Изобретение относится к заготовительному производству машиностроительных предприятий, в частности к конструкциям вспомогательных узлов ножниц для резки проката.
По основному авт. св. № 484049, известен упор к ножницам для резки проката, содержащий установленную на направляющей каретку с непосредственно упором, связанную с ходовым винтом посредством рычага, и привод вращения ходового винта 1.
Недостатком известного упора является не,высокая точность и низкая производительность настройки непосредственно упора, так как точность остановок в требуемом положении ходового винта, имеющего механический привод вращения, невелика.
Целью изобретения является повыщение точности настройки упора.
Указанная цель достигается тем, что в упоре к ложницам для резки проката каретка снабжена смонтированным в ней еинтом, связанным резьбовым соединением с рычагом.
На фиг. 1 изображен упор к ножницам для резки проката, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б фиг. I.
Упор содержит привод 1, ходовую винтовую пару - ходовой винт 2 и ходовую гайку 3 с рычагом 4, каретку 5 с непосредственно упором 6 и механизмом фиксирования 7. Каретка 5 установлена на направляющей мерной гильзе 8 с продольным пазом и связана с ходовой винтовой парой посредством механизма точной настройки. Механизм точной настройки выполнен в виде винтовой пары; гайка-рычаг 4, а винтвалик 9 с маховиком 10. Валик 9 установлен в каретке 5.
Упор работает следующим образом.
Для резки проката на мерные длины каретка 5 с помощью привода 1 и ходовой винтовой пары досылается в заданное положение от плоскости реза, чем осуществляется грубая настройка. Затем вращая маховик 10 валика 9 в одну или другую сторону производят точную корректировку положения непосредственно упора 6 относительно плоскости реза, ориентируясь по мерной гильзе 8, а при настройке по мерным жестким образцам, доводят упор 6 с помощью механизма точной настройки до соприкосновения с торцом мерног о образца. После этого производят фиксацию каретки на мерной гильзе с помощью механизма фиксации 7.
Упор готов к выполнению операции мерной резки проката.
Использование предлагаемого изобретения позволит повысить точность настройки упора к ножницам для резки проката.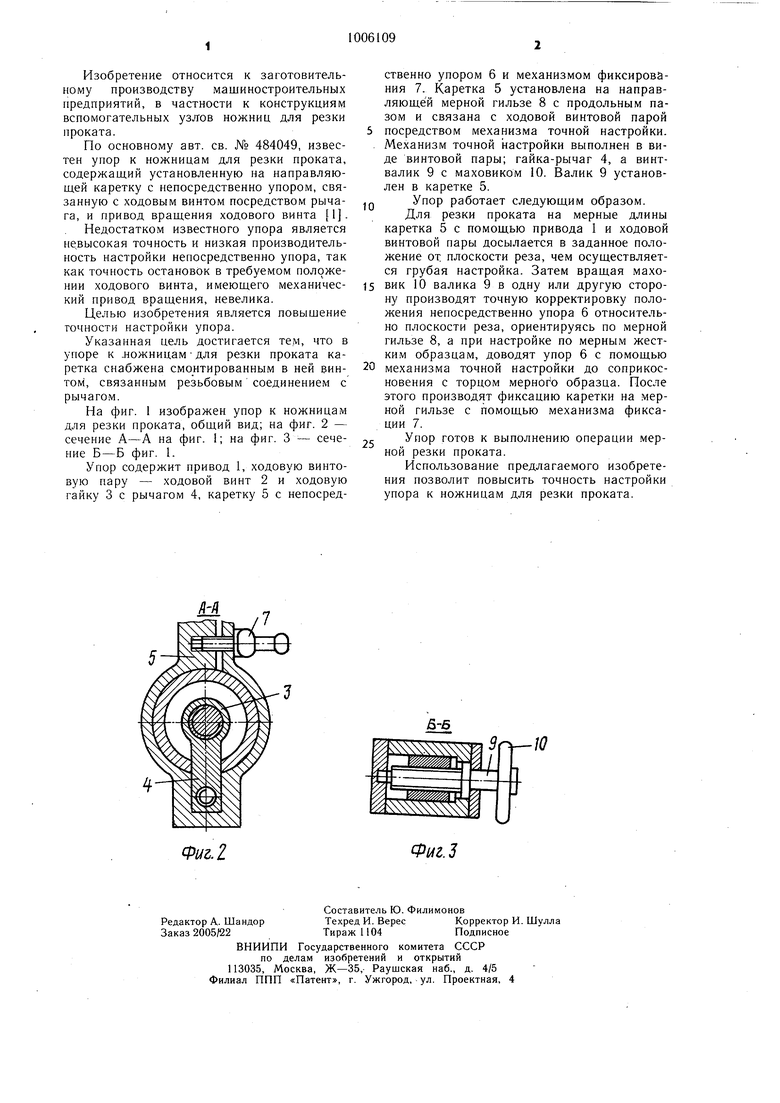
| название | год | авторы | номер документа |
|---|---|---|---|
| Упор к ножницам для резки проката | 1978 |
|
SU893423A1 |
| Ножницы для резки проката на мерные заготовки | 1984 |
|
SU1183308A1 |
| Устройство к ножницам для установки длины отрезаемых заготовок | 1983 |
|
SU1119793A1 |
| Устройство для резки проката | 1989 |
|
SU1676757A1 |
| Устройство к ножницам для установки длины отрезаемых заготовок | 1990 |
|
SU1761391A1 |
| Станок для резки трубы при ее непрерывном движении | 1977 |
|
SU770684A2 |
| Устройство к летучим ножницам для направления перемещения отрезанных частей проката | 1987 |
|
SU1407704A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Упор к ножницам для резки проката | 1984 |
|
SU1171237A2 |
| Упор | 1979 |
|
SU856692A2 |
УПОР К НОЖНИЦАМ ДЛЯ РЕЗКИ ПРОКАТА по авт. св. № 484049, отличающийся тем, что, с целью повышения точности и производительности настройки, каретка снабжена смонтированным в ней винтом, связанным резьбовым соединением с рычагом. (Л О5 О со j 7 Фиг.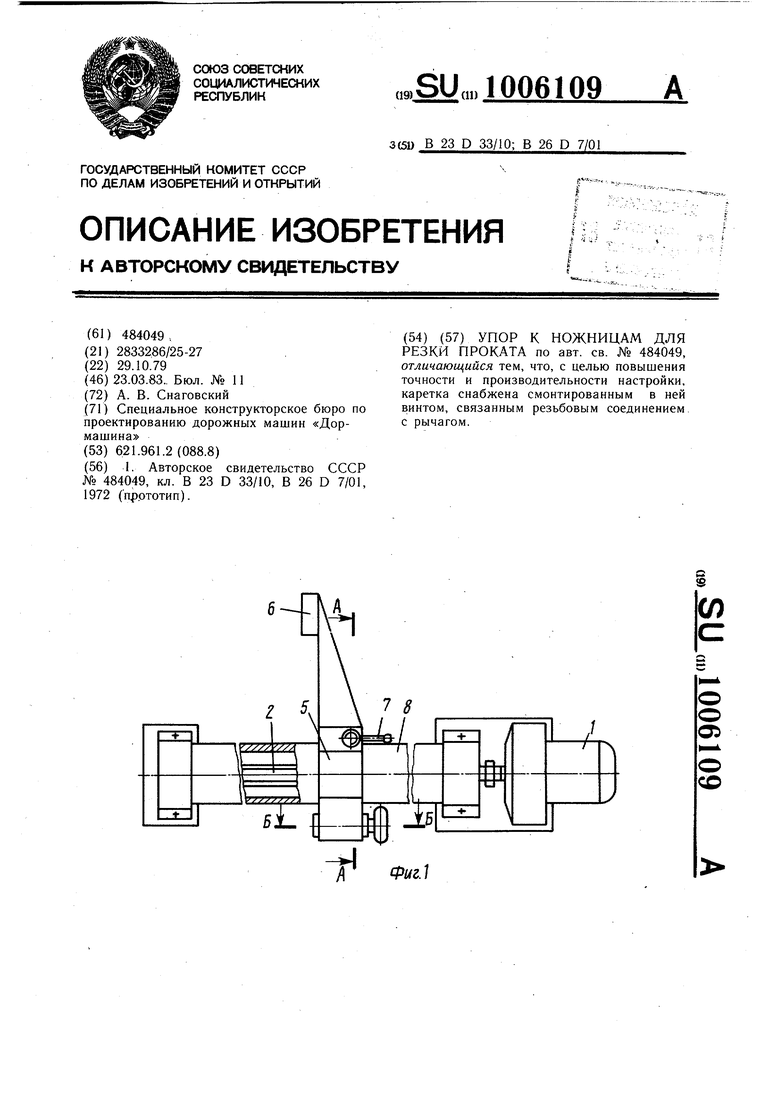
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Упор к ножницам для резки проката | 1972 |
|
SU484049A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
