Изобретение относится к области машиностроения и может быть использовано для локального удаления диэлектрических покрытий с металлических деталей, например для обеспечения сварочных, паяльных, клеевых работ, измерения твердости, толщины покрытия.
Известен способ [Смоленцев В.П. Электрохимическое маркирование деталей /В.П. Смоленцев, Г.П. Смоленцев, З.Б. Садыков // М.: Машиностроение, 1983. - 72 с., стр.34] локального удаления светочувствительного диэлектрического слоя эмульсии с металлических деталей струей воды. К недостаткам способа относятся ограниченные технологические возможности по удалению покрытий только из светочувствительной массы, большая длительность операции.
Известен способ [авт. св. СССР 973271. Способ маркирования деталей из токопроводящих материалов. Авт. В.П. Смоленцев и др. Бюл. Изобр. №42, 1982] локального удаления покрытий с высоким удельным сопротивлением путем серии высоковольтных разрядов. К недостаткам способа относятся ограничение толщины покрытия величиной возможного пробойного напряжения, нарушение качества материала металлической детали в зоне разрядов, высокая трудоемкость сплошной зачистки локальных участков.
Изобретение направлено на расширение технологических возможностей по локальному удалению диэлектрических покрытий любой марки и толщины слоя, ускорение процесса удаления покрытий, сохранение качества поверхностного слоя металлической детали в месте удаления покрытий.
Это достигается тем, что обработку выполняют вращаемым электродом-щеткой в два этапа, на первом из которых электрод-щетку подключают к источнику низковольтного тока по схеме обратной полярности, при этом скорость подачи электрода-щетки регулируют путем поддержания силы тока между электродом-щеткой и металлической деталью начальной величины, а на втором этапе оставшуюся часть диэлектрического покрытия удаляют при подключении электрода-щетки по схеме прямой полярности, при этом скорость подачи электрода-щетки регулируют путем поддержания величины силы тока, соответствующей величине тока, протекающего в начале стабилизации его величины.
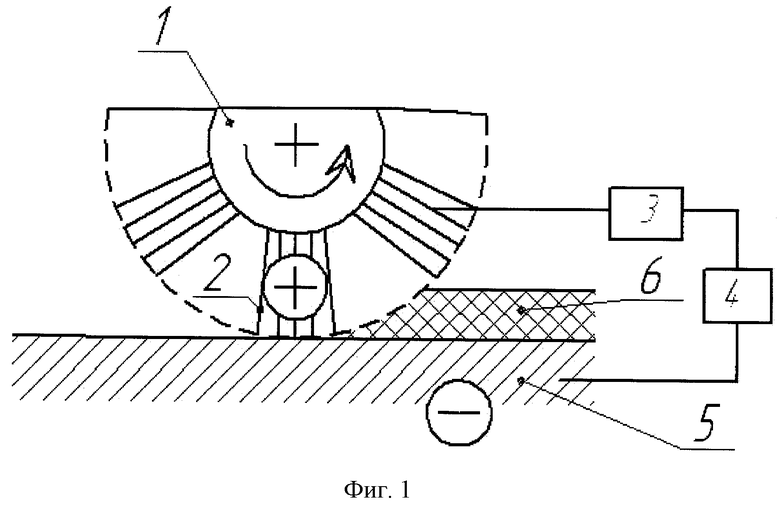
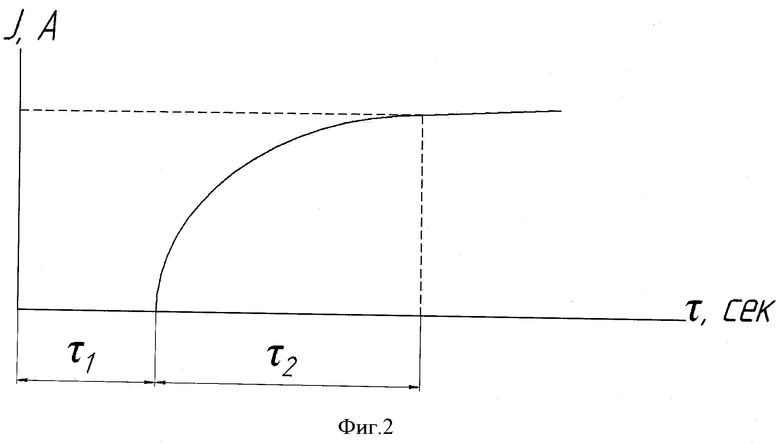
На фигуре 1 приведена схема осуществления предлагаемого способа, на фигуре 2 показана динамика изменения силы технологического тока.
Электрод-щетка 1 (фиг.1), содержащая проволоку в виде пучков 2, соединена с измерителем силы тока 3, поступающего от низковольтного источника 4 постоянного тока к электроду-щетке 1 и металлической детали 5, содержащей диэлектрическое покрытие 6.
На фиг.2 показано изменение силы тока J, фиксируемой измерителем 3. При этом в период τ1 удаления слоя диэлектрического покрытия 6 электродом-щеткой 1 до вскрытия покрытия 6 ток отсутствует, далее в период времени τ2 ток нарастает и стабилизируется в конце периода τ2 при удалении электродом-щеткой 1 практически всего покрытия 6 в зоне обработки электродом-щеткой 6.
Способ осуществляют следующим образом:
В месте локального удаления покрытия 6 устанавливают (фиг.1) электрод-щетку 1 с прижимом пучков 2 проволоки на величину не менее толщины покрытия 6. Подсоединяют электрод-щетку 6 и пучки 2 к низковольтному источнику 4 так, чтобы положительный полюс (анод) соединялся с пучками 2. Отрицательный полюс (катод) источника 4 соединяют с металлической деталью 5 по схеме обратной полярности. Включают вращение электрода-щетки 1 (показано стрелкой на фиг.1). В цепь включают измеритель силы тока 3 с дифференциальным отключателем процесса обработки после стабилизации силы тока (фиг.2), в конце времени τ2 удаление покрытия 6. При этом до вскрытия покрытия 6 (время обработки τ1 на фиг.2) ток от источника 4 отсутствует.
В случае необходимости увеличения величины локального участка металла электрод-щетку 1 перемещают на величину удаленного слоя покрытия 6, и процесс повторяют.
Пример 1 осуществления способа: требуется зачистить под пайку участок 6×8 мм на медной детали, покрытой пентафталевой эмалью с толщиной 0,12 мм. Применяется электрод-щетка 1 диаметром 200 мм с пучками 2 из латунной проволоки диаметром 0,3 мм. Напряжение источника 4 составляет 6 В. Окружная скорость электрода-щетки 1 20 м/с. Прижим пучков 2 к детали 0,5 мм. Через время t1 (фигура 2), равное 3 с, на измерителе 3 появляется ток, который через 2,5 с достигает силы 4,2 А и стабилизируется в пределах +5%, что позволяет через 3,2 с закончить процесс вскрытия. Это в 2-2,5 раза быстрее по сравнению с механической зачисткой, а применение обратной полярности и мягкой латунной проволоки малого диаметра не повреждает поверхность металлической детали 5 и не вносит местных напряжений, которые могут быть концентратором напряжений детали.
Пример 2 осуществления способа: требуется зачистить под маркирование лакокрасочное покрытие толщиной 0,2 мм. Размеры места маркирования 10×30 мм. Применяется электрод-щетка 1 диаметром 200 мм, с шириной 10 мм с пучками 2 из латунной проволоки диаметром 0,15 мм. Напряжение источника 4 составляет 4 В. Окружная скорость электрода-щетки 1 25 м/с. Прижим пучков 2 к детали 0,2 мм. Через время t1 (фигура 2), равное 3,5 с, на измерителе 3 появляется ток, который через 5 с достигает силы 3,7 А и стабилизируется в пределах+5%, что позволяет через 4 с закончить процесс вскрытия. Это в 2 раза быстрее по сравнению с механической зачисткой, а применение обратной полярности и мягкой латунной проволоки малого диаметра не повреждает поверхность металлической детали 5 и не вносит местных напряжений, которые могут быть концентратором напряжений детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ДИЭЛЕКТРИЧЕСКИХ ПОКРЫТИЙ С МЕТАЛЛИЧЕСКОЙ ОСНОВЫ | 2012 |
|
RU2537438C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОД УПРУГИМ ДИЭЛЕКТРИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ | 2012 |
|
RU2542216C2 |
| Электрод-щетка и способ ее применения для удаления заусенцев в пазах детали | 2019 |
|
RU2724215C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИНФОРМАЦИОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2314367C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581537C2 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО РАЗДЕЛЕНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2275279C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ЭЛЕКТРОДОМ-ПРОВОЛОКОЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С АНИЗОТРОПНЫМИ СВОЙСТВАМИ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2639747C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО ЭЛЕКТРОДА-ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 2013 |
|
RU2555266C2 |
| Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий | 2022 |
|
RU2796389C1 |
Изобретение относится к области машиностроения и может быть использовано для локального удаления диэлектрических покрытий с металлических деталей, например для обеспечения сварочных, паяльных, клеевых работ, измерения твердости основы, толщины покрытия. Способ включает обработку детали электрическими импульсами, которую выполняют вращаемым электродом-щеткой в два этапа. На первом этапе электрод-щетку подключают к источнику низковольтного тока по схеме обратной полярности, при этом скорость подачи электрода-щетки регулируют путем поддержания силы тока между электродом-щеткой и металлической деталью начальной величины. На втором этапе оставшуюся часть диэлектрического покрытия удаляют при подключении электрода-щетки по схеме прямой полярности, при этом скорость подачи электрода-щетки регулируют путем поддержания величины силы тока, соответствующей величине тока, протекающего в начале стабилизации его величины. Способ позволяет ускорить процесс локального удаления диэлектрических покрытий любой марки и толщины слоя при сохранении качества поверхностного слоя металлической детали в месте удаления покрытий. 2 ил., 2 пр.
Способ локального удаления диэлектрического покрытия с металлической детали, включающий подключение детали и электрод-инструмента к источнику постоянного тока и осуществление обработки электрическими импульсами, отличающийся тем, что обработку выполняют вращаемым электродом-щеткой в два этапа, на первом из которых электрод-щетку подключают к источнику низковольтного тока по схеме обратной полярности, при этом скорость подачи электрода-щетки регулируют путем поддержания силы тока между электродом-щеткой и металлической деталью начальной величины, а на втором этапе оставшуюся часть диэлектрического покрытия удаляют при подключении электрода-щетки по схеме прямой полярности, при этом скорость подачи электрода-щетки регулируют путем поддержания величины силы тока, соответствующей величине тока, протекающего в начале стабилизации его величины.
| Способ маркирования деталей из токопроводящих материалов | 1980 |
|
SU973271A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ПРОЦЕССА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОКРЫТИЯ | 1996 |
|
RU2119975C1 |
| Способ отделочной электроконтактной обработки | 1979 |
|
SU884926A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЗАЧИСТКИ ИЗДЕЛИЙ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА ЭЛЕКТРОДОМ-ЩЕТКОЙ | 2003 |
|
RU2241582C2 |
| US 4671848 A, 09.06.1987 | |||

