(54) ЭЛЕКТРОД-ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛОКАЛЬНОГО УДАЛЕНИЯ ДИЭЛЕКТРИЧЕСКИХ ПОКРЫТИЙ | 2012 |
|
RU2515604C2 |
| Электрод-щетка и способ ее применения для удаления заусенцев в пазах детали | 2019 |
|
RU2724215C1 |
| СПОСОБ ФЛАНКИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2000 |
|
RU2183537C2 |
| СПОСОБ УДАЛЕНИЯ ДИЭЛЕКТРИЧЕСКИХ ПОКРЫТИЙ С МЕТАЛЛИЧЕСКОЙ ОСНОВЫ | 2012 |
|
RU2537438C2 |
| Способ электрохимической обработки импульсами технологического тока | 1980 |
|
SU944850A1 |
| Способ электрохимического бестрафаретного маркирования | 1980 |
|
SU891302A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ | 2011 |
|
RU2504461C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОКАЛЬНЫХ УЧАСТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2470749C2 |
| Головка для электрохимикомеханической обработки | 1983 |
|
SU1146155A1 |
| Электрод-инструмент | 1979 |
|
SU831484A1 |

1
Изобретение относится к электрофизи.ческйм и электрохимическим методам обработки и может быть использовано в машиностроении при чистовой обработке поверхностей, снятии заусенцев, скруглении кромок на деталях.
Известен электрод-.шетка, содержащий щетки и токоведущее кольцо,перемещаемое с целью регулирования величины зазора к поверхности детали, характеризуя долю ано;шого растворения металла, определяющую качество поверхности детали111
Недостатком такого электрода-щетки является невозможность поддержания заданного прижима проволоки к детали при сохранении зазора между периферией токоведущего кольце и поверхностью детапи из-за постоянного износа проволоки.
Цель изобретения - обеспечение автоматического цикла контроля межэлектродного зазора.
Цель достигается тем, что на валу установлено жестко токоведущее колыто V с зазором диск, между которыми расположены вкладьпии, причем, последние взаимосвязаны подвижно с токоведущим кольцом посредством пазов, а с диском - спирали, а пучки проволоки закреплены во вкладышах.
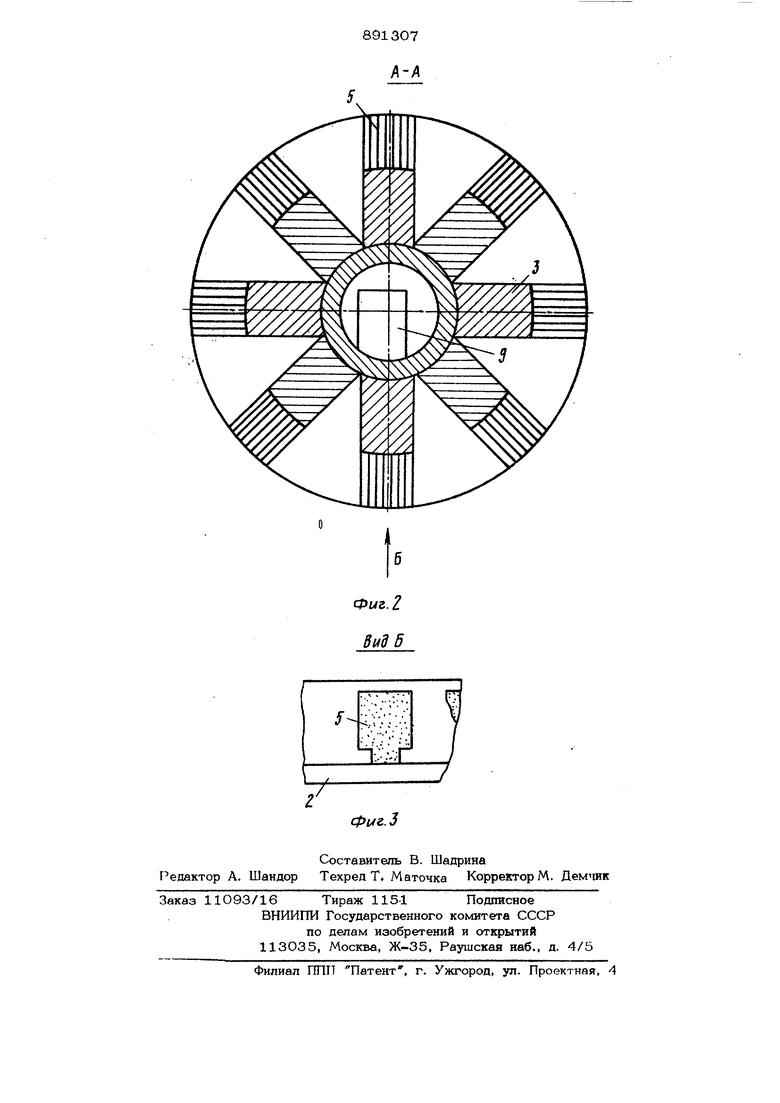
На фиг. 1 изображен электрод-инструмент в разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
На валу 1 установлено токопедушее кольцо 2, которое содержит пазы 3 (фиг. 2), в которые установлены вклапыши 4. На наружной части вкладышей 4 закреплены радиальные пучки проволоки 5 (фиг. 2 и 3). Вкладыши 4 соединены с механиэмo 6 их радиального перемещения, например, диском 7 со спиралью. Движение осуществляется реверсивным электродвигателем 8. Управляют электродвигателем, например, центробежным регулятором 9, срабатывающим при увеличении, числа оборотов. Обрабатываек ая деталь 10 закрепляется под электродом-и1еткой.
Электрод-щетка работает следующим (;;разом. Устанавливают по щупу требуемый зазор между наружной поверхностью токоведущего кольца 2 и деталью 10. Фикси руют зазор и устанавливают величину прижима проволоки 5 к детали путем выдвижения вкладьпцей 4, включают вращение вала 1, подают на проволоку 5 ток и электролит. Устанавливают обрабатывае мую деталь, включают вращение вала 1, подают напряжение на токоведущее кольцо 2 и на пучки проволоки 5, а затем электролит. Вал 1 быстро разгоняется и дает сигнал. После начала обработки за счет механического контакта проволоки 5 с деталь возникает торможение и скорость вращения вала 1 падает до заданной, обеспечивающей требуемый прижим пучков провело ки 5. Расстоягние между периферией токоведущего кольца и деталью сохраняется таким, каким оно было установлено на образце. При снижении величины прижима проволоки 5 относительно расчетной эффект торможения вала 1 снижается, возрастает его окружная скорость. Регулятор 9 подает сигнал на реверсивный элек тродвигатель 8. При вращении двигателя 8 механизм 6 вращает диск 7, который посредством спирали подает вкладыши 4 к периферии. Вращение двигателя 8 продолжается до снижения оборотов нЙша 1 до величины, при которой прижим -дроволо ки 5 примет заданное значение. В случае возрастания величины прижима пучков проволоки 5 к детали 1О происходит обратный процесс. Применение предлагаемого электродащетки позволяет достичь стабильной величины усилия прижима пучков проволоки при сохранении зазора между периферией токоведущего кольца и деталью, что дает возможность исключить прижим пучков проволоки к детали в местах приваривания проволоки, обеспечить стабильную чистоту поверхности в пределах R 0,08 0,1 мкм, снизить износ проволоки в 1,52 раза. Формула изобретения Электрод-инструмент для электрохимической обработки, вал которого снабжен токоведущим кольцом и пучками проволоки, отличающийся тем, что, с целью обеспечения автоматического цикла контроля межэлектродного зазора, он дополнительно содержит механизм радиального перемещения пучков проволоки и центробежный регулятор, при этом механизм радиального перемещения выполнен в виде диска, жестко связанного.с валом реверсивного двигателя, а также через вкладыщи путем спирального зацепления с пучком проволоки, а центробежный регупятсф связан с реверсивным двигателем обратной связью по положению. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 674336, В 23 Р 1/12, 1977.
Фиг. 2 Вид 6
