(54) ПРОТЯЖНОЙ СТАНОК ДЛЯ ДОРНОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжной станок для дорнования | 1979 |
|
SU772755A1 |
| Протяжной станок для дорнования | 1977 |
|
SU716730A1 |
| Протяжный станок для дорнования | 1978 |
|
SU716729A1 |
| Станок для деформирующего протягивания длинномерных труб | 1985 |
|
SU1276482A1 |
| Устройство для раздачи труб | 1976 |
|
SU590046A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
| Опора для дорнования | 1982 |
|
SU1057208A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1994 |
|
RU2074808C1 |
| Способ дорнования | 1977 |
|
SU716676A1 |
| Способ ю.г.проскурякова и в.н.романова определения макрогеометрических отклонений формы заготовок трубного проката | 1974 |
|
SU652432A1 |
1
Изобретение относится к станкостроению, в частности к протяжным станкам для обработки дорнованием длинномерных трубных заготовок.
По основному авт. св. № 716730 известен протяжной станок для дорнования, который включает основную станину с расположенным в ней рабочим патроном и гидроцилиндром главного движения, связанным с гидроприводом, установленную соосно с гидроцн тиндром главного движения опору для дорнования, снабженную дополнительной гидросистемой, дорн, связанный рабочим патроном со штоком гидроцилиндра главного движения, и вспомогательную станину с приводом подачи и отвода многозубого дорна 1.
Известный станок за счет своих конструктивных особенностей обеспечивает постоянную по длине заготовок диаметральную точность обработанных дорнованием отверстий.
Однако, при обработке длинномерныхтрубных заготовок данный станок должен иметь увеличенную длину рабочих и вспомогательных перемещений инструмента.
которые могут быть обеспечены только специальными длинноходовыми гидроцилиндрами главного движения станка и вспомогательных перемещений дорна.
Кроме того, для этого требуется увеличение длины направляющих основной и вспомогательной станин. Ввиду того, что данный станок обеспечивает татько последовательное выполнение рабочих и вспомогательных перемещений инструмента, он обладает низкой производительностью и поэтому не мо)0 жет быть эффективно использован для обработки дорнованием длинномерных трубных заготовок с отнощением длины к диаметру больше 10.
Цель изобретения - повышение производительности процесса дорнования длинis но.мерных трубных заготовок.
Поставленная цель достигается за счет того, что он снабжен второй основной станиной с рабочим патроном, на которой соосно с гидроцилиндром главного движения установлен дополнительный гидроцилиндр главного движения, связанный с гидроприводом, при этом опора для дорнования установлена на вспомогательной станине, расположенной между основными станинами.
При этом гидроцилиндры главного движения выполнены предпочтительно в виде гидроцилиндров двухстороннегодействия с двухсторонними штоками.
Кроме того, протяжной станок для дорнования С: 1бжен взаимодействующими с двухсторонними штоками гидроцилиндров главного движения направляюшими втулками, установленными в отверстиях овных станин.
Рабочие патроны встроены в штоки гидроцилиндров главного движения со стороны торцов, обращенных к вспомогательной станине.
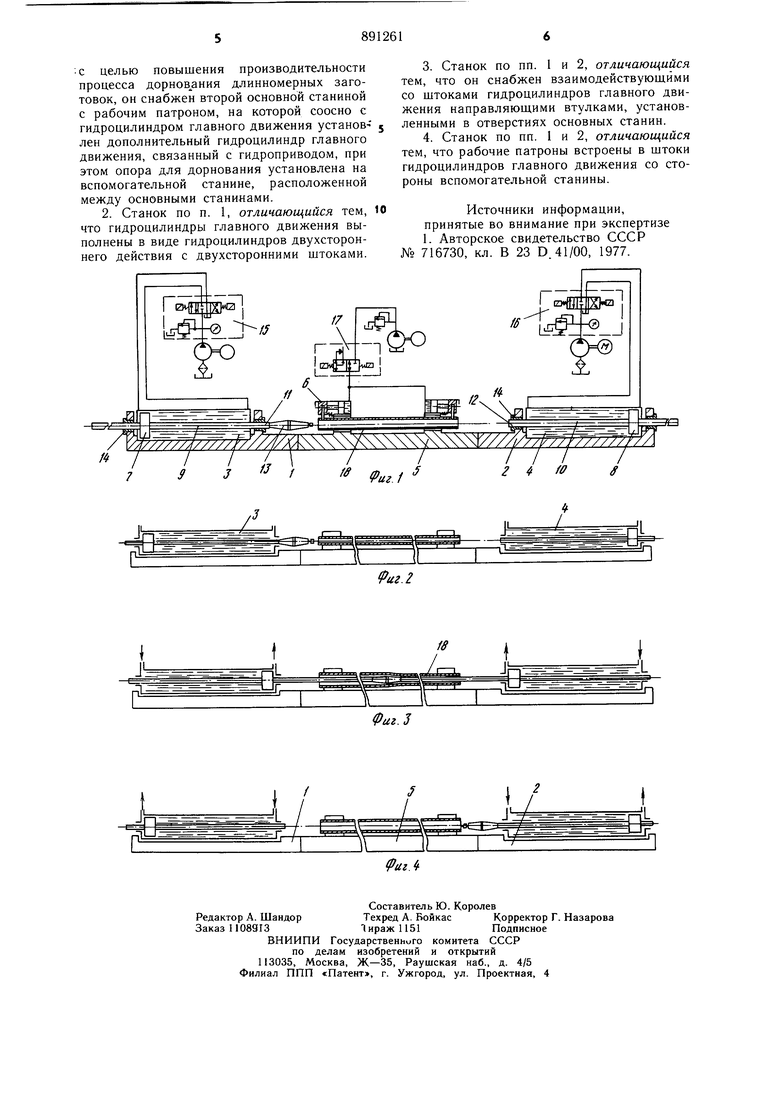
На фиг. 1 схематически изображен станок в продольном разрезе; на фиг. 2 - 4 представлены последовательные этапы полного рабочего цикла процесса дорнования.
Протяжной станок для дорнования включает первую основную станину 1 и вторую основную станину 2 с соосно расположенны.ми на них гидроцилиндрами 3 и 4 главного движения. Между первой и второй основными станинами 1 и 2 установлена вспомогательная станина 5 с закрепленной на ней опорой 6 для дорнования. Гидроцилиндры 3 и 4 главного движения представляют собой гидроцилиндры двухстороннего действия, поршни 7 и 8 которых жестко скреплены с двухсторонними штоками 9 и 10. Со стороны торцов, обращенных к вспомогательной станине 5, в штоки 9 и 10 встроены рабочие патроны 11 и 12, взаимодействующие с многозубым дорном 13. В каждой основной станине 1 и 2 выполнены два отверстия соосно с гидроцилиндрами 3 и 4 главного движения. В этих отверстиях установлены направляющие втулки 14, взаимодействующие с двухсторонними штоками 9 и 10.
Протяжной станок снабжен двумя идентичными автономными гидроприводами 15 и 16, каждый из которых связан с соответствующим гидроцилиндром 3 и 4 главного движения. Гидроприводы 15 и 16 включают гидронасос, связанный с аппаратурой управления, а также с электродвигателем и масляным баком. Опора 6 для дорнования также снабжена автономным гидроприводом 17, предназначенным для дорнования трубной заготовки 18 по схеме противонатяжения.
Станок работает следующим образом.
В исходном положении при установке и фиксации длинномерной трубной заготовки 18 в опоре 6 для дорнования порщень 7 гидроцилиндра 3 находится в крайнем левом положении, а порщень 8 гидроцилиндра 4 - в крайнем правом положении. В этом положении дорн 13 соединен при помощи рабочего патрона 11 со штоком 9 и находится перед гидроцилиндром 3 (фиг. 2).
При включении рабочего хода масло от гидроприводов 15 и 16 одновременно поступает в левую полость гидроцилиндра 3 и в правую полость гидроцилиндра 4. При этом попщни 7 и 8 движутся навстречу друг другу, а масло из нерабочих полостей гидроцилиндров 3 и 4 поступает на слив. Процесс дорнования на первой половине длины заготовки 18 осуществляется рабочим движением поршня 7. Порщень 8 при этом одновременно .совершает вспомогательное встречное перемещение для захвата свободного хвостовика дорна 13 рабочим патроном 12 щтока 10. Этот захват и одновременное разъединение дорна 13 со штоком 9 путем раскрытия рабочего патрона 11 осуществляется в тот момент, когда порщни 7 и 8 приходят соответственно в крайнее правое и крайнее левое положение, а среднее сечение дорна 13 совмещено со средним поперечным сечением заготовки 18 (фиг. 3).
Далее срабатывает переключатель рабочего потока масла, и оно поступает в правую полость гидроцилиндра 3 и в левую полость гидроцилиндра 4. При этом поршень 7 со штоком 9, разъединенные с дорном 13, осуществляет вспомогательное перемещение влево, а поршень 8 со щтоком 10, жестко скрепленным с дорном 13, совершает рабочее перемещение вправо, осуществляя процесс дорнования второй половины заготовки 18 дорном 13. В это время масло из нерабочих полостей гидроцилиндров 3 и 4 поступает на слив. Этот процесс длится до того момента, когда поршни 7 и 8 достигнут соответственно крайнего левого и крайнего правого положений, а дорн 13 при выходе из заготовки 18 попадает в крайнее правое положение перед гидроцилиндром 4, являющееся исходным для выполнения процесса дорнования следующей заготовки. После этого происходит удаление обработанной дорнованием заготовки 18 из опоры для дорнования 6 и установка новой заготовки. Процесс дорнования следующей заготовки осуществляется в обратном направлении.
Таким образом, станок обеспечивает повышение производительности процесса дорнования за счет совмещения во времени рабочих и вспомогательных ходов, а также позволяет сократить длину рабочего хода гидроцилиндра главного движения для данной длины обрабатываемой заготовки.
В крупносерийном и массовом производстве длинномерных труб, например заготовок корпусов гидроцилиндров, количество основных станин, разделенных вспомогательными станинами с установленными на них опорами, может быть увеличено до трех, четырех и т.д. Это обеспечит дальнейшее повышение производительности процесса аорнования за счет одновременной обработки нескольких трубных заготовок.
Формула изобретения
Протяжной станок для дорнования по авт. св. № 716730, отличающийся тем, что.
С целью повышения производительности процесса дорнов ания длинномерных заготовок, он снабжен второй основной станиной с рабочим патроном, на которой соосно с гидроцилиндром главного движения установлен дополнительный гидроцилиндр главного движения, связанный с гидроприводом, при этом опора для дорнования установлена на вспомогательной станине, расположенной между основными станинами.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 716730, кл. В 23 D. 41/00, 1977.
