(54) УПОР К НОЖНИЦАМ ДЛЯ РЕЗКИ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Упор к ножницам для резки проката | 1979 |
|
SU1006109A2 |
| Устройство для отмера длины отрезанной заготовки | 1988 |
|
SU1641604A1 |
| Упор | 1978 |
|
SU721260A1 |
| Упор | 1979 |
|
SU856692A2 |
| Устройство для резки непрерывно-движущегося проката | 1973 |
|
SU875727A1 |
| Устройство к ножницам для установки длины отрезаемых заготовок | 1983 |
|
SU1119793A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВИКЕЛЕЙ | 1992 |
|
RU2021126C1 |
| Устройство к ножницам для установки длины отрезаемых заготовок | 1990 |
|
SU1761391A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| Станок для резки трубы при ее непрерывном движении | 1977 |
|
SU770684A2 |

I
Изобретение относится к обработке металлов давлением и может быть использовано в ножницах для резки сортового проката и труб.
Известен упор к ножницам для резки проката, содержащий ходовой винт, размещенный в гильзе и связанный с приводом вращения, ведущую и ведомую части каретки, соединенные между собой и соответственно с ходовым винтом и головкой упора, причем ведущая часть каретки расположена на гильзе, и узел точной настройки 1.
в известном устройстве механизм точной настройки установлен стационарно возле привода, что обеспечивает точность настройки при небольшом удалении каретки от привода, т. е. при отмере длинных заготовок. При отмере коротких заготовок, т. е. при большом удалении каретки от привода, точность настройки низкая. Точность настройки уменьшается также из-за отсутствия фиксатора.
Цель изобретения - повышение точности настройки.
Поставленная цель достигается тем, что упор к ножницам для резки проката, содержаший ходовой винт, размешенный в гильзе и связанный с приводом вращения, ведущую и ведомую части каретки, соединенные между собою и соответственно с ходовым винтом и головкой упора, причем ведущая часть каретки расположена на гильзе, и узел точной настройки снабжен фиксатором, смонтированным на ведомой части каретки, при этом последняя расположена на гильзе, а узел точной настройки установлен на ведомой части ка-ретки.
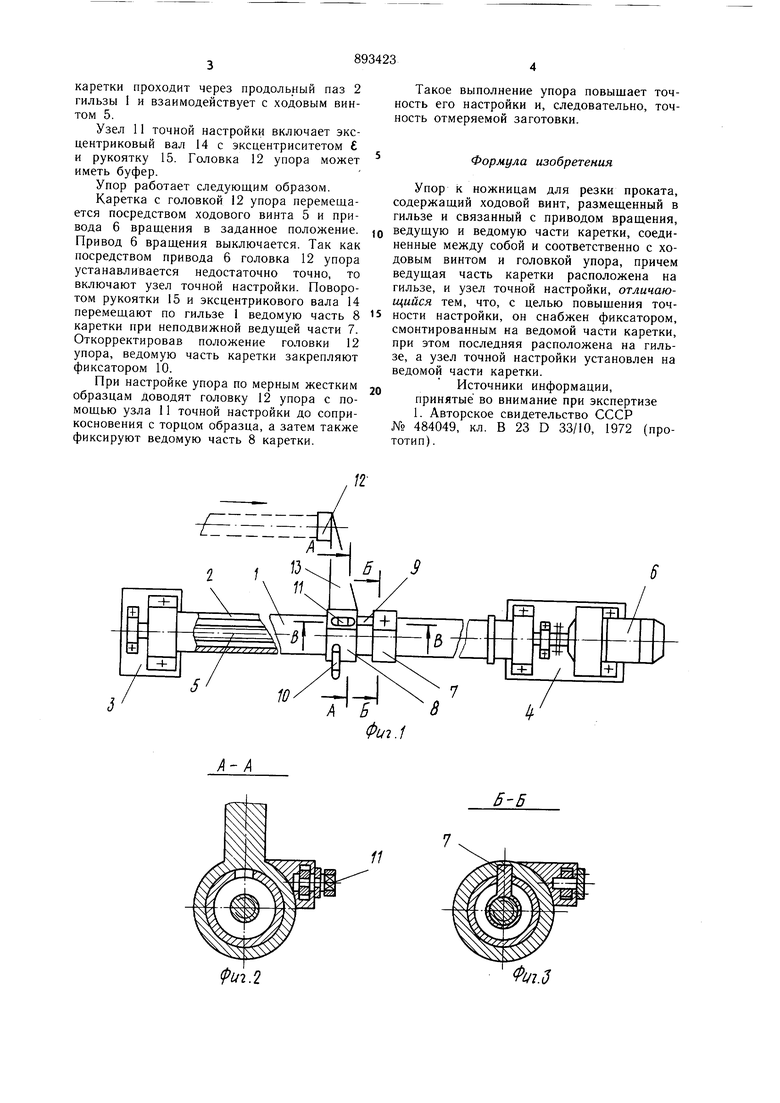
На фиг. 1 изображен упор, общий вид;
10 на фиг. 2 то же, сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 -сечение Г-Г на фиг. 4.
Упор содержит гильзу 1 с продольным
5 пазом 2, концы которой крепятся к опорам 3 и 4, ходовой винт 5, размещенный в гильзе 1, привод 6 вращения, связанный с ходовым винтом, каретку, состоящую из ведущей 7 и ведомой части 8 и тяги 9, соединяющей эти части между собою, фиксатор
20 10 и узел 11 точной настройки, размещенные на ведомой части каретки, головка 12 упора, связанная с ведомой частью каретки посредством стержня 13. Ведущая 7 часть
каретки проходит через продольный паз 2 гильзы I и взаимодействует с ходовым винтом 5.
Узел 11 точной настройки включает эксцентриковый вал 14 с эксцентриситетом и рукоятку 15. Головка 12 упора может иметь буфер.
Упор работает следующим образом.
Каретка с головкой 12 упора перемещается посредством ходового винта 5 и привода 6 вращения в заданное положение. Привод 6 вращения выключается. Так как посредством привода 6 головка 12 упора устанавливается недостаточно точно, то включают узел точной настройки. Поворотом рукоятки 15 и эксцентрикового вала 14 перемещают по гильзе 1 ведомую часть 8 каретки при неподвижной ведущей части 7. Откорректировав положение головки 12 упора, ведо.мую часть каретки закрепляют фиксатором 10.
При настройке упора по мерным жестким образцам доводят головку 12 упора с помощью узла 11 точной настройки до соприкосновения с торцом образца, а затем также фиксируют ведомую часть 8 каретки.
Такое выполнение упора повышает точность его настройки и, следовательно, точность отмеряемой заготовки.
Формула изобретения
Упор к ножницам для резки проката, содержащий ходовой винт, размещенный в гильзе и связанный с приводом вращения, ведущую и ведомую части каретки, соединенные между собой и соответственно с ходовым винтом и головкой упора, причем ведущая часть каретки расположена на гильзе, и узел точной настройки, отличающийся тем, что, с целью повышения точности настройки, он снабжен фиксатором, смонтированным на ведомой части каретки, при этом последняя расположена на гильзе, а узел точной настройки установлен на ведомой части каретки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 484049, кл. В 23 D 33/10, 1972 (прототип).
иг.Т.
5-5
(.5
