1
Изобретение относится к машиностроению и может найти применение при накоплении крупногабаритных деталей, преимуш,ественно в конвейерных линиях.
Известны накопители цилиндрических деталей, содержаш,ие загрузочный и приемный цепные транспортеры с захватами и многоярусный стеллаж с наклонными полками, на которых установлены качающиеся распределительные рычаги загрузки и выгрузки деталей 1.
Однако при работе с деталями большого веса и диаметра создается неблагоприятный режим работы приемного транспортера, что снижает надежность работы накопителя.
Удар при падении детали в захват транспортера может привести также к повреждению поверхности детали, например имеющегося на ней покрытия.
Цель изобретения - повышение надежности . работы накопителя, преимущественно для крупногабаритных деталей, например конвейерных роликов.
Цель достигается тем, что накопитель снабжен закрепленными на полках подпружиненными двуплечими рычагами, одно плечо которых предназначено для фиксации распределительного рычага выгрузки деталей, а другое является продолжением полки и предназначено для подачи деталей в захваты приемного цепного транспортера.
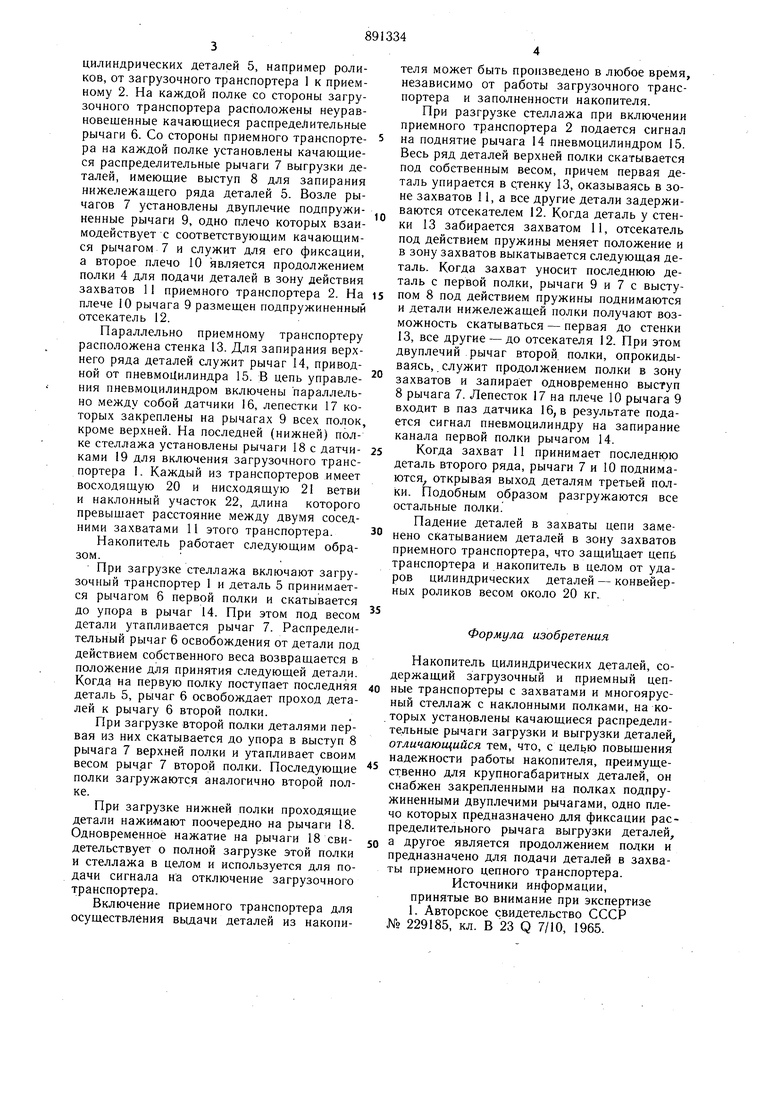
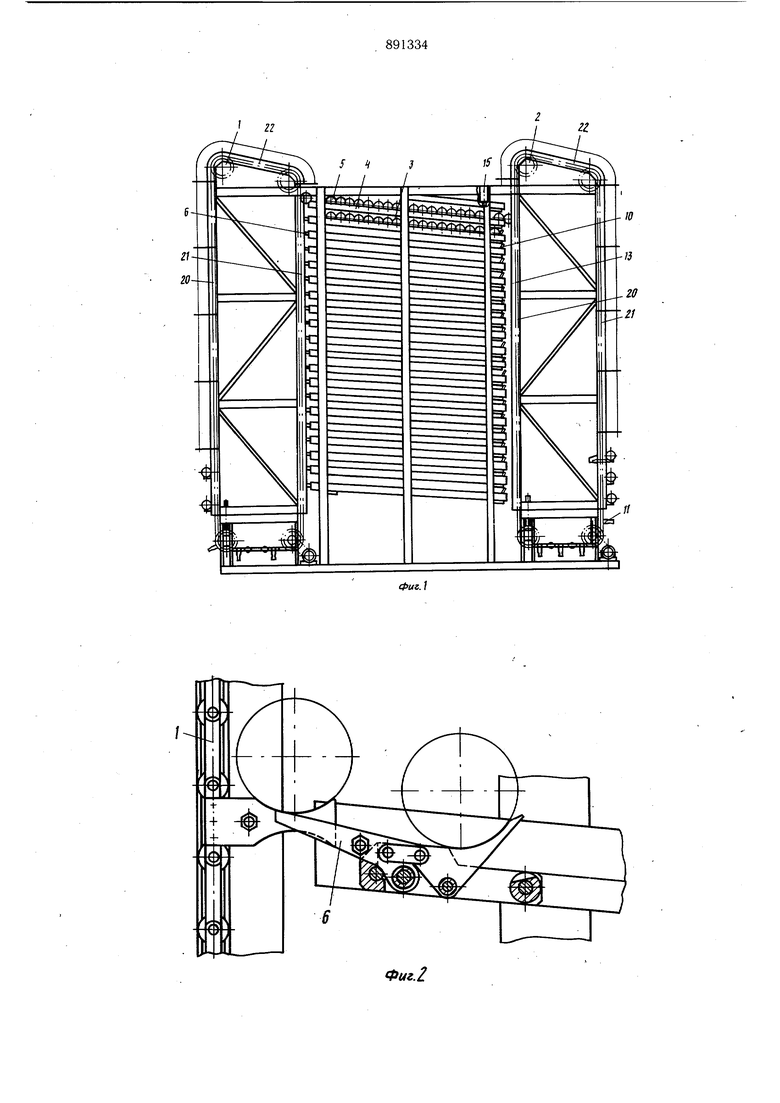
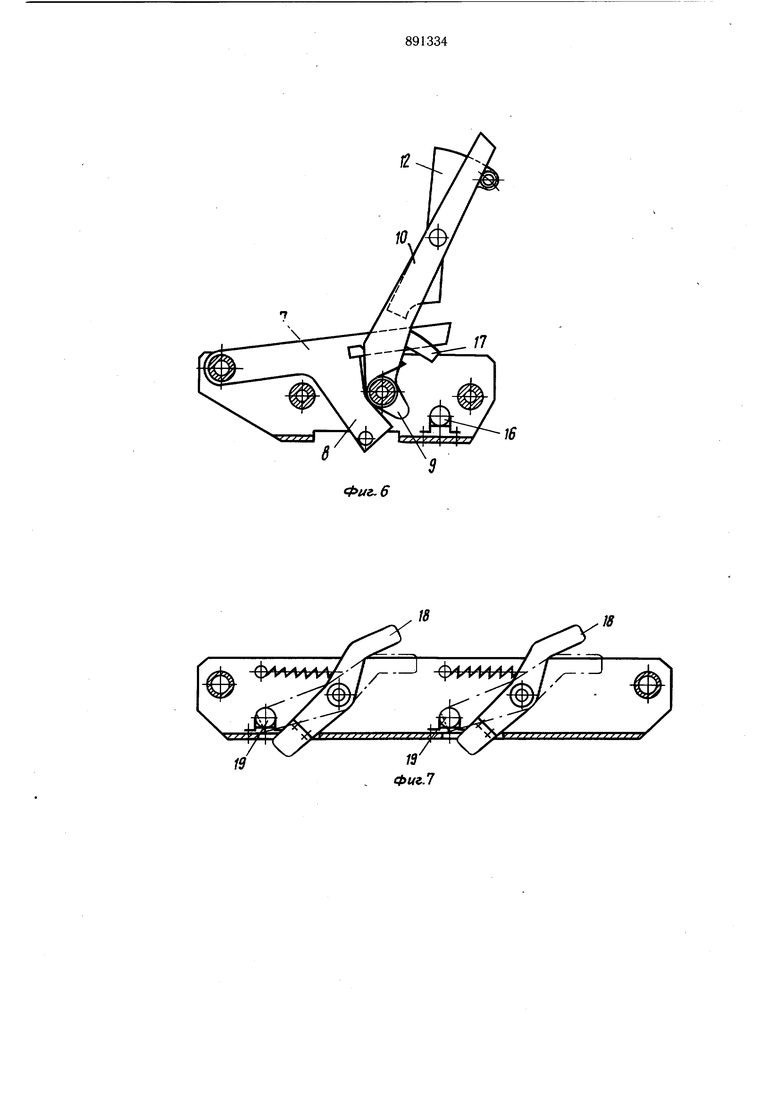
На фиг. 1 изображен накопитель цилиндрических деталей, общий вид; на фиг. 2 - качающийся распределительный рычаг в момент приема деталей с загрузочного транспортера; на фиг. 3 - то же, в момент загрузки деталей на полки; на фиг. 4 - качающийся распределительный рычаг выгрузки
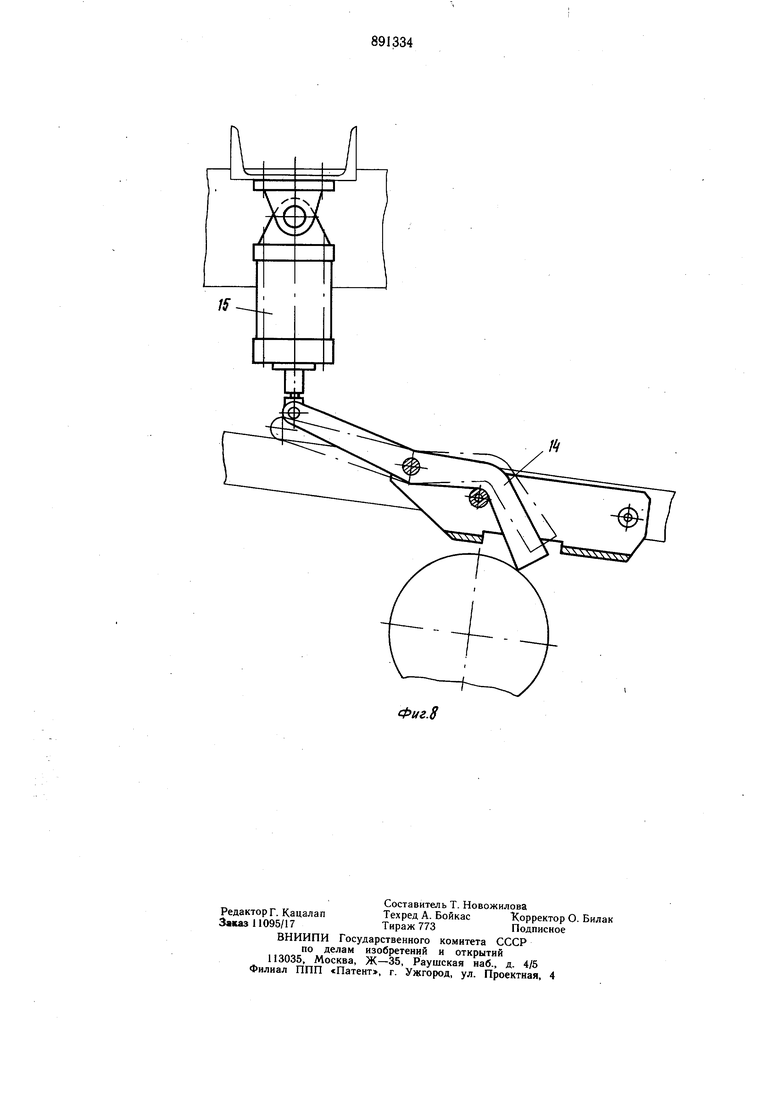
10 деталей и двуплечий подпружиненный рычаг в момент разгрузки полки; на фиг. 5 - то же, в момент загрузки полки; на фиг. 6 - то же, после разгрузки полки;, на фиг. 7 - рычаги и датчики, управляющие работой накопителя; на фиг. 8-пневмоцилиндр в
15 момент запирания верхнего ряда цилиндрических деталей.
Накопитель состоит из двух установленных вертикально цепных транспортеров - загрузочного 1 и приемного 2, а также мно20гоярусного стеллажа 3, размещенного между транспортерами. Стеллажи 3 имеют полки 4, установленные с наклоном для подачи цилиндрических деталей 5, например роликов, от загрузочного транспортера 1 к приемному 2. На каждой полке со стороны загрузочного транспортера расположены неуравновешенные качающиеся распределительные рычаги 6. Со стороны приемного транспортера на каждой полке установлены качающиеся распределительные рычаги 7 выгрузки деталей, имеющие выступ 8 для запирания нижележащего ряда деталей 5. Возле рычагов 7 установлены двуплечие подпружиненные рычаги 9, одно плечо которых взаимодействует с соответствующим качающимся рычагом 7 и служит для его фиксации, а второе плечо 10 является продолжением полки 4 для подачи деталей в зону действия захватов 11 приемного транспортера 2. На плече 10 рычага 9 размещен подпружиненный отсекатель 12. Параллельно приемному транспортеру расположена стенка 13. Для запирания верхнего ряда деталей служит рычаг 14, приводной от пневмоЦилиндра 15. В цепь управления пневмоцилиндром включены параллельно между собой датчики 16, лепестки 17 которых закреплены на рычагах 9 всех полок, кроме верхней. На последней (нижней) полке стеллажа установлены рычаги 18 с датчиками 19 для включения загрузочного транспортера 1. Каждый из транспортеров имеет восходящую 20 и нисходящую 21 ветви и наклонный участок 22, длина которого превыщает расстояние между двумя соседними захватами 11 этого транспортера. Накопитель работает следующим образом. При загрузке стеллажа включают загрузочный транспортер 1 и деталь 5 принимается рычагом 6 первой полки и скатывается до упора в рычаг 14. При этом под весом детали утапливается рычаг 7. Распределительный рычаг б освобождения от детали под действием собственного веса возвращается в положение для принятия следующей детали. Когда на первую полку поступает последняя деталь 5, рычаг 6 освобождает проход деталей к рычагу 6 второй полки. При загрузке второй полки деталями первая из них скатывается до упора в выступ 8 рычага 7 верхней полки и утапливает своим весом рычаг 7 второй полки. Последующие полки загружаются аналогично второй полке. При загрузке нижней полки проходящие детали нажи-мают поочередно на рычаги 18. Одновременное нажатие на рычаги 18 свидетельствует о полной загрузке этой полки и стеллажа в целом и используется для подачи сигнала на отключение загрузочного транспортера. Включение приемного транспортера для осуществления выдачи деталей из накопителя может быть произведено в любое время, независимо от работы загрузочного транспортера и заполненности накопителя. При разгрузке стеллажа при включении приемного транспортера 2 подается сигнал на поднятие рычага 14 пневмоцилиндром 15. Весь ряд деталей верхней полки скатывается под собственным весом, причем первая деталь упирается в стенку 13, оказываясь в зоне захватов 11, а все другие детали задерживаются отсекателем 12. Когда деталь у стенки 13 забирается захватом 11, отсекатель под действием пружины меняет положение и в зону захватов выкатывается следующая деталь. Когда захват уносит последнюю деталь с первой полки, рычаги 9 и 7 с выступом 8 под действием пружины поднимаются и детали нижележащей полки получают возможность скатываться - первая до стенки 13, все другие - до отсекателя 12. При этом двуплечий рычаг второй полки, опрокидываясь, служит продолжением полки в зону захватов и запирает одновременно выступ 8 рычага 7. Лепесток 17 на плече 10 рычага 9 входит в паз датчика 16, в результате подается сигнал пневмоцилиндру на запирание канала первой полки рычагом 14. Когда захват 11 принимает последнкэю деталь второго ряда, рычаги 7 и 10 поднимаются, открывая выход деталям третьей полКи. Подобным образом разгружаются все остальные полки. Падение деталей в захваты цепи заменено скатыванием деталей в зону захватов приемного транспортера, что защищает цепь транспортера и накопитель в целом от ударов цилиндрических деталей - конвейерных роликов весом около 20 кг. Формула изобретения Накопитель цилиндрических деталей, содержащий загрузочный и приемный цепные транспортеры с захватами и многоярусный стеллаж с наклонными полками, на которых установлены качающиеся распределительные рычаги загрузки и выгрузки деталей отличающийся тем, что, с целью повыщения надежности работы накопителя, преимущественно для крупногабаритных деталей, он снабжен закрепленными на полках подпружиненными двуплечими рычагами, одно плечо которых предназначено для фиксации распределительного рычага выгрузки деталей, а другое является продолжением полки и предназначено для подачи деталей в захваты приемного цепного транспортера. Источники информации, принятые во внимание при экспертизе 1. Авторское с.видетельство СССР № 229185, кл. В 23 Q 7/10, 1965.
llO
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU381497A1 |
| Межоперационный склад цилиндричес-КиХ издЕлий | 1979 |
|
SU821327A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Печь термообработки цилиндрических деталей | 1989 |
|
SU1733885A1 |
| Устройство для загрузки деталей | 1991 |
|
SU1802779A3 |
| Загрузочно-разгрузочное устройство | 1982 |
|
SU1013198A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
Фиг. 6
И
