Изнсстиы для ХОЛОДНО прокатки труб станы сложпоЛ ч011етрукц1П1 тила PoKpaJiT и Краузе.
11редлагас1,1ая конструкщш стана более простая и отличается особым устропстиом поднпнхной клети, которая дает возмонлпость вести редуцирование только толщиньт стеики с небольшим увеличонпел наружного диаметра в пределах десятых долен ннллиметра, применять высокие да} леиия при обжатии трубы на оправке валками малого диаметра, порядка 120 - 140 мм, макст1мально з1С1гользовать палки, которые но мере их износа 1ГО iroBepxnocTii сонрпкосномения с трубой могут иовоиачнватъся па 80-120°.. .
Описываемая конструкция стана предусматривает прокатку трубы при. подаче ее па 2-3 мм с одновремеппы.лг новорачиваинем вокруг оси 1га 45-60° на онравке.
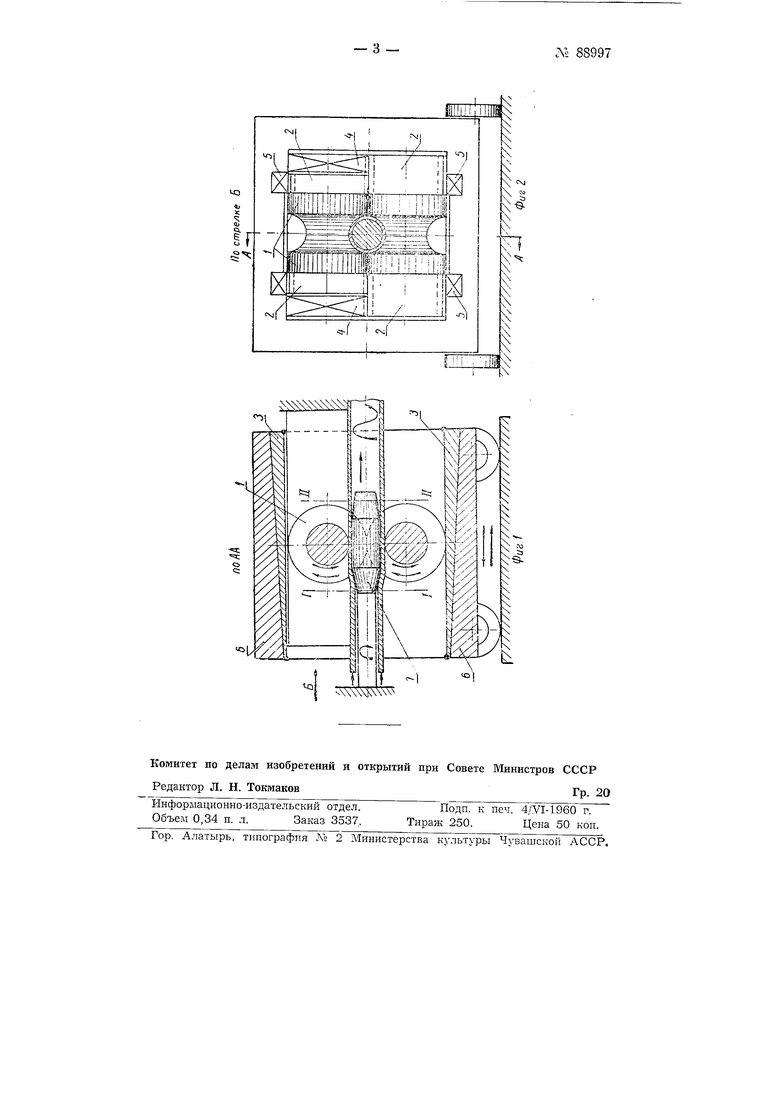
На фпг. 1 изображено устройство в разрезе но лннтгн АЛ на фиг 2па фиг. 2-устройство но стрелке Б.
Стаи устроеп следующим образом.
Два закаленных ншнфовалъных валка 1. н те1они1х на сиопх концах ведущие шестерии 2 онираются на две горизонтальные пг. кл гньев 3, иоложепие которых можно регу.лнровать с иомони-ю не нок-азанных на чертеже нажимных виитов. Нижние недун|.11е нгестерни 2 имеют сценленне с неиодвнжнымн peiiKaMii 4 п нодвижнымн peitKaMii- 5.
Подвнжиая клеть 6 вместе с рейкамтг 5 получает возвратно-ностунатольное движение от оксдеитрнкового вала и нрн номощп зуЛчр-оГ, ие релачи, включаю1не1 |. иенолшгжные реПктг 4. нод|-,ижпьте 5 IT Bouviin-e nieстершг 2, заставляет нер01;атываться но нлоскостям клмнт,е|- Я ва:р;п 1
.1ея;л,у валкамн I. образуюнцгмн калибр, помешается н чл- ш-че екая онравка 7, которая вращается вокруг CBoeir осн и не шкч-г ностунательного движения. Обжатие трубы за один ход нодвижнсм: K-.-W. „рписходит следующим образом.
Л2 88997- 2 -
Клеть отводится в :iej5oo крайнее иоложепис так, чтобы ось валкой совпадала с иоложением II на фиг. 1. В этот момент валкн освобождают трубу, которая подает на 2-3 мм вперед п иоворачнвается на onpajsKC вокруг своей осп на 45-60°.
Прн оправке с копнческнм занлечнком труба при нодаче раадается нзпутрн п увелнчпвается в дхгаметре на несколько десятых долей лшллпметра, по сравпенпю с днаметром калнбра валков.
Прн обратном ходе клетн валки 1 накатываются на трубу, обжн.мают се стенки п смещают некоторый слой металла вдоль осп нрокаткн. К.сть, достигнув крайнего лоложеппя II-II, начпнает 1 о;5вращаться в крайнее положензш, н рабочпй цикл но торяется.
П р е д м е т н з о б р е т е н. п я
Стан для холодной прокаткн тонкостенных труб, о т л п ча ю HI, нйся тем, что, с целью уиро цепня его копструкцня при нрименепин дла ,нрова11ня только толгднньс стенок трубы, а также для обеспеченпгс высоких обжатнй за однн период при малом днаметре рабочих валков, а следовательно, н высокой нронзводнтельиостн при libicoKOit точности ирокаткя, валкн смонтнровапы на нодвижно клети, cojiepiHaioH eu jsoaвратио-ностунательное движение и осузцествляющей, с помона)о неподвижных п подвижных реек и ведуищх шестерен, перекатывание рабочих палков но горизонтальным плоскостям клнньев н обжатие CTCIIOK трубы на не имеющей постуиательного движения, но вращаюн1о11ся вокруг своей оси оправке с копнческпмп заплечнкамп.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной прокатки тонкостенных и особотонкостенных труб | 1965 |
|
SU220927A1 |
| Привод рабочих валков стана холодной прокатки труб | 1967 |
|
SU293407A1 |
| Непрерывный стан для прокатки труб и прутков | 1957 |
|
SU113414A1 |
| Способ изготовления многожильного кабеля с керамической изоляцией и устройство для его осуществления | 1978 |
|
SU1095244A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| Привод валков станов холодной прокатки труб | 1966 |
|
SU219528A1 |
| НЕПРЕРЫВНЫЙ СТАН ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 1961 |
|
SU145521A1 |
| Стан пилигримовой прокатки труб | 1981 |
|
SU1051793A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТрУБURiSHBJIHQTfcKA _J | 1971 |
|
SU293400A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |