Применение устройств к прошивным станам, обеспечивающих периодическую проншвку гильз, известно.
Предложенное устройство отличается от существующих тем, что, с целью обеспечения непрерывной npOHJHBKH гильз, применены две запорные станины, неодновременно зажимающие щтанги с оправкой и сблокированные между собой.
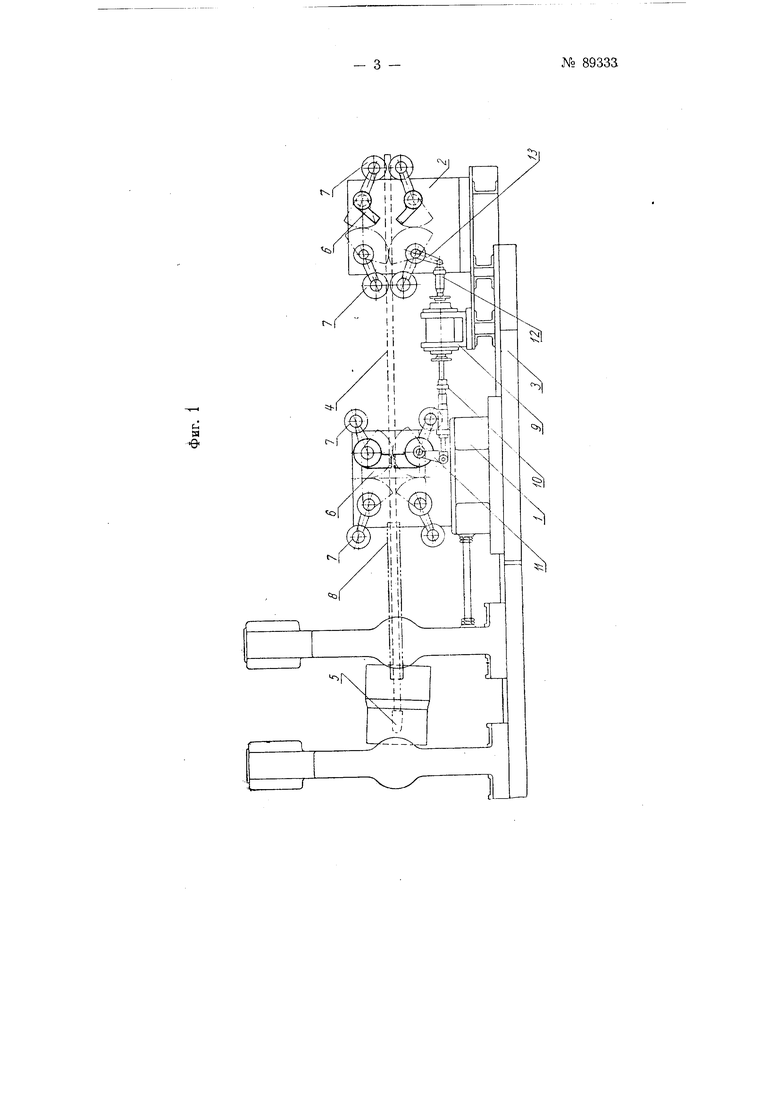
Па фиг. 1 и 2 схематически изображено предлагаемое устройство в двух положениях. Устройство состоит из двух запорных станин / и 2, укрепленных на общей станине 5 противного стана штанги 4 с оправкой 5.
В запорных станинах монтированы зажимы 6 в виде сегмента или шибера, дающие возможность при зажиме вращаться щтанге 4 и роликам 7 для передвижения гильзы 8 через запорные станины 7 и 2.
Вращение роликов осуществляется от электродвигателя через зубчатую передачу, не показанную на схеме. Развод щиберов или сегментов 6 и роликов 7 и их сближение может осуществляться от любого привода (пневматического, гидравлического, пружинного, электрического) через систему рычажной или зубчатой передачи.
На фиг. 1 показан пневматический и.чи гидравлический цилиндр 9, при номопш которого через рычаги Ю, 11, 12 и 13 производится развод зажимов и одновременное сближение роликов одной станины, а также одновременное сближение зажимов и развод роликов другой станины.
При прошивке гильзы зажимы первой станины закрыты (фиг. 1).
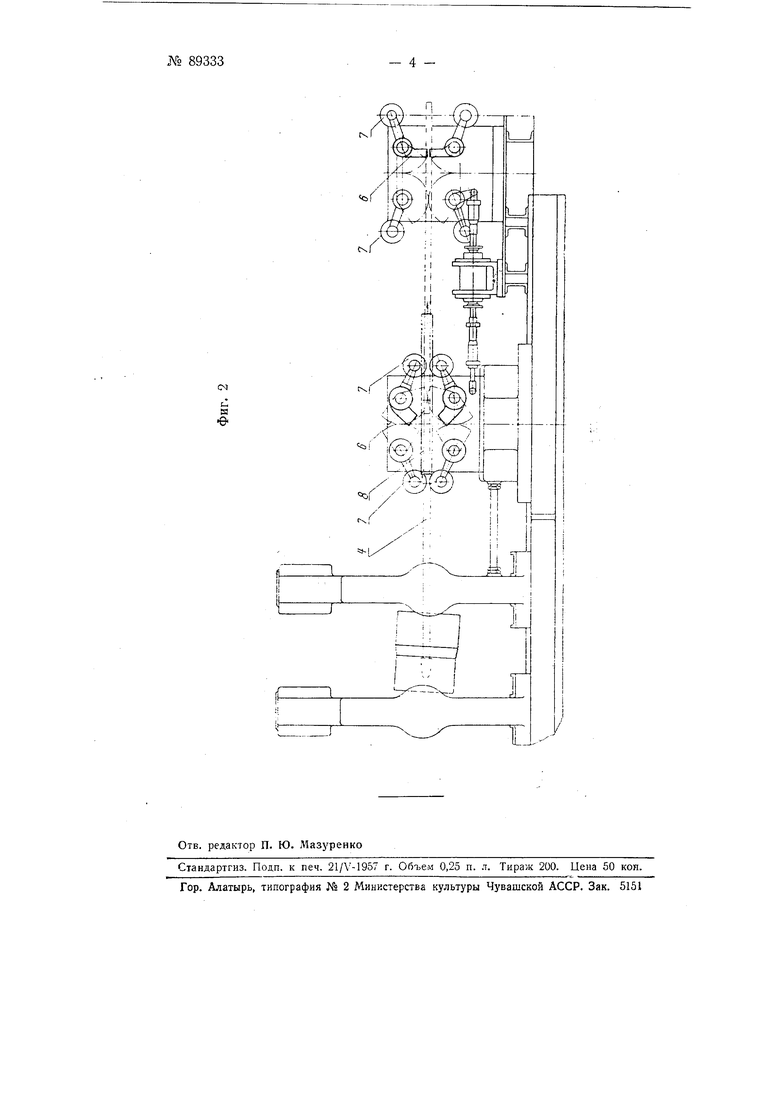
По окончании прошивки, зажимы первой станины разводятся, а ролики сближаются и своим вращением проталкивают гильзу до зажимов второй станины (фиг. 2).
После этого зажимы второй ста1ШНЫ разводятся и о.дновременно зажимы первой станины сближаются и зажимают штангу для прошивки новой гильзы. В это время первая гильза выбрасывается роликами второй станины для дальнейшей раскатки в трубу, и цикл повторяется.
Сближение зажимов и одновременный развод роликов сблокирован;, между собой, и их работа в одной станине сблокирована с работой другой станины.
Предмет изобретения
1.Устройство к прошивным станам, отличающееся тем, что, с целью непрерывной, следующей одна за другой, прощивки гильз, применены две запорные станины, неодновременно зажимающие штанги с оправкой и сблокированные между собой.
2.Форма выполнения по п. 1, отличающаяся тем, что для зажима штанги применяются зажимы сегментные или шиберные.
3.Форма выполнения по п. 1, отличающаяся тем, что для передвижения гильзы по ее оси
применяются вращающиеся ролики„ имеющие привод от электродвигателя.
4.Форма выполнения по п. 1, о т .я и ч а ю щ а я с я тем, что для 11аправле1П1Я гильзы и ее передачи на рольганги применяется штанга с оправкой, длина которой равна не менее двойной длины гильзы.
5.Форма выполнения по пп. 1, 2 и 3, отличающаяся тем, что развод и сближение зажимов и роликов осуществляется приводом пневматическим, или гидравлическим, или электрическим, или пружинным.
t-, я О
tM
С я
е
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к прошивным станам для непрерывной прошивки гильз | 1951 |
|
SU99149A2 |
| Устройство для установки оправки в стане | 1977 |
|
SU662172A1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Автоматический двухклетьевой трубопрокатный стан | 1960 |
|
SU132176A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Устройство для продольной прокатки цилиндрических изделий | 1975 |
|
SU602278A1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| В. И. ЗОЛОТОЕ, С. Е. Жердев, В. Ф. Кудимов,С. В. Мерекин, Н. В. Гайдуковский, А. Е. Муриков, Г. Н. Саваник,И. Г. Шибанов, И. В. Томас, М. Г. [Иейнберг, Е. П. Пиотрковскаяи И. М. Никифоров | 1967 |
|
SU205795A1 |