(54) МОТАЛКА ДЛЯ НАМОТКИ ПРОКАТА С .НАТЯЖЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Моталка с укладчиком для мелкосортного проката | 1978 |
|
SU694244A1 |
| Система автоматического регулирования скорости и натяжения при намотке мелкосортного проката | 1980 |
|
SU940894A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Способ намотки мелкосортногопРОКАТА B буНТы | 1979 |
|
SU835559A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Моталка для мелкосортного проката | 1984 |
|
SU1196064A1 |
| Моталка | 1981 |
|
SU997898A2 |
| Способ регулирования скорости моталки проката | 1980 |
|
SU893289A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
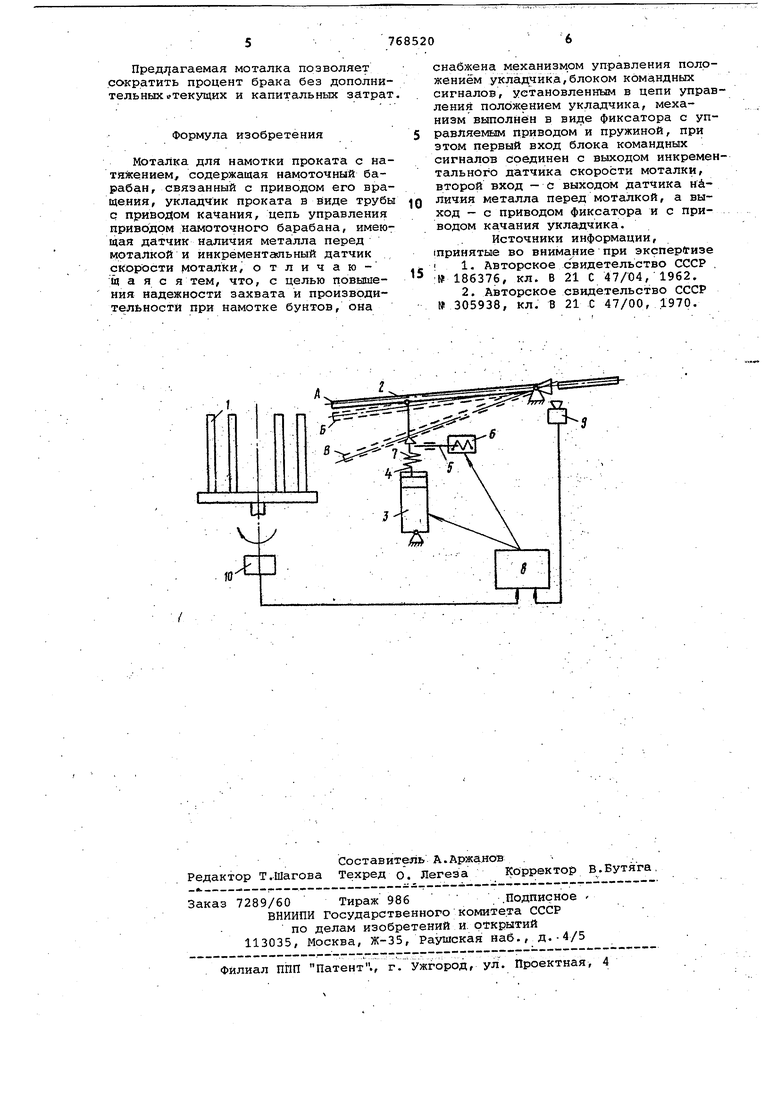
; 1 Изобретение относится к обработке металлов давлением и может быть использовано для намотки горячекатанной проволоки. , Известна моталка для намотки проката, содержащая приводной намоточный барабан, укладчик проката с приводом его качания Л Недостатками, известного устройства являются ненадежность завхата полосы на скорости прокатки, наличие отдельно лежащих витков большого диаметра, образующихся до начала намотки с на.тяжением, неполное заполнение нижней части намоточного барабана, так как бурт или штыри препятствуют укладке витков укладчиком в нижнем его положении, что приводит к образованию пустот в нижней части барабана и потере формы бурта после освобождения его из намоточной шпули. Известна также моталка для намотки проката с натяжением, содержащая намоточный барабан,связанный с приводом его вращения, укладчик проката в виде трубы с приводом качания, цепь управления приводом намоточного ба.рабана, имеющая датчикналичия металла перед моталкой и инкрементальный датчик скорости моталки Г2 . Недостатком такой .моталки явЛяется , что сверху намоточный барабан ограничен ребордойс приводом, который имеет малое быстродействие, а также необходимость подъёма или отвода реборды на значительное расстояние при съеме бурта после намотки . . - . Массивность реборды необходима для ограничения намоточного пространства сверху и для обеспечения работоспособности конструкции при больших р.аспорньзх усилиях со стороны наматываемого проката. При тг.кой конструкции моталки привод реборды должен быть также мощным и, следовательно, имеет большие габариты. В такой конструкции обеспечение высокого быстродействия и точности работыпривода при скорости прокатки 15-20 м/с затруднительно. Это снижает .надежность работы .моталки, приводит к несвоевременному срабатыванию механизма прижатий реборды и аварийным ситуациям. Необходимость различной величины хода реборды .и усилия прижатия при намотке различных профилеразмеров .прокатки с отличающимися механическими характеристиками усложняет настройку и эксплуатацию устройства и, в случае Неточности настройки, также может являться причиной аварийных ситуаций прк эахвате.. V Дйй йовышёййн на:дёжйдстй захвата и производительности при намотке бун : тов прёдлагаемая моталка снабжена ме хйййЗмдм управления положением уклад ийа Я блот-сбй команДйых сИгйаЛЬе, ус тановленным в цёпи унравления приводом намоточного барабана, механизм Йр5ШГёШШ П(5Ж)ЖёйИёМ укладчика выполнев в виде фиксатора с управляеNffinvi приводом и пружиной, при этомпе вый вход блсзка команднгзк Ьи1П ;алов со Щййен С выходом ийкрементального да чика скорости моталки, в-торой вход - t; выходомдатчика наличия металла . перед моталкой , а. выход - с приводом и с приводом качания ук- Ладчика. V.. - .- - Йа чертеже схематически изображена предлагаемая моталка. Она состоит из намоточного барабана 1, эыполненнС5го в видесегмен tfOB, укладчика проката в виде трубы 2 с приводом 3 качания. Шток 4 Привода 3 в крайнем верхнем положении А,взаимодействует с механизмом управ .Лёнйя положейием укладчика, выпол- ненНИМ в виде фиксатора-5, привода 6 его Перемещения и прУжины 7. Упpaв лёйие Приводом 6 пёремещёйийЙ&ЗЩёСТ ляётся от блока 8 командййх сигналов Вхрды которЬго соединены с датчиком йаййЧ:Гя МётаГЯЛа и инкрементальным датчиком 1,0 скорости привода моталки Устройство работйёт ;с:ЛёДУШГйй7 образом.. . До -подачи проката намоточный бара бан. 1 п1)ёОдй Ьй:- в°б вр-аИ -ейие;-При этом труба 2 и шток 4 укладчика нахо дятся в крайнем верхнем положеййи А, обеспечивающем прохождение проката над сегментами;, намрточного барабана, пружина7. нагружена привод б отключён и Фиксатор 5 удерживает тру бу в исходном положении. Полоса подается от клети к трубе укладчика. Датчик 9 наличия металла фиксирует момент прохождения переднего конца полосы в укладчик и сигнализирует об этом в блок 8 - командных сигналов, подготавливая команду .на включение .привода 6 перемещения фиксатора с Задержкой времени, достаточной для й1рохожДения металлом расстояния от установки датчика 9 до заданно Ре положения йад сегментами бараб айа 1. Код инкрёмёнтального датчика 10 скорости вращения барабана моталКй. сравнивается с кодом заданным и бйРйаЛизирует о моментах .времени, прокат находится над свободным flp5cfpaTHCTBOM Между сегментами бараЬана и, таким образом, возмржно попадение проката в зазор между сосёдйими сегментами. При первом же сигнале датчика 10, поступившем после подготбвКи команды на включение привода 6, блок командных сигналов включает привод перемещения фиксатора, а труба под действием пружины перемещается вйиз в положение Б так, что передний конец полосы попадает . в зазор между сегментами. Это положение трубы укладчика является .исходным для процесса упорядоченной укладки витков на барабан. В этом положении прокат продолжает двигаться вперед и одновре-. мейНо испытывает боковое воздействие следующего по ходу вращения барабана сегмента, в результате чего происходит изгиб полосы и ее защемление под действием сил натяжения между се ментами барабана. В дальнейшем укладчик перемещается вниз дО положения В, формируя первый слой Iбунта,,и возвращается в исходное пбложёйие В начала йамотки, наматСываУ второй слой. Процесс повторяется до Нс1моткй всего буйта,после чего по сигналу от датчика 9 об отсутствии .металла на входе в моталку блок командных .сигналов даёт комайду на привод укладчика и на привод перемещения фиксатора. При этом фиксатор устайавливается в по- . зйцию удержания трубы взаданном крайнем положении, а прив.од укладчика перейё1Цает; шток в крайнее верхнее положение и затем возвращает его в. й&ходноё п рлОжение начала намотки, нагружая пружину. Одновременно/бунт поднимается и убирается на транспортер, пОсЛё чего процесс.йамотки Повторяется. Расчет .технико-экономической эф ктивности внедрения изобретения на мелкосортномстане 250-6 завода Криворожсталь : 1Т.1Э75-1,0746) -90,52 24,5в5т..,. где - расход металла на 1 т . готового проката до вйёдрейия мероприятия; 1,074 - расход металла на 1 т roiOBoro проката подле внедрейия мероприятия; 679000 - годовой р.бъем производства проката (план ,1978 г. ), 90,52 - себестоимость 1 т аго: трйки, руб./т. затраты рабочей силы на внедрение: :1.0в.Э-12-0,693т2;0,78 ЭбН40,88|уБ., где 1,08 - коэффициент, на дополнительную за работнук) плату; 1,23 - коэффициент на премию по сетке ЧМ-2; 0,693 - часовой тариф слесаря 5 - . разряда .по .сетке ЧМ-2; 0,78 - часовой тариф слесаря 5 разряда по сетке ЧМ-2; 36 - время в часах на внедрение.. Итого экономия составит: 24585 - 141 24444 руб.
Пред;}агаемая моталка позволяет сократить процент брака без дополнительных текущих и капитальных затрат.
Формула изобретения
Моталка для намотки проката с натяжением, содержащая намоточный барабан, связанный с приводом его вращения, укладчик проката в виде трубы с приводом ка 1ания, цепь управления приводом намоточного барабана, имеющая датчик Наличия металла перед моталкой и инкрементаэтьный датчик скорости моталки, отличающ а я с я тем, что, с целью повышения надежности захвата и производительности при намотке бунтов, сна
снабжена механизмом управления положением укладчика,блоком командных сигналов, установленным в цепи управления положением укладчика, механизм вьшолнен в виде фиксатора с управЛяемБПУ приводом и пружиной, при этом первый вход блока командных сигналов соединен с выходом инкрементального датчика скорости моталки, второй вход - с выходом датчика нйличия металла перед моталкой, а вы0ход - с приводом фиксатора и с приводом качания укладчика.
Источники информации, (принятые во внимание при экспертизе 1. Авторское свидетельство СССР .
5 №186376, кл. В 21 С 47/04, 1962.
