1, три валка 2, расположенные один над другим, опорное приспособление - бесконечную ста„1ьную ленту 3, натянутую на ролики 4 и огибающую средний и нижний валки 2, а также соприкасающуюся с полосой полимера на участке нлоскощелевая головка 5 - рабочий зазор между верхним и средним валками 2. На участке обхвата листа на нижнем валке 2 и огибающей стальной ленте 3 установлен контактирующий с внутренней поверхностью бесконечной стальной ленты 2 прижим б, рабочая поверхность которого выполнена соответственно рабочей поверхности валка 2 вместе с полосой полимера и бесконечной стальной лентой 3. Посредством винта 7 и гаек 8 прижим 6 соединен с рамкой 9. Винтом 7 нзменяют поджатие прижима 6 к бесконечной стальной ленте 3 и соответственно полосы полимера к валку 2. Кроме того, прижим 6 выполнен пустотелым и имеет щтугера 10 для входа и выхода теплоносителя с целью более интенсивного охлаждения листа на участке обхвата его на нижнем валке. С целью поддержания температуры полосы полимера на участке плоскощелевая головка 5 - рабочнй зазор между валками 2 бесконечная стальная лента 3 снабжена экраном 11 с инфракрасным излучателем, установленным с внутренней или наружной стороны перед местом контакта бесконечной стальной ленты 3 с нолосой нолнмера, выходящей из плоскощелевой головки 5 или же в месте контакта их.
Устройство размещено на станине 1:2, на которой закреплена также рамка 9 прижима.
Устройство для формования листов из полимерных материалов работает следующим образом.
Полоса полимера 13, выходящая из плоскощелевой головки 5, поступает в рабочий зазор между верхним и средним валками 2 каландра. На участке плоско;целевая головка 5 - рабочий зазор между валкаМи 2 полоса полимера 13 поддерживается и транспортируется бесконечной стальной лентой 3, которая предварительно подогревается экраном 11. Стальная лента 3 двигается вместе с вращающимися валками 2, огибая поверхность среднего валка и обхватывая полосу полимера, находящуюся на нижнем валке 2. Учас7ок обхвата ленты 3 с полосой полимера 13 на нижнем валке снабжен прижимом 6. выполненным с рабочей поверхностью, соответствующей поверхности ленты 3 с полосой полимера 13, огибающей нижний валок. Так как прижим 6, выполненный, например, из бронзы, установлен жестко по отнощбнию к двигающейся бесконечной стальной лепте 3 с полосой полимера, он скользит по поверхности стальной ленты 3, выполняя при этом двойную функцию, а именно: охлаждение полосы полимера с получением качественной глянцевой поверхности за счет циркуляции теплоносителя в полости прижима 6, а также предотвращение проскальзывания листа относительно поверхности нижнего валка 2. Посредством винта 7 и гаек 8, соединяющих 6 и жестко установленную
рамку 9, можно изменять поджатие прижима к бесконечной стальной ленте 3 и соответственно полосы полимера ,к валку 2.
На фиг, 2 изображен вариант устройства, когда бесконечная стальная лента
огибает верхний и средний валки.
Разница по сравнению с устройством, описанным выще (т. е. изображенном на фи1г. 1), состоит в том, что можно не применять экран с инфракрасным нзлучателем, так как бесконечная стальная лента 3, огибая верхний валок перед входом в рабочий зазор между валками, нагревается за счет тепла самого валка.
Стальная бесконечная лента 3 (см. фи.
2) огибает .верхний .и средний валки. Обхватывая верхний валок, стальная лента 3, нагреваясь за счет тепла валка, двигается в рабочий зазор, соединяясь с полосой расплава полимера. Далее полоса полимера 13 огибает средний валок 2, а бесконечная стальная лента 3 контактирует с полосой полимера до определенного места и посредством роликов 4 выходит из контакта с листом. Участок обхвата стальной
ленты 3 с нолосой полимера 13 на среднем валке снабжен прижимом 6, назначение и смысл которого такой же, как и в выщеописанном устройстве (см. фиг. 1). Оба устройства (см. фиг. 1 и фиг. 2) могут работать совместно. Экономическая эффективность состоит в том, что устройство позволяет повысить качественные показатели изделия за счет контактного глянцевания поверхности и предотвращения
проскальзывания на валках каландра.
Формула изобретения
1. Устройство для формования листов из полимерных материалов, содержащее станину, систему валков и опорное приспособление, выполненное в виде смонтированной с возможностью перемещения бесконечной стальной ленты, размещенной на роликах, отличающееся тем, что, с целью повыщения качества поверхности листов, оно снабжено установленным на станине и контактирующим с внутренней поверхностью бесконечной стальной ленты прижимом, имеющим рабочую поверхность, соответствующую по форме рабочей поверхности одного из валков.
2.Устройство по п. 1, отличающеес я тем, что прижим выполнен пустотелым и снабжен штуцерами ввода и вывода теплоносителя.
3.Устройство по пп. 1 и 2, отличающееся тем, что оно снабжено экраном с инфракрасным излучателем, установленным перед или в зоне контакта бесконечной стальной ленты с полосой расплава полимера.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР 569453, кл. В 29 D 7У.14. 1976.
2.Авторское свидетельство СССР № 233879, кл. В 29 D 7/14, 1967 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОГЛОТИТЕЛЕЙ КИСЛЫХ ГАЗОВ | 2008 |
|
RU2389544C2 |
| Система печатных цилиндров машины для металлографической печати на ролевых машинах | 1991 |
|
SU1838152A3 |
| Ленточный пресс для полимерных материалов | 1978 |
|
SU764996A1 |
| Установка для нанесения покрытий на изделия | 1981 |
|
SU990323A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКИХ ПРОФИЛЬНЫХ ЛЕНТ ИЗ ТЕРМОПЛАСТОВ | 2004 |
|
RU2254998C1 |
| Линия для непрерывного изготовления изделийиз пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU852600A1 |
| Устройство для измельчения сыпучих материалов | 1980 |
|
SU925390A1 |
| Устройство для прокатки тонких полос | 1978 |
|
SU749461A1 |
| УСТРОЙСТВО ДЛЯ ОТКЛЕЙКИ ЗАЩИТНЫХ ЭЛЕМЕНТОВ | 2002 |
|
RU2288103C2 |

:
фиг.2
