1
Изобретение относится к окончательной обработке деталей и может быть использовано нри доводке цилиндрически.х поверхностей.
Известно устройство для доводки цилиндрических новерхностей, содержандее станину, несущую шпиндель изделия с приводом его вращения и установленный с возможностью возвратно-ноступательного перемегцения инструментальный щниндель, нри этом на щпинделе изделия установлен карданный парнир самоустановки патрона для крепления детали, а на инструментальном шпинделе закреплен тарированный чувствительный элемент 1.
Однако известное устройство не обеспечивает постоянную соосность обрабатываемого отверстия и инструментальной головки, что не позволяет получить детали с отклонениями от цилиндричности обработанных отверстий меньще 0,001 мм.
Цель изобретения - новыи еиие точности обработки.
Поставленная цель достигается тем, что устройство снабжено дополнительным карданным щарниром самоустановки инструмента, установлены на инструментальном гнгп-1пделе.
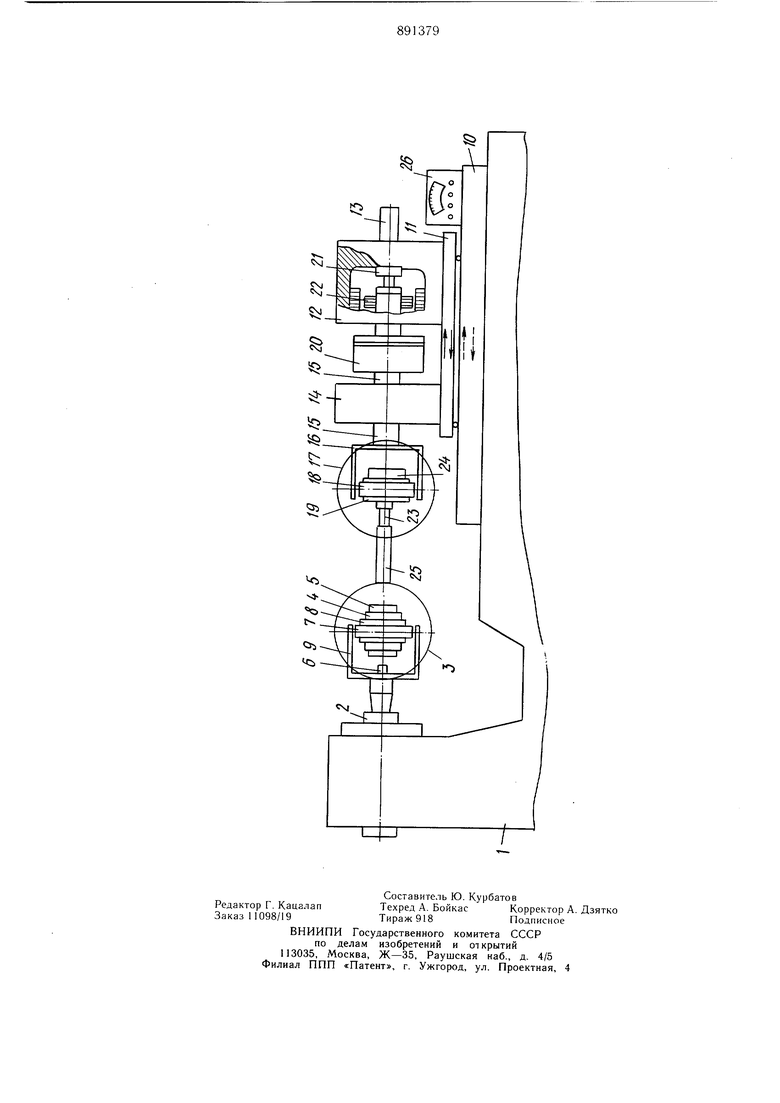
На чертеже показано предлагае.мое устройство.
Устройство состоит из станины 1, несущей щниндель изделия 2, на котором установлены с возможностью самоустановки при помощи карданного узла 3 патрон 4 для крепления обрабатывае.мой детали 5 и регулируемый упар 6. Карданный узел 3 состоит из наружной 7 и внутренней 8 рам.
Наружная ра.ма 7 крепится к шпинделю изделия 2 через вилку 9. а на внутренней раме 8 установлен патрон 4. Каретка 10 имеет возможность регулированного перемещения вдоль оси щпинделя изделия 2 на станине 1. На каретке 10 расположены салазки 11 с .механиз.мом их возвратно-посту, нательного перемещения (не показан) относительно каретки 10 вдоль оси шпинделя изделия 2. На салазках 1 1 установлен корпус 12 с поводком 13 и бабкой 14, несущей инструментальный шпиндель 15, на конце которого, обращенном к карданному узлу, смонтирована вилка 16, несущая узел само20установки инструмента, выполненный в виде дополнительного карданного узла 17, состоящего из наружной 18 и внутренней 19 рам. Геометрический центр карданного узла 17 расположен на оси вращения шпинделя изделия 2. С противоположной сторопы инструментального шпинделя 15 насажена электромагнитная муфта 20, соединяюнлая через тарированный упругий элемент 21, например пружину нли торсион, ее с корпусом 12. На стыке электромагнитной муфты 20 и тарированного упругого элемента 21 установлен чувствительный элемент 22, который с одной стороны, жестко связан с электромагнитной муфтой 20 и упругим элементом 21, а с другой - с кориусом 12. На внутренней раме 19 укренлена конусная оправка 23 с нротивовесом 24, ось симметрии которых проходит через геометрический центр карданного узла 17. На конусной оправке 23 насажен разжимной притир 25. Управление работой устройства ведется с пульта 26, установленного на каретке 10. Устройство работает следуюш.им образом. При поступательном перемещении каретки 10 относительно станины 1 вдоль оси шгп-1нде.тя изделия 2 разжимной притир 25 вводится в обрабатываемое отверстие детали 5, которая закреплена в патроне 4 карданного узла 3 и получает вращение от шпин деля изделия 2. Включается .механизм возвратно-ноступательного движения, который передает движение через иоводок 13 корпуса 12 са.тазкам 1 1 с инстру.ментальны.м шпинделем 15. Притир 25 coBepiuaeT возвратнопоступательное движение и неремещается но конуоюй оправке 23 при соприкосновении с упором 6, который в процессе работы может выдвигаться на требуемую величину для разжима нритира. В процессе доводки обрабатываемо|-о отверстия производится передача момепта силы резания, возникающей при детали 5 относительно притира 25, через 20, ос ществляющую связь карданным узлом 17 с притиром 25 и тарированным упруги.м элементом 21, исключающим возможность вращения инстру.ментального шпинделя 15 вокруг своей оси. При это.м тарированный упругий элемент 21 скручивается, что фиксируется чувствительны.м элементо.м 22, сигнал с которого передается на нульт 26 унравления. По достижении максимально допустимого значения .момента резания для данного режи.ма обработки передается команда на .муфту 20, которая разъединяет инструментальный щпиндель 15 и тарированный упругий элемент 21, связанный с корпусом 12, давая инстру.ментальному шпинделю 15 возможность вращаться вместе с обрабатываемой деталью 5. Одновременно подается команда на выключение механизма возвратнопоступательного движения салазок 11. Процесс доводки прерывается, притир 25 вращается вместе с обрабатываемой деталью 5, исключается возможность задиров обрабатываемой поверхности. Таким образом, связь, осуществляемая через муфту 20, тарированный упругий элемент 21, чувствительный элемент 22 и муфту 20, исключает процесс доводки с моментом резания, больщим допустимого значения, и способствует стабильности процесса во времени. Карданный узел 17 устройства может быть снабжен дополнительным притиром, позволяющим быстро переходить к обработке отверстия другого диаметра детали при изменении ее расположения в кардане, т. е. развороте карданного узла на 180°. Изобретение позволяет также производить доводку наружных цилиндрических поверхностей, применяя в качестве притира зажимное кольцо. Наличие двух карданных узлов позволяет исключить влияние несоосности шпинделя, передающего вращение на деталь, и инструментального шпинделя. Изобретение позволяет получать детали с отклонения.ми от цилиндричности отверстия порядка 0,0001-0,0003 мм. Формула изобретения Устройство для доводки цилиндрических юверхностей, содержащее станину, несущую щпиндель изделия с приводо.м его вращения и установленный с возможностью возвратно-поступательного пере.мещения инструментальный шпиндель, при этом на шпинделе изделия установлен карданный шарнир самоустановки патрона для крепления детали, а на инструментальном щпинделе закреплен тарированный чувствительный элемент, отличающееся тем, что, с целью повышения точности обработки, устройство снабжено дополнительным карданным шарниром самоустановки инструмента, установленным на инстру.ментально.м шпинделе. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 300303, кл. В 24 В 33/02, 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ДОВОДКИ ГЛУХИХ ОТВЕРСТИЙ | 1971 |
|
SU300303A1 |
| СТАНОК ДЛЯ ДОВОДКИ КОНИЧЕСКИХ ОТВЕРСТИЙ | 1973 |
|
SU396257A1 |
| СПОСОБ ДОВОДКИ СКВОЗНЫХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1631867A1 |
| Резьбонарезной автомат | 1972 |
|
SU593649A3 |
| Станок для доводки отверстий | 1983 |
|
SU1093512A1 |
| Шпиндельный узел | 1974 |
|
SU490581A1 |
| Способ обработки отверстий раздвижными абразивными инструментами и устройство для его осуществления | 1988 |
|
SU1593931A1 |
| Полуавтомат для доводки глухих отверстий | 1979 |
|
SU770762A2 |
| Полуавтомат для доводки глухих отверстий | 1983 |
|
SU1151433A1 |
| Многошпиндельный станок для доводки отверстий | 1960 |
|
SU142911A1 |