РЬвестные способы дуговой сварки не обеспечивают высококачественной сварки сталей, обладающих высоким сопротивлением, или металлов большого сечения. В этом случае в наплавлеином металле появляются трещины, устранение которых требует последующей термической обработки.
Предлагаемый способ улучшения качества наплавленного металла при дуговой сварке устраняет указанны:; недостаток.
Для получения беспористых швов при низкокачественных электродах применяют, согласно изобретению, намагничивание металла. Сварку производят в магнитном поле так, чтобы магнитное поле воздействовало на затвердевший металл шва преимущественно при температуре структурных превращений А- и /Ь,. При этом магнитное поле замыкается через металл шва перпендикулярно к его оси.
Наилучшие результаты достигаются, когда электромагнит, создающий магнитное поле, располагают на расстоянии 5-10 см от места
сварки п применяют магнитное поле, напряженность которого составляет 500-800 эрстед, а частота - от 30 до 100 периодов в секунду.
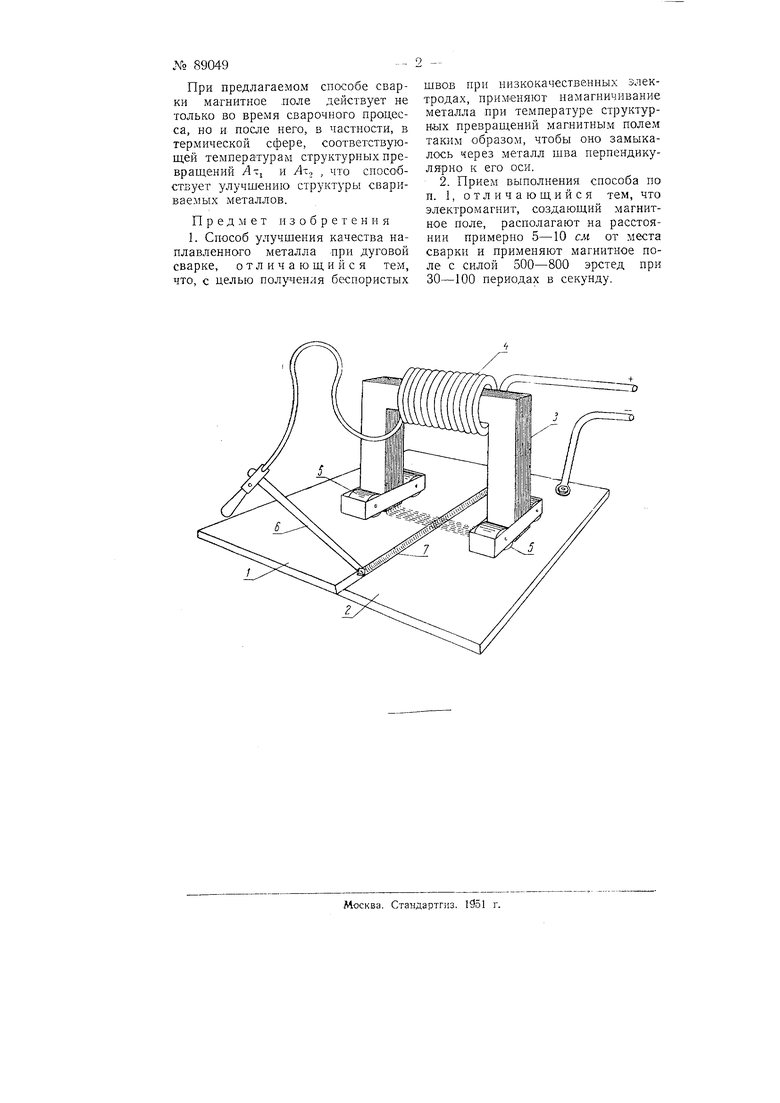
На чертеже изображен эскиз устройства для выполнения сварки по предлагаелюму способу.
Возбуждение магнитного поля между свариваемыми изделиями 1 i 2 производится посредством электромагнита, состоящего iis сердечника 5 и обмотки 4. Сердечник 3 опирается на изолящшнные ролики 5, которые могут передвигаться вдоль шва свариваемых изделий. По обмотке 4 протекает сварочный ток, идущий к электроду 6. При сварке электромагнит передвигают по поверхности обоих свариваемых изделий таким образом, чтобы магнитный поток между полюсами сердечника 3 пересекал сварочный шов 7 под прямым углом.
Подобное же устройство можно применять и при автоматической сварке; в этом случае через обмотку 4 пропускают ток от постороннего источника.
Afb 89049
При предлагаемом способе сварки магнитное поле действует не только во время сварочного процесса, но и после него, в частности, в термической сфере, соответствующей температурам структурных превращений Лт и Лт, , что способствует улучшению структуры свариваемых металлов.
Предмет изобретения 1. Способ улучшения качества наплавленного металла при дуговой сварке, отличающийся тем, что, с целью получения беспористых
швов при низкокачественных электродах, применяют намагничивание металла при температуре структурных превращений магнитным полед таким образом, чтобы оно замыкалось через металл шва перпендикулярно к его оси.
2. Прием выполнения способа по п. 1, отличающийся тем, что электромагнит, создающий магнитное поле, располагают на расстоянии примерно 5-10 см от места сварки и применяют магнитное поле с силой 500-800 эрстед при 30-100 периодах в секунду.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2003 |
|
RU2272699C2 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2607296C1 |
| Способ сварки плавлением | 1979 |
|
SU837656A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2022 |
|
RU2797673C1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| Формирующее устройство для электрошлаковой сварки | 1989 |
|
SU1646748A1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| СПОСОБ КОНТРОЛЯ СВАРНЫХ ШВОВ | 1994 |
|
RU2165616C2 |
| СВАРОЧНЫЙ ЭЛЕКТРОМОНТАЖНЫЙ ПИСТОЛЕТ | 1968 |
|
SU219040A1 |
