Изобретение относится к способам изготовления стеклянной тары и может найти применение в стекольной промыш ленности. Известен способ дозирования стекломассы для подачи в пресс Путем измерения толщины отпрессованного изде лия на последней позиции, охлаждения efo и регулирования производительнос ти пресса в зависимости от толщины изделия Cl .... Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является.способ изготовления стеклянной тары, при котором весовое количество стекломассы определяется по разности объема пресс-формы и емкости тары и определяется формулой G (Увг - Ут)9., где G - масса стеклотары объем формы ) емкость тары; J, плотность стекла 2 . К недостаткам известного способа следует отнести невозможность обеспечения полной емкости тары в произ водственных условиях ввиду того,что весовое количество стекломассы, кот рое определяется только один раз до начала эксплуатации форьш, остается неизменным в течение всего срока ее работы ввиду непрерывности производственного процесса, в то время как в связи с увеличением объема пресс-формы, вызванным ее износом, и соответствующим увеличением емкости изготавливаемой тары возникает необходимость в корректировке дозы стекломассы для компенсации изменений, что практически неосуществимо, так как для этого необходимо останавливать высокопроизводительное оборудование и охлг одать формы, чтобы проконтролировать изменение объем. Цель изобретения - обеспечение постоянства емкости стеклянной тары. . Указанная цель достигается тем, что в способе дозирования стекломассы при формовании стеклянной тары путем определения весового количества стекломассы по разности объемов формы и тары периодически измеряют наружные pasMajM тары по уравнению N, . о. вычисляют расчетную ТО.ПЩИНУ стенок тары, а затем - весовое количество подаваемой стекломассы в форму с учетом ее износа по уравнению G J) ( Мг,сЛ +-Mjd-) , G весовое количество стекломассы, кг; плотность стекла, расчетная толщина стенок тары, Ч коэффициенты,учитывающие взаимосвяз емкости тары данной высоте с. действительными на ружными размерами/ коэффициенты, учиМ 1 . М ij, М а хывающие взаимос язьноминальнойполной емкости та;г ры с действительными наружными раз мерами. На чертеже изображена бутылка с основными размерами. где А -венчик горловины; В - горловина; С - плечик верхний} Е г плечик нияч1Ий F - цилиндрическая часть; К - донная часть; hg - высота датчика горловины h, - высота горловины; Кя - высота плечиков .{верхнего и нижнего) () - высота цилиндрической части} Pj - высота донной части (ра диус закругления донной части); .bhvj - расстояние от плоскости нижнего основания горловины да уровня объемной дозы жидкости; . Ьг„ - расстояние от плоскости верхнего основания верхнего плечика до уровня объемной дозы жидкости; Нду - расстояние от плоскости нижнего.основания .нижнего плечика до уровня объемной дозы жидкости; высота углубления донной части; внутренний дидметр венчика, горловины; наружный диаметр верхнего, основания горловины; наружный диаметр нижнего основания горловины; наружный диаметр цилийдрической части; диаметр донного углубления;Гц- радиус сферы донной.части;сО - толщина стенок корпуса J 0 - толщина стенки донной . части; - наружный диаметр верхнего плечика , внутренний радиус нижнег го плечика; расстояние от оси бутылки до центра окружности верхнего плечика; а (j - . расстояние от оси бутылки до центра окружности нижнего плечика. Пример. Исходя из условия охранения емкости тары на заданной ысоте путем определения весового оличества стекломассы по разности бъема пр сс-формы и стеклотары,перидически измеряют наружные размеры отовой тары, являющейся отражением ресс-формы и соответствующим увелиением стекломассы, компенсируют изос пресс-фоЕмы, при этом предвариельно вычисляют расчетную толщину тенок из уравнения ft .а N., 0. (1) де N ,NQ, Нд,- коэффициенты,учитывающие взаимосвязь емкости тары на заданной высоте с действительными наружными размерами. )г ,m(vr,)vJ.,J(ш,,)-fm5(1-r). ,vivK44 M.(-)4XIV K W. d%Ta4i - e)Vo Tj« nl3-mVyг -аЗГы7 у ЗГа|«.у -1тгДг-тЧЛг|+ 15а,и,уДЗПз(п,-д41)),- - r -Jfy, (3) Nj«Jh T,arт,Tэ|з-ЛУv raVH4Чl M -1а,((г,-(игз41 в агз) (4j ))-|1, (5; n 4 iKWl w -Уг,, - Arc mmf,,, «in тГ4 де JT - эмперический коэффициент, равный 3,14; VH - объемная доза жидкости; п .|.1 - эмперические коэффициенты.
Далее, имея толщину стенок тары, определяют необходимое весовое количество форм гемой стекломассы по формуле
G J5 ( + ( , (6)
G - весовое ,количество
где стекломассы-, кг j
р - плотность стекла; ., - расчетная толщина стенок тары, м;
M, Mj- коэффициенты, учитываю-; щие взаимосвязь номиг i нальной емкости тары с действительными наружными размерами ,
)(), - Vih -3Im(v«l) (-ny. irD{,..,,). |. D. аЦ.
), (r)
«a-% m(3-m)()-Jn)(vfaJr3-(D-2rj) ce)
vnvv4. ()
где (г,+)5w m 1-rtf+ Ar&sin m (Л
Так как потребительская стеклянная тара (бутылки, банки, и др.) в основном построена по единш«1у принци пу и представляет собой тела вращения, то для удобства расчетов тара условно разбивается на отдельные составляющие ее элементы - простые геометрические тела-, образованные вращением плоских кривых вокруг оси симметрии, в частности для приведенного примера на венчик горловины, горловину, верхний и нижний плечики, циЛИНдрическую и донную части, объемы которых рассчитываются общеизвестным методом, а вышеприведенные формулы
носят обобщенный для этих видов тары характер.,
В зависимости от местонахождения уровня объемной дозы жидкости в том или ином составляющем стеклотару элементе, выражения (2), (3), (8) и (9) преобразуются.
Так, если уровень должен быть в горловине на расстоянии hr от нижнегооснования горловины, то jpj Hij, |h{,; f 0-, 4 - . 0 и
o Ш;у ui , если уровень - в плоскости
нижнего основания горловины при h
24
- О, то fi 0) f,, 0 74 1,0; W,j. ш,, , если уровень - в верхнем, плечике на расстоянии hj от
5 плоскости верхнего основания плечика, то fi Oi ft, h«,vj I mr i f. IO и (JJf u,, , если уровень - в плоскости нижнего основания верхнего плечика, то fi 0; Ть 1,0 -10 1,0 и
0
Тъ Ti уровень - в нижнем . плечике на расстоянии h... от нижнего основания плечика, то fi 0 7 1,0,- W) и h lmrij.
Если же стеклотара не имеет горловины, то в выражениях (2), (4), (5),
5 (8) и (9) следует подставить hj 0.
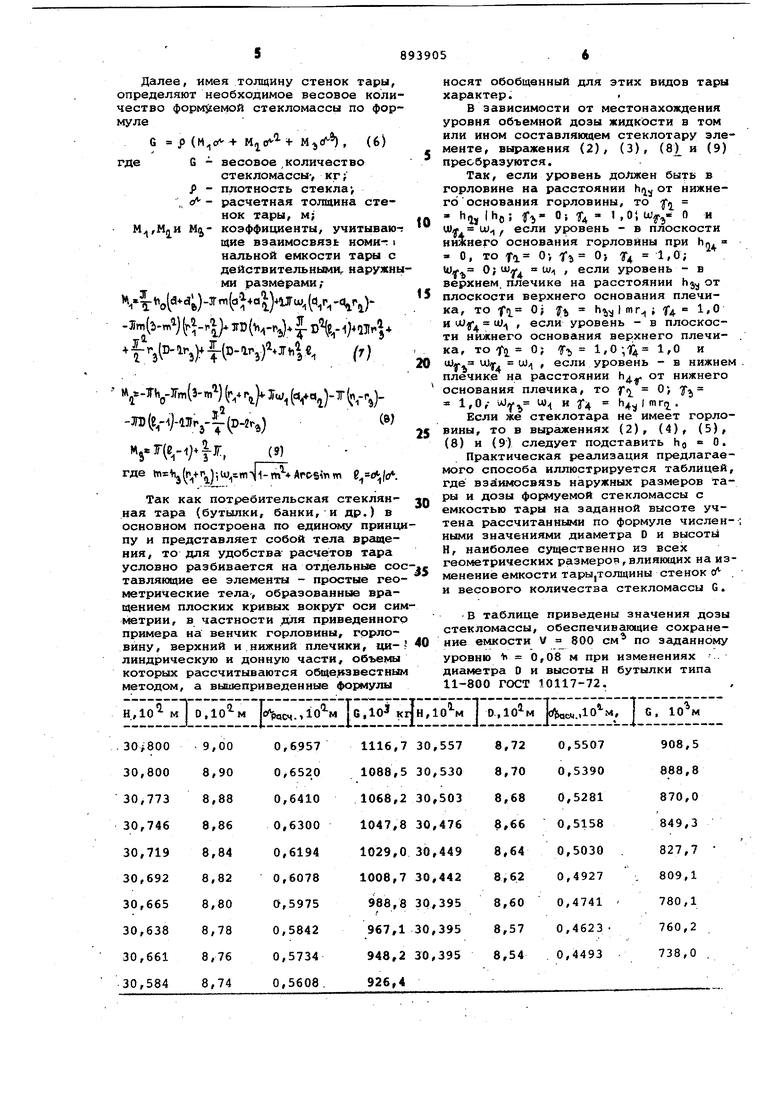
Практическая реализация предлагаемого способа иллюстрируется таблицей, где взаимосвязь наружных размеров тары и дозы формуемой стекломассы с
0 емкостью тары на заданной высоте учтена рассчитанными по формуле числен--; ными значениями диаметра D и высоты Н, наиболее существенно из всех геометрических размеров, влияющих на из5менение емкости тары,толщины стенок сА , и весового количества стекломассы G.
В таблице приведены значения дозы стекломассы, обеспечивающие сохранение емкости V 800 см по заданному
0 уровню 0,08 м при изменениях - . диаметра О и высоты Н бутылки типа 11-800 ГОСТ 10117-72.
В соответствии с ГОСТ 13918-68 высота h уровня жидкости от торца венчика горловины должна быть равна 0,08-0,01 м, по ГОСТ 10117-72 диаметр цилиндрической части D 0,089 0,003 м, высота бутылки. Н 0,308 0,004 м, по ГОСТ 13906-68 толщина стенок с 0,0045-0,0070 м.
Как видно из данных таблицы,емкость тары на заданной высоте сохраняется соответствующим дозированием стекломассы при изменениях диаметра от 0,0854 до 0,09 м и высоты от 0,304 до 0,308 м.
Следовательно, при заданной толщине стенок тары поле допуска, например, на диаметр бутылки вместо предусмотренного стандартом 0,003 см, может быть расширено до м,что увеличит срок службы пресс-формы.
Аналогично можно рассчитать ука занные численные значения для других видов стеклянной тары и/ пользуясь ими легко контролировать и сохранять емкост) тары по заданной высоте в процессе производства.
Использование предлагаемого способа изготовления стеклотары обеспечивает по сравнению с известными стабильность емкости тары на заданной высоте в пределах допустимых отклонений, увеличение срока службы пресс-формы в 1,5 раза, значительный экономический эффект в результате соблюдения объемных доз жидких продуктов в потребительской таре. . ФоЕавула изобретения
Способ дозирования сТёкломассы пр формовании стеклянной тары путем определения весового количества стекломассй по разности объемов формы и тары/ отличающийся тем, что, с целью обеспечения постоянства емкости стеклянной тары, периодически измеряют наружные размеры тары по уравнению
(A-Nj/ -M(/ О
i3
вычисляют расчетную толщину стейок тары, а затем - весовое количество подаваемой стекломассы в форму с учетом ее износа по уравнению
G ( K(.
где G - весовое количество стекломассы, кг/
. р - плотность стекломассы, : кг/м, « - расчетная.толщина стенок
тара, м;
N.,,- коэффициенты, учитывающие взаимосвязь емкости тары на заданной высоте вместе с действительными наружными размерами; ,Mj- коэффициенты, учитывшощие взаимосвязь номинальной полной емкости тары с действительными наружными размерами. Источники информации, принятые во внимание ;при экспертизе
1,Авторское свидетельство СССР №398509, кл. С 03 В 5/32, 1974.
2.Трнка И. Конструирование стеклянных форм и стеклянных изделий. М., Ростехиздат, 1960, с. 89, 254 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА УЗКОГОРЛОГО СТЕКЛЯННОГО ИЗДЕЛИЯ И УЗКОГОРЛОЕ СТЕКЛЯННОЕ ИЗДЕЛИЕ | 2024 |
|
RU2835586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНКИ СТЕКЛЯННОЙ ДЛЯ ЛЕКАРСТВЕННЫХ СРЕДСТВ | 2000 |
|
RU2164502C1 |
| БУТЫЛКА С МАРКИРОВКОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2264336C1 |
| Способ формования стеклотары | 2022 |
|
RU2790913C1 |
| Носитель стеклянной тары моечных машин | 1980 |
|
SU971781A1 |
| СТЕКЛЯННЫЙ ФЛАКОН | 1992 |
|
RU2036857C1 |
| СПОСОБ И МАШИНА ДЛЯ КОНТРОЛЯ ПРОЦЕССА ФОРМОВАНИЯ | 2018 |
|
RU2773340C2 |
| ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ВОЗВРАТНОГО СТЕКЛОБОЯ В ПРОИЗВОДСТВЕ СТЕКЛЯННОЙ ТАРЫ | 2014 |
|
RU2548416C1 |
| Черновая форма | 1982 |
|
SU1057443A1 |
| Черновая форма | 1984 |
|
SU1174392A1 |

