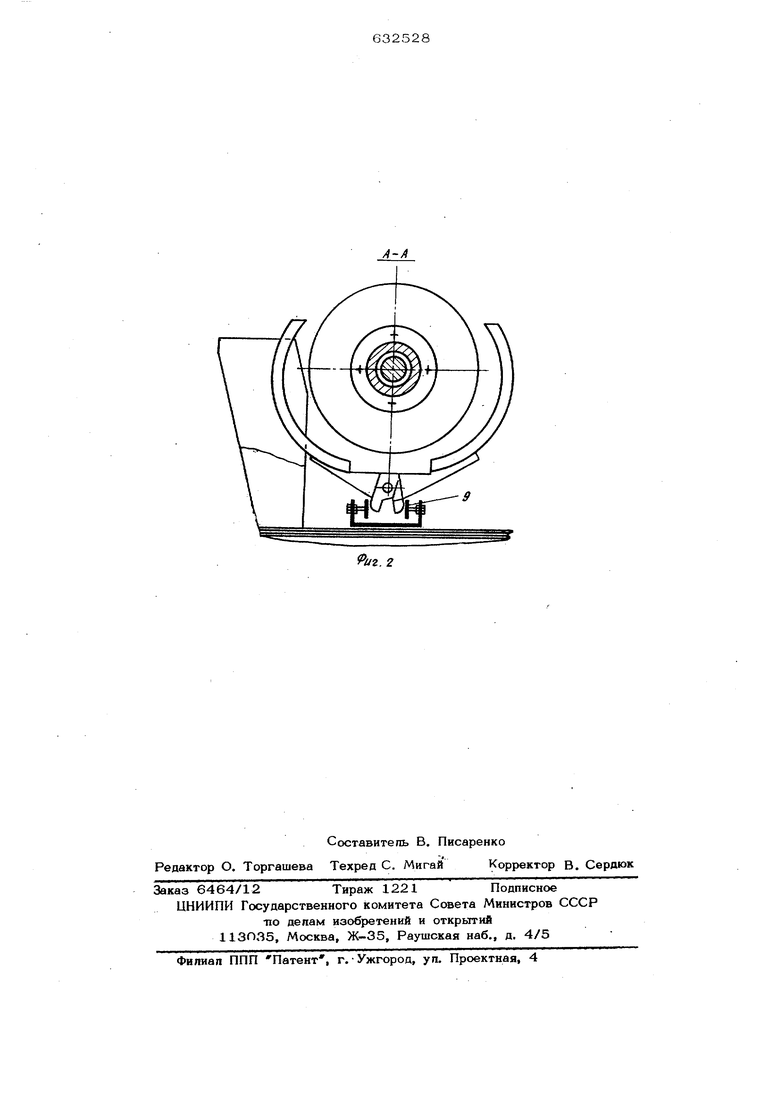
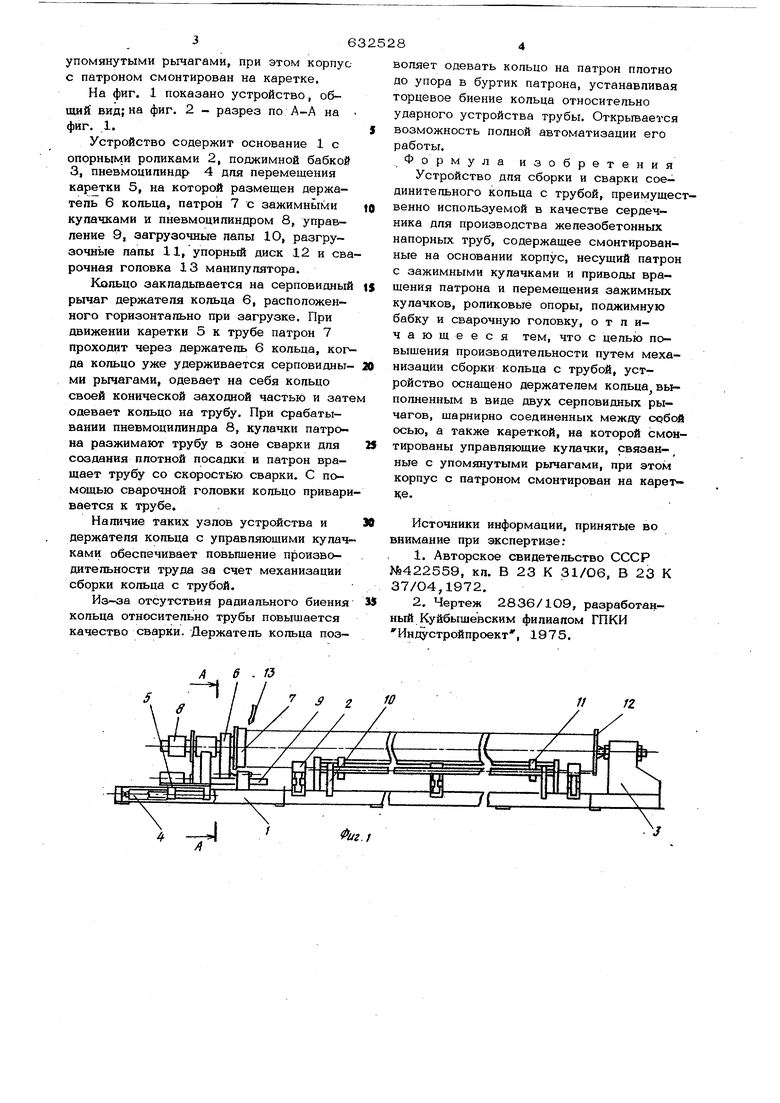
упомянутыми рычагами, при этом корпус с патроном смонтирован на каретке. На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез по А-А на фиг, 1. Устройство содержит основание 1 с опорными роликами 2, поджимной бабкой 3, пневмоципиндр 4 дпя перемещения каретки 5, на которой размещен держатель 6 кольца, патрон 7 с зажимными кулачками и пневмоципиндром 8, управление 9, загрузочные папы 1О, разгрузочные лапы 11, упорный диск 12 и св рочная головка 13 манипулятора. Кольцо закладывается на серповидны рычаг держателя кольца 6, расположенного горизонтально при загрузке. При движении каретки 5 к трубе патрон 7 проходит через держатель 6 кольца, KOI да кольцо уже удерживается серповидны ми рычагами, одевает на себя кольцо своей конической заходной частью и зат одевает кольцо на трубу. При срабатывании пневмоцилиндра 8, кулачки патрона разжимают трубу в зоне сварки дпя создания плотной посадки и патрон вращает трубу со скоростью сварки. С помощью сварочной головки кольцо привар вается к трубе. Наличие таких узлов устройства и держателя кольца с управляющими кулач ками обеспечивает повьпиение производительности труда за счет механизации сборки кольца с трубой. Из-за отсутствия радиального биения кольца относительно трубы повышается качество сварки. Держатель кольца поз//вогшет одевать копьцо на патрон плотно до упора в буртик патрона, устанавливая торцевое биение кольца относительно ударного устройства трубы. Открьгеается возможность полной автоматизации его работы. Формула изобретения Устройство для сборки и сварки соединительного кольца с трубой, преимущественно используемой в качестве сердечника для производства железобетонных напорных труб, содержащее смонтированные на основании корпус, несущий патрон с зажимными кулачками и приводы вращения патрона и перемещения зажимных кулачков, роликовые опоры, поджимную бабку и сварочную головку, отличающееся тем, что с целью повыщения производительности путем механизации сборки кольца с трубой, устройство оснащено держателем кольца выполненным в виде двух серповидных рычагов, шарннрно соединенных между собой осью, а также кареткой, на которой смонтированы управляющие кулачки, связан- ные с упомянутыми рычагами, при этом корпус с патроном смонтирован на каретце. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР №422559, кл. В 23 К 31/О6, В 23 К 37/04,1972, 2,Чертеж 2836/1О9, разработанный Куйбышевским филиалом ГПКИ Ин :Qrcтpoйпpoeкт, 1975. /2
/I-A
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки трубы с фланцем | 1980 |
|
SU893490A1 |
| Установка для сборки и сварки труб с заглушками | 1985 |
|
SU1232450A1 |
| Устройство для сборки и сварки кронштейнов ленточных конвейеров | 1977 |
|
SU716758A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Установка для сборки и сварки труб с резьбовыми хвостовиками | 1987 |
|
SU1433726A1 |
| Устройство для сборки и сварки | 1977 |
|
SU618231A1 |