(54) РЕЖУЩИЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВОЕ СВЕРЛО ДЛЯ ОБРАБОТКИ КОСТНЫХ ТКАНЕЙ | 2002 |
|
RU2222276C2 |
| Способ обработки отверстий | 1984 |
|
SU1256883A1 |
| КОЛЬЦЕВОЕ РЕВЕРСИВНОЕ СВЕРЛО | 2008 |
|
RU2377101C1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| Развертка с криволинейными режущими кромками | 1985 |
|
SU1346359A1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1146139A1 |
| Сборный шевер | 1986 |
|
SU1397204A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
I
Изобретение относится к обработке металлов резанием и может быть использовано при подрезке бабышек и обработки дна глухих отверстий.
Известен режущий инструмент на торце которого выполнены зубья, имеющие разнонаправленный наклон и неравномерный шаг 1.
Однако зубцы не доходят до центра так как не предусмотрены соответствующие канавки на торце.
Цель изобретения - улучшение технологичности изготовления.
Для достижения поставленной цели на торце инструмента выполнено отверстие, смещенное отлосительно оси на величину Е -Ь 0,2...0,5мм, где D -диаметр отверстий, а режущие кромки торцовых зубьев расположены так, что точка их пересечения совпадает с центром отверстия.
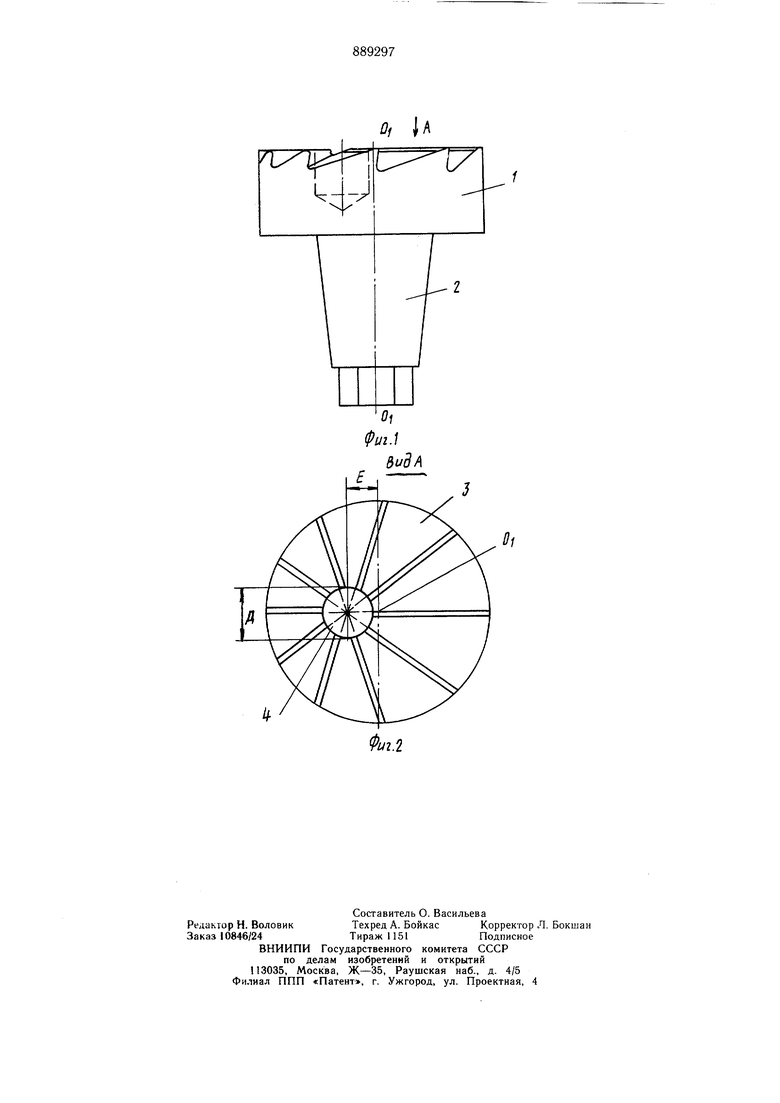
На фиг. 1 изображен предлагаемый инструмент, общий вид; на фиг. 2 - вид А на фиг. 1.
Инструмент состоит из цилиндрической части 1 и хвостовика 2. На торце инструмента выполнены режущие зубья 3 и отверстие 4, смещенное относительно оси О,-О, на величину Е + 0,2...0,5 мм. где D - диаметр отверстия.
Режущие кромки торцовых зубьев 3 расположены так, что точка их пересечения совпадает с центром отверстия 4.
Данная конструкция инструмента позволяет улучщить технологичность изготовления и условия эксплуатации за счет устранения вибраций.
Формула изобретения
Режущий инструмент, на торце которого
10 выполнены зубья, имеющие разнонаправленный наклон и неравномерный шаг, отличающийся тем, что, с целью улучщения технологичности изготовления, на торце инструмента выполнено отверстие, смешанное отно 5 сительно оси на величину Е 0,2...
0,5 мм, где D - диаметр отверстия, а режущие кромки торцовых зубьев расположены так, что точка их пересечения совпадает с центром отверстия.
Источники информации,
20 принятые во внимание при экспертизе 1. «Metal Cutting Tool HandsooK. № 4, «MetLl Cutting Tool Jnstitute, 1965, p. 278, фиг. 17.
