В ОСНОВНОМ авторском св11дсте:гьстве описано устройство к прошивным станам с неподвижным унорным стержнем, позволяющее производить непрерывную Г1роцн-1вку гильз на неподвижной оправке без остановок для уборки гильзы со стана. Устройство состоит из двух или большего количества запорных станин, на которых установлены занорные шиберы или сегменты и захватные роликн.
Предлагаемое устройство является дальнейшим развитием устройства по авт. св. № 89333 и позволяет производить непрерывную прошивку гильз на прошивных станах с вращающимся стержнем н обкатку труб на обкатных машинах установок с автоматическим станом. Это достигается тем, что запорные шиберы или сегменты укреплены на валах, которые опираются на подшипники, установленные во внутренней вращающейся обойме каждой запорной станины. Такая конструкция устройства обеспечивает
возможность вращения оправки с упорным стержнем.
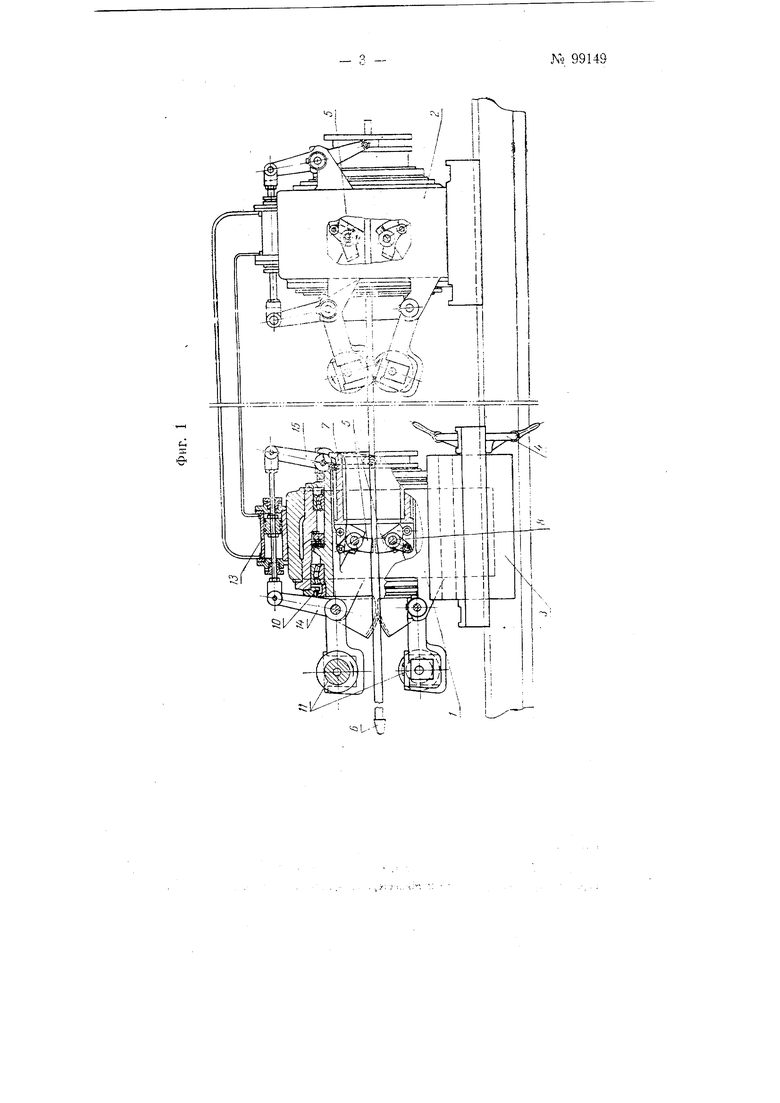
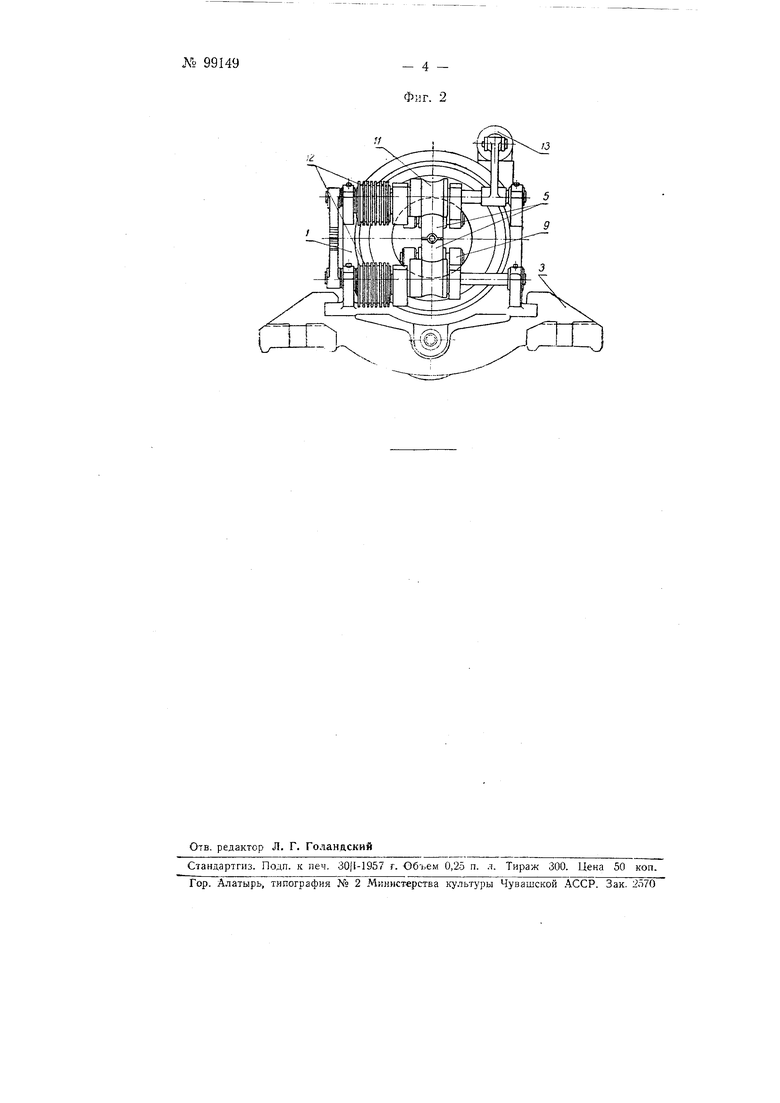
На фиг. 1 и 2 изображены две проекции предлагаемого устройства.
На плите прошивного стана устанавливаются две или более запорных станины / и 2. Станина / располагается на снециальной опоре 3, по которой она может передвигаться при настройке стана с помощью Н турвала 4.
В запорных станинах размеи1,еиы запорные шиберы нлн сегменты 5, позволяющие осуществлять прошивку гильз на вращающейся оправке 6. Сегменты 5 имеют форму криволинейного рычага, одно плечо которого служит в качестве упора, а второе шарннрно связано с втулкой 7. Сегменты 5 укреплены на валах 8, опирающихся на подшипники 9, установленные во внутренней обойме 10 каждой запорной станины. Благодаря этому при вращении правки 6 в процессе прошивки гильз будут вращаться и сегменты 5 вместе с обоймой 10. Для перемещения прокатанных
гильз между запорными станинами и далее за их пределц. служат нриводные захватные ролики 11, вращаемые индивидуальными электродвигателями 12. Запориые сегменты 5 и захватные ролики 11 устанавливаются в рабочее и нерабочее иоложение иосредетвом гидравлического или иневматического цилиндра 13 или же электропривода. Выходной шток цилиндра 13 одним своим концом сдвигает или раздвигает посредством рычага 14 захватные ролики И, а другим концом посредством рычага 15 перемещает втулку 7, которая передвигает сегменты 5.
Обе запорных станины сблокированы между собой таким образом, что когда на станине 1 удерживается стержень с оиравкои и происходит прошивка гильзы, из станины 2 выбрасывается ирошитая гильза.
Предмет и з о б р е т. е и и я
1.Устройство к прошивным станам для непрерывной пропи-шки гильз по авт. св. № 89333, olл и ч а ю щеес я тем, что, с целью создания возможности вращения оправки с упориым стержнем, запорные шибера или сегменты укреплены на валах, которые опираются на подшипники, установленные во внутренней вращающейся обойме каждой заиорной станины.
2.Применение устройства по п. 1 на обкатных машинах установок с автоматическим станом.
(
s. А
Хо 99149
- 4 - Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к прошивным станам | 1948 |
|
SU89333A1 |
| Способ производства труб с прошивкой заготовки на станах косой прокатки с последующей раскаткой в ДУО-станах | 1955 |
|
SU112909A1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
| Рабочая клеть короткооправочного стана винтовой прокатки | 1977 |
|
SU749464A1 |
| Автоматический двухклетьевой трубопрокатный стан | 1960 |
|
SU132176A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Четырехроликовый центрователь прошивных и обкатных станов трубопрокатного агрегата | 1961 |
|
SU144133A1 |