(54) СПОСОБ ЗАДАЧИ ПОЛОС В ФОРМОВОЧНЫЙ
АГРЕГАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формовки профилей высокой жесткости | 1982 |
|
SU1063503A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1998 |
|
RU2147956C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1999 |
|
RU2164185C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |
| Способ разделения движущейся полосы | 1991 |
|
SU1773596A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| РОЛИКОВОЕ ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО | 1992 |
|
RU2010639C1 |
| Способ производства профилей высокой жесткости | 1983 |
|
SU1142195A1 |
| Способ изготовления спиральношовных толстостенных гофрированных труб | 1991 |
|
SU1811933A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве гофрированных листов непрерывным способом.
Известен способ задачи полосы в формовочный агрегат, включающий разматывание ее из рулона, центрирование по оси агрегата перед формовкой гофров и обрезкой боковых кромок 1.
Недостаток известного способа - большой выход листов с повышенной серповидностью (искривлением в плоскости полосы). Такая полоса, проходя через формовочный агрегат, сохраняет после профилирования исходную серповидность, в результате чего концы отсортировывают в брак.
Цель изобретения - уменьшение«серповидности на концах гофрированных полос.
Указанная, цель достигается тем, что перед формовкой и обрезкой кромок серповидные концы смешают с продольной оси агрегата в сторону искривления конца на величину, равную удвоенной величине серповидности, замеренной на всем серповидном участке, а после прохождения серповидного участка полосу вновь центрируют по оси агрегата.
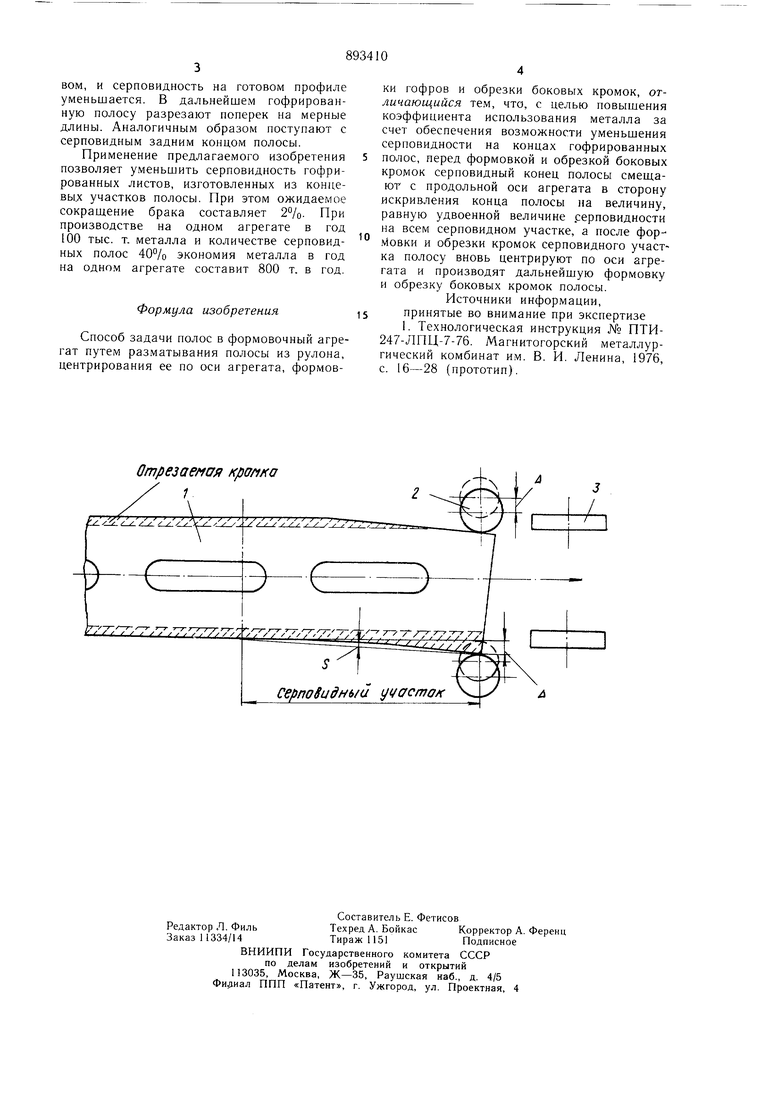
На чертеже изображено положение серповидного конца перед дисковыми ножницами для обрезки кромок, где передний конец серповидной полосы 1 с гофра.ми смещен вправо с оси агрегата (в сторону искривления) с по.мощью центрирующих роликов 2
5 на величину Д 2S перед входом его в дисковые ножницы 3 для обрезки кромок (пунктиром показано исходное положение центрирующих роликов).
Полосу, предназначенную для профили... рования, разматывают из рулона. Передний серповидный конец полосы подают к формовочной клети, перед которой определяют ее серповидность S - максимальное расстояние от изогнутой кромки полосы до прямой, проведенной через крайние точки
15 серповидного участка. Затем передний конец сдвигают в сторону его искривления (в данном случае - вправо) на величину А 2S и задают в формовочную клеть. По мере прохождения серповидного участка полосы ее сдвигают на ось агрегата. Аналогичные операции с передним концом осушествляют перед обрезкой кромок. В результате на правой кромке обрезь на серповидно.м участке полосы больше, чем на леBOM, и серповидность на готовом профиле уменьшается. В дальнейшем гофрированную полосу разрезают поперек на мерные длины. Аналогичным образом поступают с серповидным задним концом полосы. Применение предлагаемого изобретения позволяет уменьшить серповидность гофрированных листов, изготовленных из концевых участков полосы. При этом ожидаемое сокраш,ение брака составляет 2%. При производстве на одном агрегате в год 100 тыс. т. металла и количестве серповидных полос 40% экономия металла в год на одном агрегате составит 800 т. в год. Формула изобретения Способ задачи полос в формовочный агрегат путем разматывания полосы из рулона, центрирования ее по оси агрегата, формовОтрезаемая крапка ки гофров и обрезки боковых кромок, отличающийся тем, что, с целью повышения коэффициента использования металла за счет обеспечения возможности уменьшения серповидности на концах гофрированных полос, перед формовкой и обрезкой боковых кромок серповидный конец полосы смещают с продольной оси агрегата в сторону искривления конца полосы на величину, равную удвоенной величине .серповидности на всем серповидном участке, а после форМовки и обрезки кромок серповидного участка полосу вновь центрируют по оси агрегата и производят дальнейшую формовку и обрезку боковых кромок полосы. Источники информации, принятые во внимание при экспертизе 1. Технологическая инструкция № ПТИ247-ЛПЦ-7-76. Магнитогорский металлургический комбинат им. В. И. Ленина, 1976, с. 16-28 (прототип).
