1
Изобретение относится к основному технологическому оборудованию по производству поверхностным пластическим деформированием деталей с точными сквозными отверстиями, а именно к устройствам для дорнования шариками отверстий деталей, преимущественно пластин цепей.
Основной задачей создания устройств для дорнования. шариками является обеспечение автоматической установки шариков в отверстия обрабатываемых деталей и ориентации деталей по их отверстиям относительно пуансона. .
Известно устройство для дорнования шариками отверстий.деталей, содержащее пуансон для проталкивания шариков, привод его возвратно-поступательного перемещения, трубчатый ма газин с шариками и средство для ориентации обрабатываемых деталей относительно пуансона.Магазин этого устройства имеет вертикальные входную и выходную концевые части fl
Однако в известном устройстве средство для ориентации обрабатываемых деталей относительно пуансона не может обеспечить высокое качество дорнования отверстий пластин цепей, так как не обеспечивает в-автоматическом режиме работы необходимую точность фиксации обрабатываемых пластин по их отверстиям относительно пуансона.
Цель изобретения- повышение качества дорнования путем обеспечения соосности пуансона.и отверстий пластин на позиции дорнования.
10
Указанная цель достигается тем, что средство для ориентации обрабатываемых деталей относительно пуансона выполнено в виде стола с соосным с пуансоном провальным от15верстием, направляющей для подачи и поперечной фиксации деталей и. элемента для продольной фиксации деталей по размещаемым в их отверстиях шарикам, направляющая установлена на
20 столе, входная часть трубчатого магазина смонтирована под столом соосно с его провальным отверстием, а выходная его часть размещена над направляющей.
25
При этом направляющая для подачи и поперечной фиксации деталей выполнена в виде лотка, концевая часть которого расположена выше стола.
Элемент, для продольной фиксации 30 деталей (пластин цепей) по размещаемым в их отверстиях шарикам выполнен в виде пластины, закрепленной на направляющей и имеющей паз со взаимодействующими с щариками направляющими поверхностями и наклонной к оси дорнования опорной поверхностью.
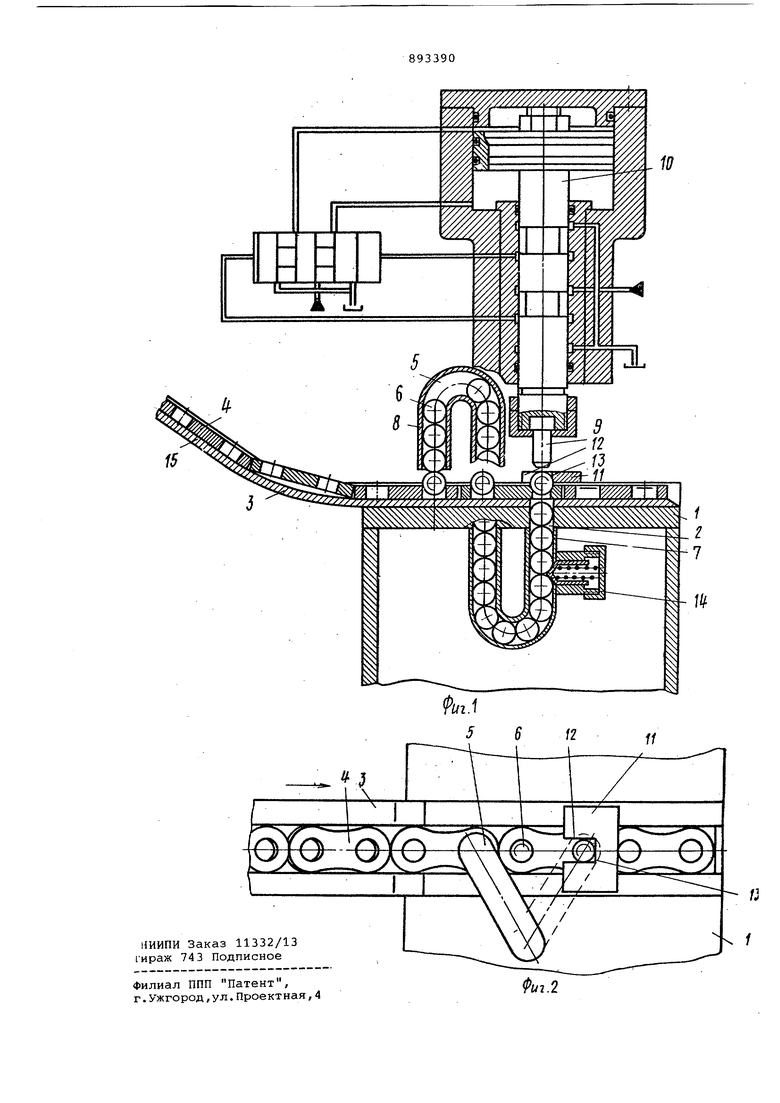
На фиг.1 изображено устройство для дорнования, продольный разрезJ на фиг.2 - то же, вид со стороны пуансона.
На столе 1 с продольным отверс-тием 2 установлен лоток 3, на котором размещены подлежащие дорнованию пластины 4. Трубчатый магазин 5, заполненный шариками б, имеет вертикальные входную часть 7, установленную под столом соосно с его провальным отверстием 2, и выходную часть 8, расположенную над лотком 3. Пуансон 9 имеет гидропривод 10 его вертикального возвратно-поступательного перемещения. На лотке 3 со стороны пуансона закреплена пластина 11 - элемент для продольной фиксации обрабатываемых деталей по размещенным в ихотверстия шарикам б. Он имеет паз, образованный двумя боковыми направляющими поверхностями 12 и наклонной к оси пуансона опорной поверхностью 13. На входной части 7 трубчатого магазина смонтирован подпружиненный отсекатель 14 шариков. Концевая часть 15 лотка 3 расположена вьлие поверхности стола 1.
Размещенные в лотке 3 обрабатываемые пластины 4 поступают под пуансон на позицию дорнования под действием собственного веса. При прохождении пластин поя выходной частью 8 трубчатого магазина шарики 6 подаются в отверстия пластин. Дальнейшее перемещение пластин 4 ограничивается пластиной 11-, наклонная опорная поверхность 13 которой-взаимодействует с шариком размещенным в отверстии обрабатываемой пластины. Под действием направляющих поверхностей 12 и опорной поверхности 13 шарик устанавливается под пуансоном 9, обеспечивая точную ориентацию обрабатываемой пластины.- Перемещением пуансона 9 вниз под действием гидропривода 10 осуществляется проталкивание шарика через отверстие обрабатываемой пластины в провальное отверстие 2 плиты 1 и во входную часть 7 трубчатого магазина. При этом все шарики магазина, преодолевая усилие отсекателя 14, смещаются к выходной части 8. Подъем пуансона освобождает обрабатываемые пластины, которые смещаются до упора очередного установленного .в отверстии пластины 4 шарика в опорную поверхность 13 пластины 11. Обработанные пластины 4 при этом смещаются по лотку 3 в направлеНИИ подачи, а отсекатель 14 препятствует подъему шариков во входной части магазина. .
Предлагаемое устройство благодаря точной ориентации обрабатываемых пластин цепей в зоне дорнования обеспечивает при оптимальном натяге дорнования точную геометрию отверстий пластин, высокую чистоту их поверхности и оптимальное упрочнение материала в зонах отверстий, что повышает предел выносливости пластин цепей на 25%. Высокое качество обработки отверстий пластин цепей на автоматах разработанных на основе предлагаемого изобретения, позволяет увеличить долговечность цепей в 1,3 раза.
Формула изобретения
1.Устройство для дорнования шариками отверстий деталей, например пластин цепей, содержащее пуансон с приводом его перемещения, трубчатый магазин с шариками и вертикальными входной и выходной концевыми частями и средство для ориентации обрабатываемых деталей относительно пуансона, отличающее с я тем, что, с целью повышения качества дорнования путем повышения точности ориентации деталей, средство для ориентации обрабатываемых деталей относительно пуансона выполнено в виде стола с соосным с пуансоном провальным отверстием, направляющей для подачи и поперечной фиксации деталей, установленной на столе, и элемента для продольной фиксации деталей по размещаемым в их отверстиях шарикам, при этом входная часть,трубчатого магазина установлена под столом соосно с его провальным отверстием, а . выходная часть размещена над направляющей .
2.Устройство по п.1, о т л и ча.ющееся тем, что. направляющая для подачи и поперечной фиксации деталей выполнена в виде лотка, концевая часть которого расположена выше стола.
3.Устройство-по П.1, о т л ичающееся тем, что элемент для продольной фиксации деталей по размещаемым в их отверстиях шарикам выполнен в виде пластины, закрепленной на направляющей и имеющей паз со взаимодействующими с шариками направляйщими поверхностями и наклонной к оси дорнования опорной поверхностью.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 349572, кл. В 24 В 39/02, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Автомат для сборки деталей типа вал-втулка | 1978 |
|
SU753584A1 |
| Многопозиционный сборочный автомат | 1984 |
|
SU1238934A1 |
| Устройство для калибровки отверстий деталей шариком | 1978 |
|
SU770604A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2005 |
|
RU2288831C1 |
| ПРИСПОСОБЛЕНИЕ К ПРЕССУ ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ ШАРИКАМИ | 1972 |
|
SU349572A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2210822C2 |