(54) УСТАНОВКА ДЛЯ АБРАЗИВО-СТРУЙНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
1
Изобретение относится к абразивной об работке и может быть использовано в приборостроении и радиотехнической промышленности.
Известна установка для абразиве - струйной обработки, содержащая установленные на станине многопозционную планшайбу, смонтированную на валу, связанном с механизмом поворота и имеющую в каждой позиции устройства для крепления и вращения обрабатываемых изделий, и неподвижные камеры с рабочими форсунками ,1. to
Однако известная установка не. позволяет производить гидроабразивную обработку, промывку и сущку изделий типа резисторов проволочных потенциометров, так как ее рабочие камеры не изолированы меж- 15 ду собой и образуют одну зону обработки изделия с общей системой сброса и циркуляции обрабатывающей среды, планщайба установки неподвижна в осевом направлении и не может смыкаться с рабочими каналами, цикл обработки изделия не автоматизирован; в позиции загрузки устройство для крепления изделия на планщайбе не прерывает своего вращения.
Цель изобретения - повыщение эффективности, автоматизация цикла, возможность отключения вращения изделия в позиции загрузки.
Поставленная цель достигается тем, что рабочие камеры выполнены изолированными между собой и снабжены автономными ваннами с независимыми системами циркуляции и сброса рабочих жидкостей, а план шайба снабжена механизмами перемещения в осевом направлении и фиксации после перемещения.
При этом механизм перемещения планщайбы в осевом направлении выполнен в виде пневмопривода, установленного на станине и связанного подпружиненным рычагом с валом планщайбы, причем последний выполнен телескопическим.
Кроме того, вал механизма поворота планщайбы снабжен командоаппаратом управляющим рабочими форсунками и пневмоприводом механизма перемещения.
При этом каждое устройство для крепления и вращения изделия имеет автономный привод, управляемый командоаппаратом.
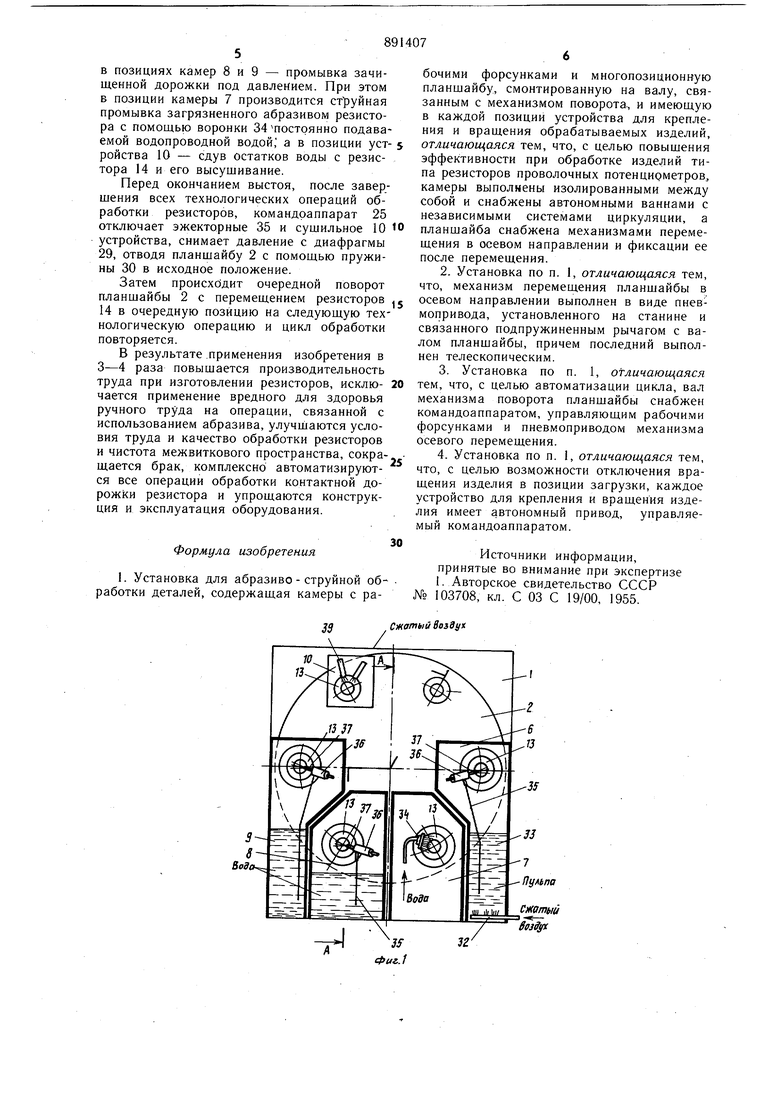
На фиг. 1 изображена схема предлагаемой установки; на фиг. 2 - разрез А-А на фиг. 1.
Установка содержит станину 1, на которой смонтированы поворотная планшайба 2, привод 3 периодического поворота планшайбы и управления установкой, привод 4 осевого перемещения планшайбы, фиксатор 5 планшайбы, камера 6 с ванной для гидроабразивной обработки резистора, камера 7 стрйной промывки резистора водой, камеры 8 и 9 с ванными для предварительной и чистовой промывки резисторов водой под давлением, устройство 10 для сушки резистора и элементы пневмоавтоматики для осуществления автоматического цикла работы.
Периодически поворачивающаяся планшайба 2 закреплена на горизонтальном валу 11, который может вращаться и поступательно перемещаться вдоль своей оси в подшипниках 12 станин 1. В шести позициях на поворотной планшайбе 2 установлены устройства 13 для закрепления и вращения резисторов 14, каждое из которых включает в себя электродвигатели 15 с редукторами и шпиндели 16 с цангами 17. Полый вал 11 планшайбы 2 снабжен телескопическим устройством 18 для сочленения с приводом 3 и токосъемнь1М устройством 19 со скользящими контактами для подачи напряжения на электродвигатели 15 с помощью проводов, проходящих через полый вал привода 3, телескопическое устройство 18 и полый вал 11.
Привод 3 периодического поворота планщайбы 2 и управления установкой расположен на станине 1 и содержит электродвигатель 20, редуктор 21, цепную передачу 22, распределительный вал 23 с кулаком 24 управления фиксацией планшайбы, находящимся в составе командаппарата 25 управления пневмосхемой, мальтийский механизм 26, водило которого установлено на валу 23, и зубчатую пару 27.
Привод 4 осевого перемещения планшайбы 2, управляемый от кулака 28 командаппарата 25, установлен на станине 1 и включает в себя пневмодиафрагму 29, воздействующую на подпружиненный пружиной 30 рычаг 31. Камеры 6-9, сушильное устройство 10 и загрузочное окно установки расположены вокруг планшайбы 2 в шести позициях, соответствующих шести позициям расположения на планшайбе 2 устройств 13 крепления и вращения резисторов 14, благодаря чему одно из устройств 13 находится против загрузочного окна и загружается (разгружается) обрабатываемым резистором, а остальные устройства 13 находятся в рабочих позициях против камер 6-9 и устройства 10.
Ванна камеры 6 гидроабразивной обработки заполняется гидроабразивной пульпой (взвесью абразива в воде) и оснащена воздушным барботером (перемешивателем)
32 для перемешивания пульпы 33. Камера 7 оснащена воронкой 34 для струйной промывки резистора водопроводной водой. Камеры
8и 9 для промывки под давлением имеют устройства для рециркуляции воды. Камеры
6, 8 и 9 снабжены газоструйными эжекторными устройствами 35, оснащенными форсунками 36 с рабочими соплами 37 для подачи обрабатывающей жидкости на резисторы 14.
Полости камер 6-9 закрыты от разбрызгивания рабочей жидкости наружу, но имеют окна 38 со стороны планщайбы, через которые осуществляется обработка резистора 14 при помощи форсунок 36 и рабочих сопел 37. Полости камер находятся под
атмосферным давлением.
Сущильное устройство 10 состоит из форсунок 39 с соплами для подачи струи сжатого воздуха на резистор 14. Эжекторные 35 и сушильное 10 устройства питаютсяч от сети сжатого воздуха ( Р 4 ати) с
автоматическим управлением от путевых переключателей командоаппарата 25 через электропневмозолотники.
Установка работает следующим образом.
При включении электродвигателя 20 осуществляется вращение распределительного вала 23 через редуктор 21, цепную передачу 22, а следовательно, периодические повороты планщайбы 2 от мальтийского механизма 26, перемежаемые выстоями.
В начале каждого выстоя командоаппарат 25 распредвала 23 через электропневмозолотники дает команду на осевое перемещение планщайбы 2 от пневмодиарагмы 29 через рычаг 31 против пружины 30. В результате этого перемещения планшайба 2
плотно примыкает к плоскостям камер 6-
9с окнами 38, надвигается на неподвижный фиксатор 5, рабочие гнезда планшайбы с устройствами 13 для крепления и вращения резисторов 14 подводятся к окнам 38 камер
6-9 и сущильному устройству 10, после чего командоаппарат 25 включает через электропневмозолотники эжекторные 35 и сущильное 10 устройства.
Одновременно в момент выстоя планшайбы в ее свободной позиции производятся ручной съем ранее обработанного и установка очередного резистора 14 в цангу 17 шпинделя 16, приводимЪго от электродвигателя 15 и останавливаемого в позиции загрузки кулаком командоаппарата 25 через путевой переключатель. В продолжение всего выстоя планшайбы 2 эжекторные устройства. 35 обеспечивают подачу струи рабочей жидкости под давлением из ванн камер 6,8,9 на контактные дорожки вращающихся резисторов 14, установленных в цанги во
время предыдущих выстоев на соответствующих свободных позициях, благодаря чему происходят в позиции камеры 6 - гидроабразивная зачистка контактной дорожки, в позициях камер 8 и 9 - промывка зачищенной дорожки под давлением. При этом в позиции камеры 7 производится струйная промывка загрязненного абразивом резистора с помощью воронки 34 постоянно подаваемой водопроводной водой; а в позиции устройства 10 - сдув остатков воды с резистора 14 и его высущивание. Перед окончанием выстоя, после заверщения всех технологических операций обработки резисторов, командраппарат 25 отключает эжекторные 35 и сущильное 10 устройства, снимает давление с диафрагмы 29, отводя планщайбу 2 с помощью пружины 30 в исходное положение. Затем происходит очередной поворот планщайбы 2 с перемещением резисторов 14 в очередную позицию на следующую технологическую операцию и цикл обработки повторяется. В результате .применения изобретения в 3-4 раза повыщается производительность труда при изготовлении резисторов, исключается применение вредного для здоровья ручного труда на операции, связанной с использованием абразива, улучЩаются условия труда и качество обработки резисторов и чистота межвиткового пространства, сокращается брак, комплексно автоматизируются все операции обработки контактной дорожки резистора и упрощаются конструкция и эксплуатация оборудования. Формула изобретения I. Установка для абразиве - струйной обработки деталей, содержащая камеры с раCjKfffuu возЗух
Снятый
П бочими форсунками и многопозиционную планщайбу, смонтированную на валу, связанным с механизмом поворота., и имеющую в каждой позиции устройства для крепления и вращения обрабатываемых изделий, отличающаяся тем, что, с целью повыщения эффективности при обработке изделий типа резисторов проволочных потенциометров, камеры выполнены изолированными между собой и снабжены автономными ваннами с независимыми системами циркуляции, а планщайба снабжена механизмами переме щения Б осевом направлении и фиксации ее после перемещения. 2.Установка по п. 1, отличающаяся тем, что, механизм перемещения планщайбы в осевом направлении выполнен в виде пневмопривода, установленного на станине и связанного подпружиненным рычагом с валом планщайбы, причем последний выполнен телескопическим. 3.Установка по п. 1, отличающаяся тем, что, с целью автоматизации цикла, вал механизма поворота планщайбы снабжен командоаппаратом, управляющим рабочими форсунками и пневмоприводом механизма осевого перемещения. 4. Установка по п. 1, отличающаяся тем, что, с целью возможности отключения вращения изделия в позиции загрузки, каждое устройство для крепления и вращения изделия имеет автономный привод, управляемый командоаппаратом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 103708, кл. С 03 С 19/00, 1955.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гидроабразивной обработки деталей | 1987 |
|
SU1440682A1 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| Устройство для обработки фасонного изделия | 1985 |
|
SU1271723A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ | 1966 |
|
SU180109A1 |
| Установка для гидроабразивной обработки | 1987 |
|
SU1495095A1 |
| Установка для художественной обработки изделий | 1985 |
|
SU1311917A1 |
| Станок для абразивной обработки торцов дисков | 1979 |
|
SU856762A1 |
| Станок для сборки узлов | 1979 |
|
SU941158A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2071409C1 |
| Устройство для полирования шариков из минерального сырья | 1986 |
|
SU1404285A1 |

