(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ
МНЕКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления спиралей шнеков | 1976 |
|
SU766721A1 |
| Устройство для изготовления шнеков | 1978 |
|
SU727294A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2115502C1 |
| Способ непрерывного изготовления шнеков и устройство для его осуществления | 1985 |
|
SU1291239A1 |
| Способ изготовления спиралей шнека и устройство для осуществления способа | 1976 |
|
SU648304A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Станок для многослойной навивки спиралей | 1979 |
|
SU904837A1 |
| Устройство для изготовления спиралей шнеков | 1977 |
|
SU631246A1 |
1
Изобретение относится к обработке металлов давлением и предназначено для изготовления шнеков методом . прокатки из полосы.
По основному авт. св. 766721 известно устройство для изготовления шнеков из полосы, состоящее из станины, на которой закреплена клеть, содержащая два консольных деформирующих конических валка, расположенных в корпусе и имеющих возможность одновременно с клетью перемещаться относительно прокатываемой полосы в направлении, перпендикулярнсж оси навиваемой спирали, при помощи регулировочного механизма, нешример винтового, для подъема клети с вешками .и механизма поворота клети. На поворотной клети установлена роликовая направлякедая, выпап11енная в виде расположенных относительно оси подачи заготовки, роликов, образующих.зазор для прохода заготовки в зону габа, для отклонения заготовки при выходе из зоны гиба, а также для образования шага спиргши расположена шагообразующая вилка с механизмом перемещения ее параллельно оси навиваемого шнека. В направляющих станины перемещаются каретки, на которых
расположены вращающиеся опоры для установки вала шнека 1.
Однако такое устройство не обеспечивает получение шнеков с различными геометрическими параметрагш (высотой, толщиной и диаметром) навиваемой спирали на одной установке
Цель изобретения - расширение технических возможностей устройства./
Цель достигается тем, что полые конические деформирующие валки выполнены составными в виде ВсШов и смей-. ных конических роликов, закрепленных на валах, например, посредством гае« и шпонок.
Сменные ролики валков имеют различную конусность (высоту, диаметр), соответствующую конкретной спиргши 20 шнека.
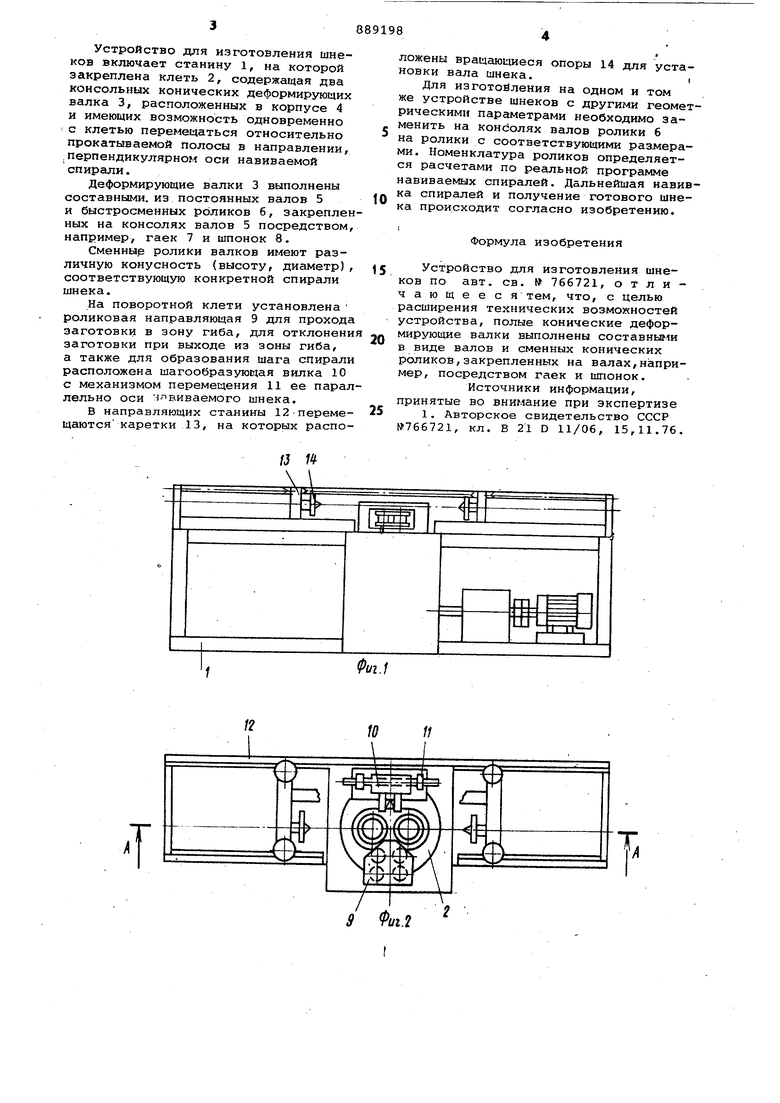
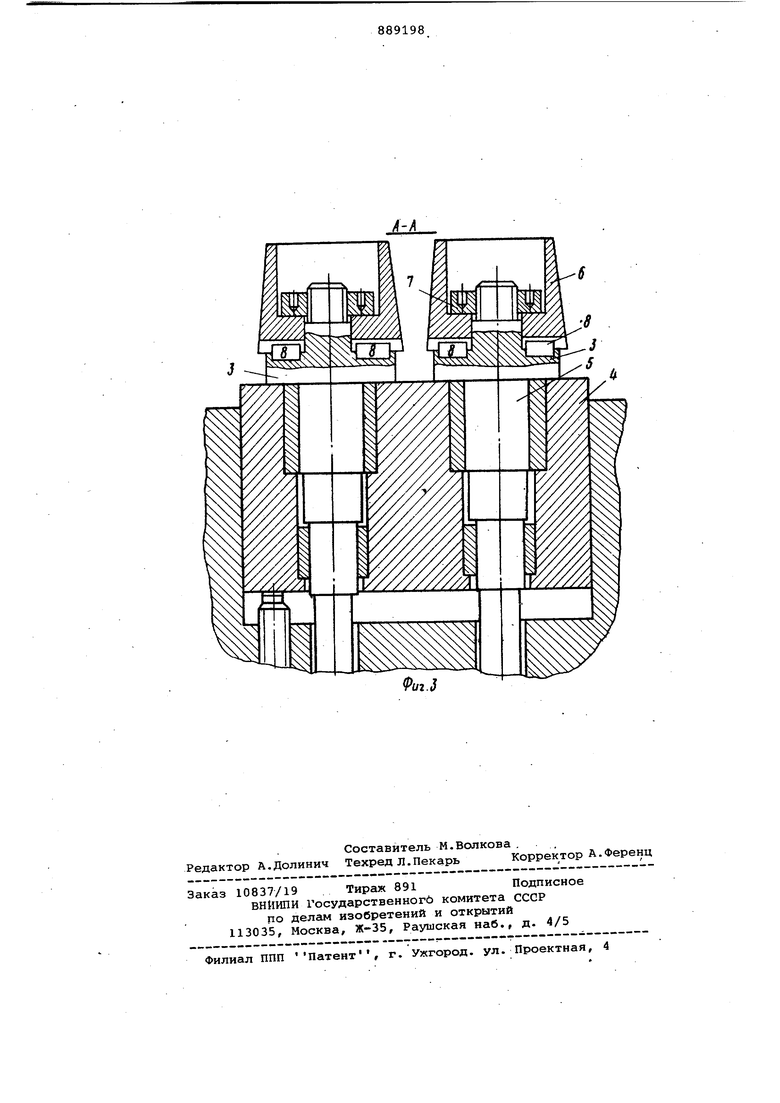
Такое конструктивное раиение расширнет технические,возможности устройства, обеспечивает возможность пряу чения различных по геометрическим : 25 параметрам шнеков на одной установке. На фигЛ изображено устройство,вид сбоку; на фиг.2 - то же, вид сверху на фиг.З - разрез А-А на фиг.2 (проi катная клеть с коническими дeфop и- . 30 рующими валками) . Устройство для изготовления шнеков включает станину 1, на которой закреплена клеть 2, содержащая два консольных конических деформирующих валка 3, расположенных в корпусе 4 и имеющих возможность одновременно с клетью перемещаться относительно прокатываемой полосы в направлении, .перпендикулярном оси навиваемой спирали. Деформирующие валки 3 выполнены составными, из постоянных валов 5 и быстросменных роликов 6, закреплен ных на консолях валов 5 посредством например, гаек 7 и шпонок 8. Сменныэ ролики валков имеют различную конусность (высоту, диаметр) соответствующую конкретной спирали шнека. На поворотной клети установлена роликовая направляющая 9 для прохода заготовки в зону гиба, для отклонени заготовки при выходе из зоны гиба, а также для образования шага спирали расположена шагообразуюодая вилка 10 с механизмом перемещения 11 ее парал лельно оси Н виваемого шнека. В направляющих станины 12 переме щаются каретки 13, на которых распо ложены вращающиеся опоры 14 для установки вала шнека., Для изготовления на одном и том же устройстве шнеков с другими геометрическими параметрами необходимо заменить на консолях валов ролики 6 на ролики с соответствующими размерами. Номенклатура роликов определяется расчетами по реальной программе навиваемых спиралей. Дальнейшая навивка спиралей и получение готового шнека происходит согласно изобретению. Формула изобретения Устройство для изготовления шнеков по авт. св. № 766721, о т Л и ч а К) щ е е с я тем, что, с целью расширения технических возможностей устройства, полые конические деформирующие валки выполнены составными в виде валов и сменных конических роликов,закрепленных на валах,например, посредством гаек и шпонок. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №766721, кл. В 21 D 11/06, 15,11.76.
10 11
9 иг.1
