о
00
Изобретение усовершенствует станки для резки круглых заготовок, преимущественно труб, режущими дисками с клиновой заточкой, установленными на врашагощейся планшайбе, обкатывающей неподвижную заготовку.
Известны станки для резки круглы заготовок с вращающейся планшайбой и смонтированными на ней режущими дисками.
Сложная гидросистема этих станко обусловлена необходимостью применения для привода режущих дисков гидроцилиндров двустороннего действия.
Кроме того, общая компановка станка позволяет автоматизировать цикл его работы; режущий диск по мере внедрения в отрезаемую заготовку, закрепленную одним концом, отжимается в сторону скошенной поверхности реза, перекрашивается и ломается. Для подачи нового отрезка заготовки необходимо остановить планшайбу.
Целью изобретения является обеспечение подачи до упора отрезка заготовки без остановки планшайбы путем использования центробежной силы.
Для этого гидроцилиндры привода режущих и поджимаемых элементов выполнены одинарного действия и установлены на планшайбе радиально, а напорные полости их подключены к общей напорной магистрали.
Для автоматизации цикла станка и упрощения гидросхемы к напорной магистрали через реверсивный золотник подключены зажимная полость цилиндра зажима заготовки- и отводные полости цилиндра отжима заготовки от постоянно вращающегося подающего ролика и цилиндра перемещения упора.
С целью исключения изгиба режущего элемента при скольжении клиновой заточки по поверхности среза зажимные губки установлены на роликах в направляющих и подпружинены в направлении планшайбы.
На фиг. 1 дана принципиальная конструктивно-гидравлическая схема станка; на фиг. 2 - вид по стрелке А; на фиг. 3 - механизм зажима заготовки; на фиг. 4 - зажимные губки; на фиг. 5 - разрез Б-В на фиг. 4.
Станок содержит планшайбу 1 с осевым отверстием для пропуска заготовки, механизмы для подачи 2 и зажима 3 заготовки, упор 4, гидронасос 5, реверсивный золотник б, перепускной клапан 7 и фильтр 8. На планшайбе жестко установлены направляющее 9 цилиндров 10, а на последних - свободно вращающиеся режущий диск 11 и опорные ролики
12. Цилиндры 10 соединяются с гидравлической системой каналами в направляющих 9, планшайбе 1 и коллекторе 13. На планшайбе 1 установлен концевой выключатель 14, взаимодей- ствующий с упором.15 гидроцилиндра 10.
Механизм 2 для подачи заготовки содержит постоянно вращающийся приводной .ролик 16, нажимной рычат 17 с роликом 18 и пружиной 19, отжимной рычаг, приводимый штоком 20 цилиндра 21 отжима через пружину 22. Подвод к поршневой полости цилиндра 21 включает в себя параллельно подключенные обратный клапан 23 и дроссель 24, дросселирующий жидкость при выходе из поршневой полости.
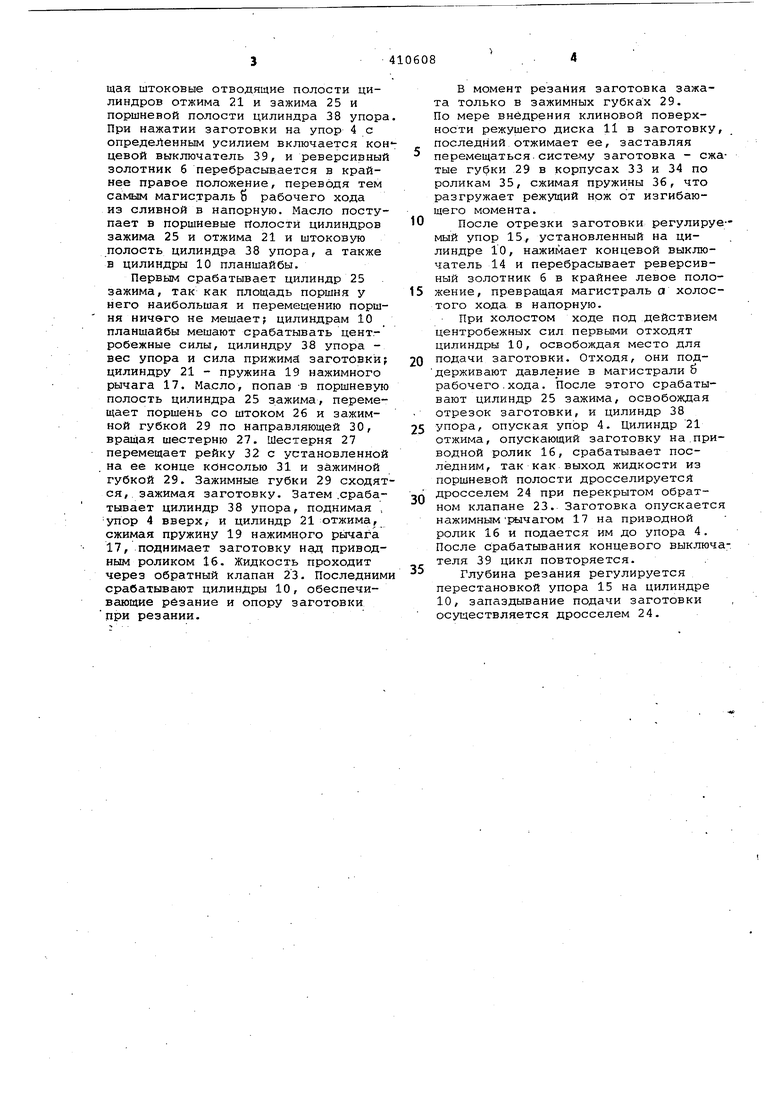
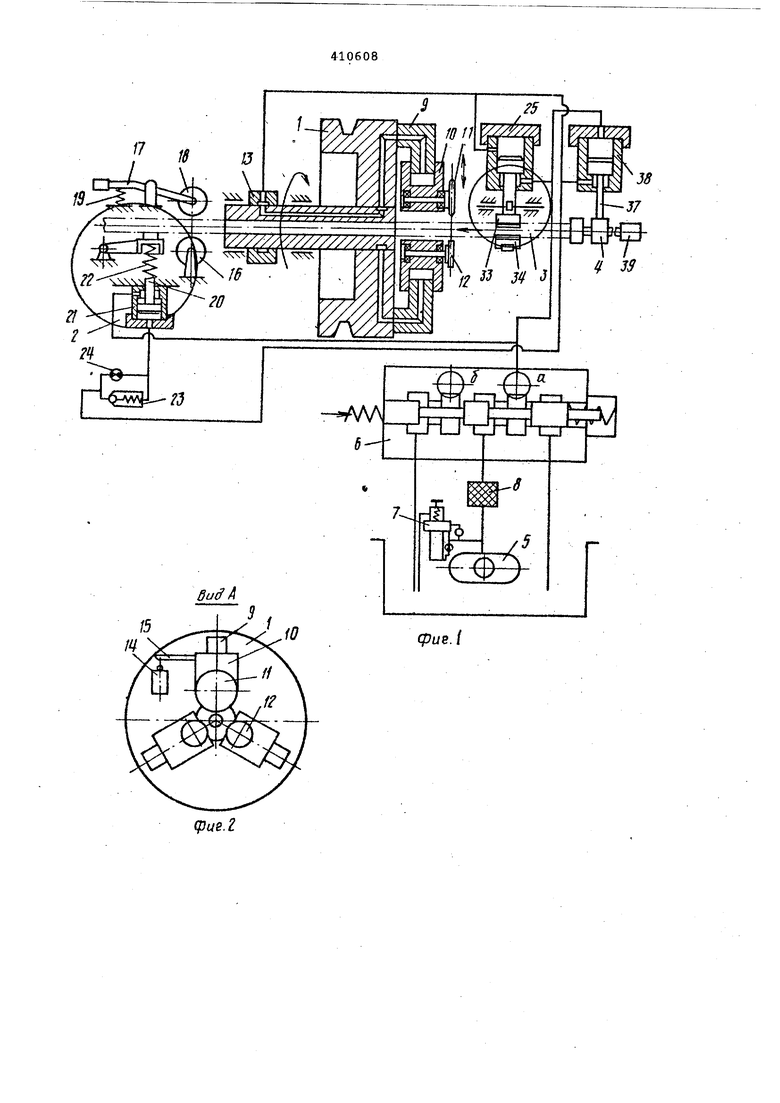
хМеханизм 3 для зажима заготовки (dM. фиг. 3) выполнен в виде цилиндра 25 эажИма, установленного гОризонтально, шток 26 которого, нахацясь в зацеплении со свободно вращающейся шесторней 27 на оси 28, несет на конце зажимную губку 29 и перемещается в направляющей 30.
Вторая зажимная губка 29 распо- ложена на консоли 31, установленной на рейке 32, которая находится в зацеплений с. шестерней 27, приводимой.от штока 26. В направляющих корпусах 33 и 34 зажимных губок установлены призматические, губки 29 с возможностью осевого перемещения вдоль оси заготовки на роликах-35. Для возврата губок 29 в исходное положение они поджаты пружиной 36 Б. сторону планшайбы (см. фиг. 4 и 5).
Упор 4 (см. фиг. 1) укреплен в нижней части штока 37 цилиндра 38 упора и в своем нижнем положении взаимодействует при нажиме на него заготовки с концевым выключателем 39,
В исходном положении заготовкав станке отсутствует, упор 4 установлен в нижнем крайнем положении, зажимные губки 29 разжаты, режущий диск 11 и опорные ролики 12, смонтированные на цилиндрах 10, отведены в крайнее заднее положение центробежными силами вращающейся планшайбы 1 до ее остановки. Шток
20цилиндра 21 отжима опущен к нижнее крайнее положение.
При нажатии кнопок пуска включаются приводы планшайбы 1, приводного ролика 16 и гидронасоса 5. Отжимая вручную нажимной рычаг 17, поднимают ролик 18. и вставляют заготовку. Так как шток 20 цилиндра
21отжима опущен в нижнее положение, заготовка ложится на приводной ролик 16, который и подает ее до упора. Реверсивный золотник 6 расположен при этом в крайнем левом положении, под напором находится магистраль а холостого хода, соединяющая штоковые отводящие полости цилиндров отжима 21 и зажима 25 и поршневой полости цилиндра 38 упора При нажатии заготовки на упор 4 с определенным усилием включается концевой выключатель 39, и реверсивный золотник 6 перебрасывается в крайнее правое положение, переводя тем самым магистраль б рабочего хода из сливной в напорную. Масло поступает в поршневые полости цилиндров зажима 25 и отжима 21 и штоковую полость цилиндра 38 упора, а также в цилиндры 10 планшайбы.
Первым срабатывает цилиндр 25 зажима, так как площадь поршня у него наибольшая и перемещению поршня ничего не мешает; цилиндрам 10 планшайбы мешают срабатывать центробежные силы, цилиндру 38 упора вес упора и сила прижима заготовки; цилиндру 21 - пружина 19 нажимного рычага 17. Масло, попав -в поршневую полость цилиндра 25 зажима, перемещает поршень со штоком 26 и зажимной губкой 29 по направляющей 30, вращая шестерню 27. Шестерня 27 перемещает рейку 32 с установленной на ее конце консолью 31 и зажимной губкой 29. Зажимные губки 29 сходятся, зажимая заготовку. Затем .срабатывает цилиндр 38 упора, поднимая . упор 4 вверх, и цилиндр 21 отжима, сжимая пружину 19 нажимного рычага 17, поднимает заготовку над приводным роликом 16. Жидкость проходит через обратный клапан 23. Последним срабатывают цилиндры 10, обеспечивающие резание и опору заготовки при резании.
В момент резания заготовка зажата только в зажимных губках 29. По мере внедрения клиновой поверхности режущего диска 11 в заготовку, последний отжимает ее, заставляя
перемещаться систему заготовка - сжатые губки 29 в корпусах 33 и 34 по роликам 35, сжимая пружины 36, что разгружает режущий нож от изгибающего момента.
После отрезки заготовки регулируемый упор 15, установленный на цилиндре 10, нажимает концевой выключатель 14 и перебрасывает реверсивный золотник 6 в крайнее левое положение, превращая магистраль а холостого хода в напорную.
При холостом ходе под действием центробежных сил первыми отходят цилиндры 10, освобождая место для
подачи заготовки. Отходя, они поддерживают давление в магистрали б рабочего.хода. После этого срабатывают цилиндр 25 зажима, освобождая
отрезок заготовки, и цилиндр 38
упора, опуская упор 4. Цилиндр 21 отжима, опускающий заготовку на.приводной ролик 16, срабатывает последним, так как выход жидкости из поршневой полости дросселируетсй
дросселем 24 при перекрытом обратном клапане 23. Заготовка опускается нажимнымрычагом 17 на приводной ролик 16 и подается им до упора 4. После срабатывания концевого выключателя 39 цикл повторяется.
Глубина резания регулируется
перестановкой упора 15 на цилиндре 10, запаздывание подачи заготовки осуществляется дросселем 24.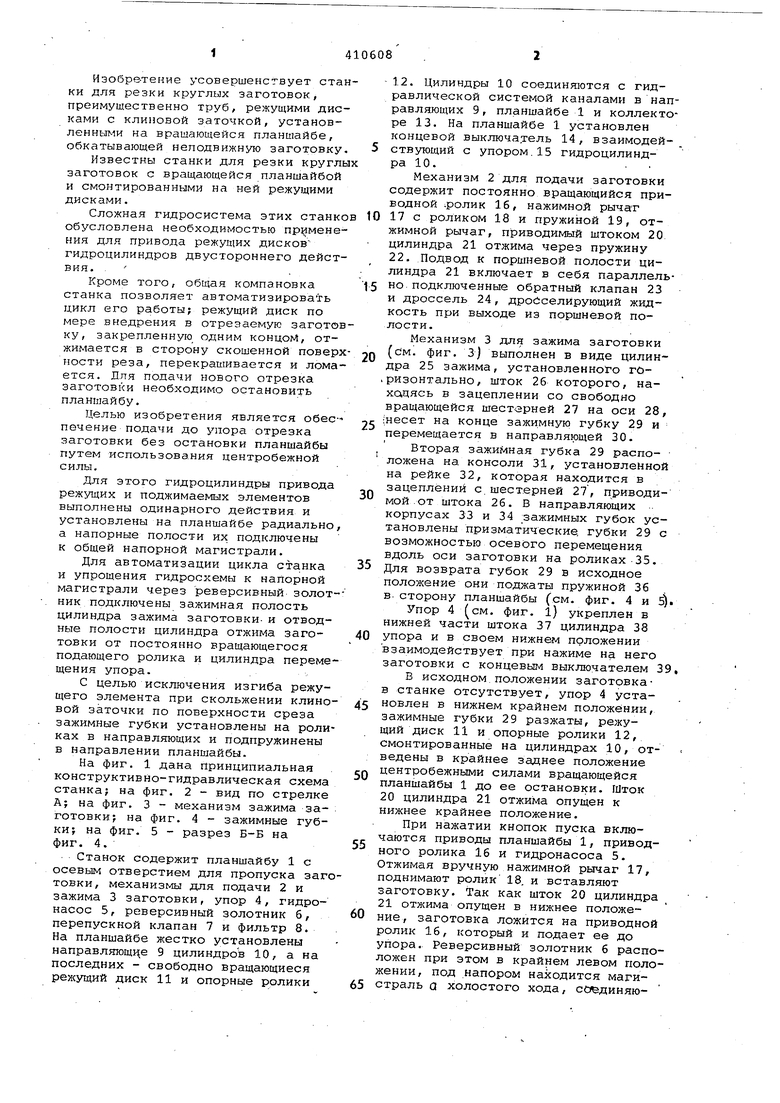
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки труб | 1983 |
|
SU1155378A1 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
| Металлорежущий станок | 1974 |
|
SU519315A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Устройство для подачи ленточного материала в рабочую зону пресса | 1977 |
|
SU759183A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| ГИДРОЦИЛИНДР ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2022732C1 |
| Устройство для шаговой подачи длинномерного материала | 1984 |
|
SU1312269A1 |
| Устройство для пробивки радиальных отверстий в полых изделиях | 1973 |
|
SU550203A1 |
| Летучий станок для резки труб | 1971 |
|
SU485834A1 |
15
10
14
(pus.2
фие.1
