(54) УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ИЗДЕЛИЙ С ПОДАЮЩЕГО КОНВЕЙЕРА НА РАБОЧУЮ ПОЗИЦИЮ
1
Изобретение относится к промышленному транспорту, а именно к конвейерам с несинхронным перемещением изделий и с автоматической выдачей изделий на рабочую позицию по мере их расхода и обратно на конвейер, предназначенным для оснащения поточно-механизированных и автоматических линий сборки.
Известно устройство для подачи изделий с места их обработки на конвейер, выполненное в виде U-образного лотка, состоящего из двух частей, одна из которых неподвижная, а другая подвижная 1.
Недостатком данного устройства является ограниченность применения его технологических возможностей.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для передачи изделий с подающего конвейера на рабочую позицию и обратно, включающее установленные на станине перпендикулярно и ниже уровня подающего конвейера подъемные рамы с роликовым настилом и опорно-приемное приспособление 2.
И ОБРАТНО
Недостатком известного устройства является недостаточная производительность и сложность конструкции.
Цель изобретения - повыщение производительности и упрощение конструкции.
Поставленная цель достигается тем, что опорно-приемное приспособление выполнено в виде трехсекционного роликового конвейера с установленными на нем датчиками наличия изделий, при этом подъемные рамы с роликовым настилом установлены на станине шарнирно, а ролики настила установлены с возможностью свободного вращения. Кроме того, подъемные рамы снабжены подпружиненными собачками, размещенными в местах передачи изделий на подающий конвейер и опорно-приемное приспособление.
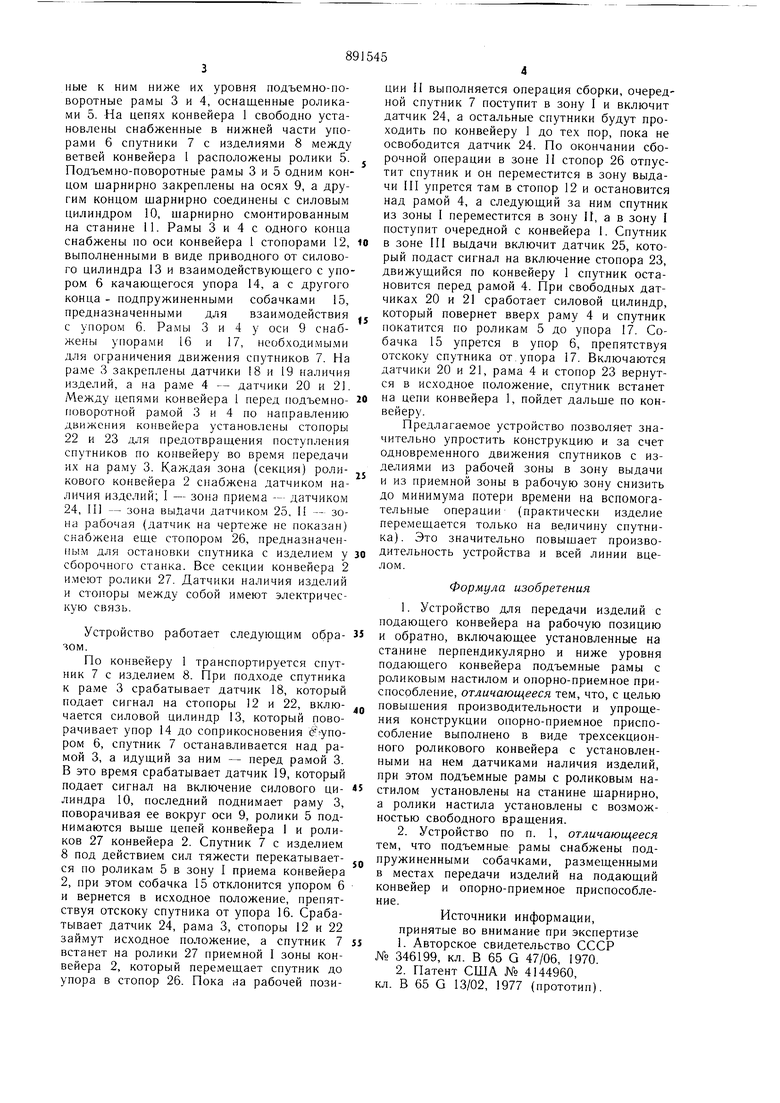
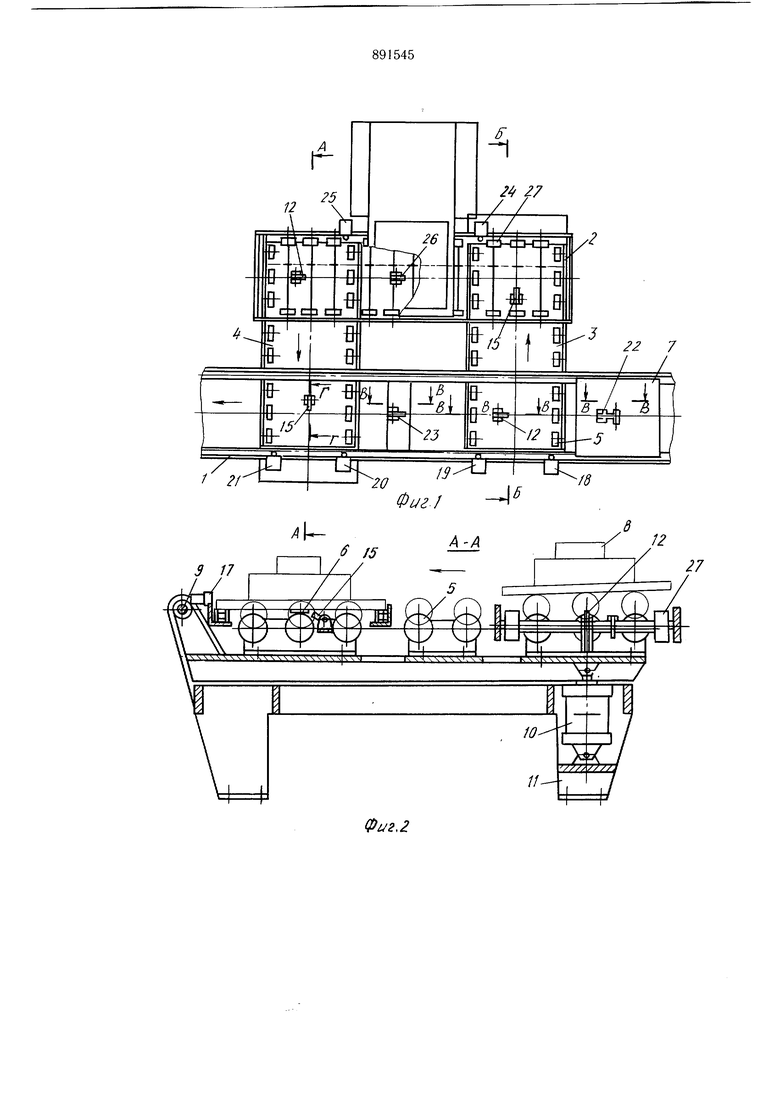
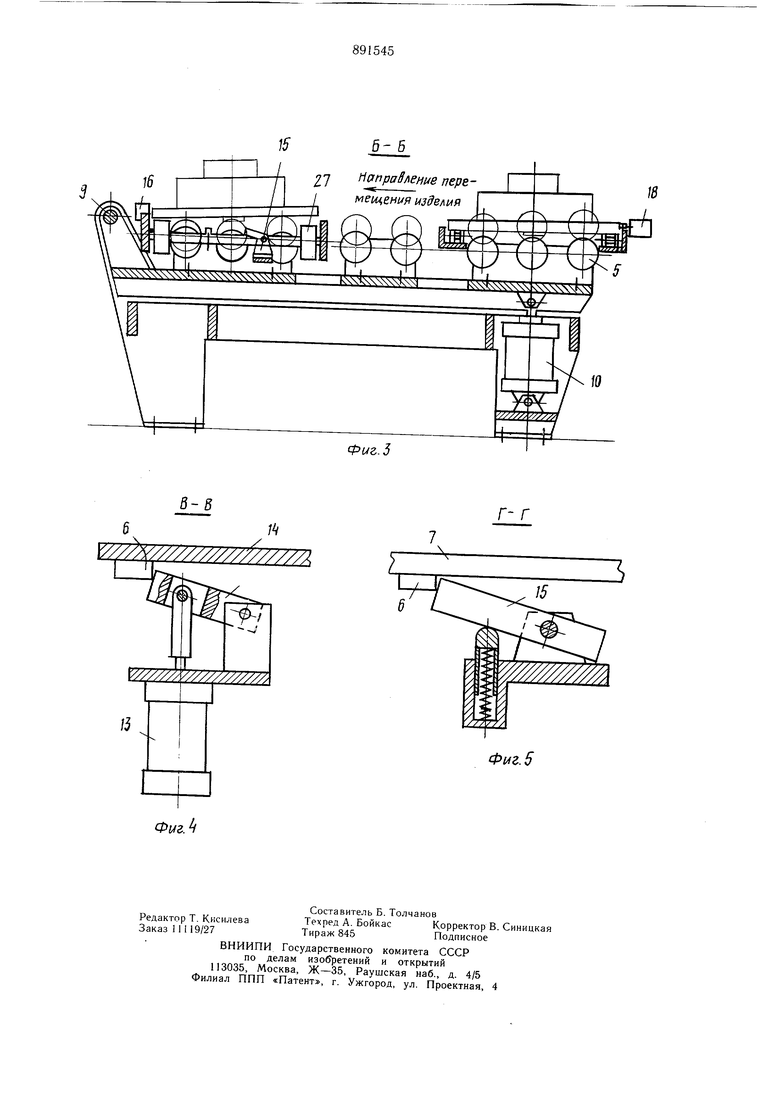
На фиг. 1 изображено описываемое устройство, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 1.
Устройство для передачи изделий с конвейера на рабочую позицию и обратно включает конвейер 1, роликовый трехсекционный конвейер 2 и перпендикулярно установленные к ним ниже их уровня подъемно-поворотные рамы 3 и 4, оснащенные роликами 5. На цепях конвейера 1 свободно установлены снабженные в нижней части упорами 6 спутники 7 с изделиями 8 между ветвей конвейера 1 расположены ролики 5. Подъемно-поворотные рамы 3 и 5 одним концом шарнирно закреплены на осях 9, а другим концом шарнирно соединены с силовым цилиндром 10, шарнирно смонтированным на станине 11. Рамы 3 и 4 с одного конца снабжены по оси конвейера 1 стопорами 12, выполненными в виде приводного от силового цилиндра 13 и взаимодействующего с упором 6 качающегося упора 14, а с другого конца - подпружиненными собачками 15, предназначенными для взаимодействия с упором 6. Рамы 3 и 4 у оси 9 снабжены упорами 16 и 17, необходимыми для ограничения движения спутников 7. На раме 3 закреплены датчики 18 и 19 наличия изделий, а на раме 4 - датчики 20 и 21. Между цепями конвейера 1 перед подъемноповоротной рамой 3 и 4 по направлению движения конвейера установлены стопоры 22 и 23 для предотвращения поступления спутников по конвейеру во время передачи их на раму 3. Каждая зона (секция) ролинового конвейера 2 снабжена датчиком наличия изделий; I - зона приема - датчиком 24, III - зона выдачи датчиком 25, II - зона рабочая (датчик на чертеже не показан) снабжена еще стопором 26, предназначенны.м для остановки спутника с изделием у сборочного станка. Все секции конвейера 2 имеют ролики 27. Датчики наличия изделий и стопоры между собой имеют электрическую связь.
Устройство работает следующим образом.
По конвейеру 1 транспортируется спутник 7 с изделием 8. При подходе спутника к ра.ме 3 срабатывает датчик 18, который подает сигнал на стопоры 12 и 22, включается силовой цилиндр 13, который поворачивает упор 14 до соприкосновения 6- упором 6, спутник 7 останавливается над рамой 3, а идущий за ним - перед рамой 3. В это время срабатывает датчик 19, который подает сигнал на включение силового цилиндра 10, последний поднимает раму 3, поворачивая ее вокруг оси 9, ролики 5 поднимаются выше цепей конвейера 1 и роликов 27 конвейера 2. Спутник 7 с изделием 8 под действием сил тяжести перекатывается по роликам 5 в зону I приема конвейера 2, при этом собачка 15 отклонится упором 6 и вернется в исходное положение, препятствуя отскоку спутника от упора 16. Срабатывает датчик 24, рама 3, стопоры 12 и 22 займут исходное положение, а спутник 7 встанет на ролики 27 приемной I зоны конвейера 2, который перемещает спутник до упора в стопор 26. Пока на рабочей позиции II выполняется операция сборки, очередной спутник 7 поступит в зону I и включит датчик 24, а остальные спутники будут проходить по конвейеру 1 до тех пор, пока не освободится датчик 24. По окончании сборочной операции в зоне II стопор 26 отпустит спутник и он переместится в зону выдачи III упрется там в стопор 12 и остановится над рамой 4, а следующий за ним спутник из зоны I переместится в зону II, а в зону I поступит очередной с конвейера 1. Спутник в зоне III выдачи включит датчик 25, который подаст сигнал на включение стопора 23, движущийся по конвейеру 1 спутник остановится перед рамой 4. При свободных датчиках 20 и 21 сработает силовой цилиндр, который повернет вверх раму 4 и спутник покатится по роликам 5 до упора 17. Собачка 15 упрется в упор 6, препятствуя отскоку спутника от, упора 17. Включаются датчики 20 и 21, рама 4 и стопор 23 вернутся в исходное положение, спутник встанет на цепи конвейера 1, пойдет дальще по конвейеру.
Предлагаемое устройство позволяет значительно упростить конструкцию и за счет одновременного движения спутников с изделиями из рабочей зоны в зону выдачи и из приемной зоны в рабочую зону снизить до минимума потери времени на вспомогательные операции (практически изделие перемещается только на величину спутника). Это значительно повыщает производительность устройства и всей линии вцелом.
Формула изобретения
1.Устройство для передачи изделий с подающего конвейера на рабочую позицию и обратно, включающее установленные на станине перпендикулярно и ниже уровня подающего конвейера подъемные рамы с роликовым настилом и опорно-приемное приспособление, отличающееся тем, что, с целью новыщения производительности и упрощения конструкции опорно-приемное приспособление выполнено в виде трехсекционного роликового конвейера с установленными на нем датчиками наличия изделий, при этом подъемные рамы с роликовым настилом установлены на станине щарнирно, а ролики настила установлены с возможностью свободного вращения.
2.Устройство по п. 1, отличающееся тем, что подъемные рамы снабжены подпружиненными собачками, размещенными в местах передачи изделий на подающий конвейер и опорно-приемное приспособление.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 346199, кл. В 65 G 47/06, 1970.
2.Патент США № 4144960,
кл. В 65 G 13/02, 1977 (прототип).
Фиг, 2 ;5 -/-, 2 у 5-6 НапраЗление переме1цения 1 зделий Фыг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Сборочная линия | 1983 |
|
SU1121127A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Линия для консервации мотковпРОВОлОКи | 1979 |
|
SU844094A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
| Устройство для накопления и выдачи штуч-НыХ гРузОВ | 1978 |
|
SU835892A1 |
| Установка для контроля герметичности полых изделий | 1986 |
|
SU1401308A1 |
| Устройство для выгрузки шпона из многоэтажных роликовых сушилок | 1980 |
|
SU950631A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |
в-В
X
У//////7/////////Л
крж
/J
Фиг.
Г- Г
J5
Фиг. 5
