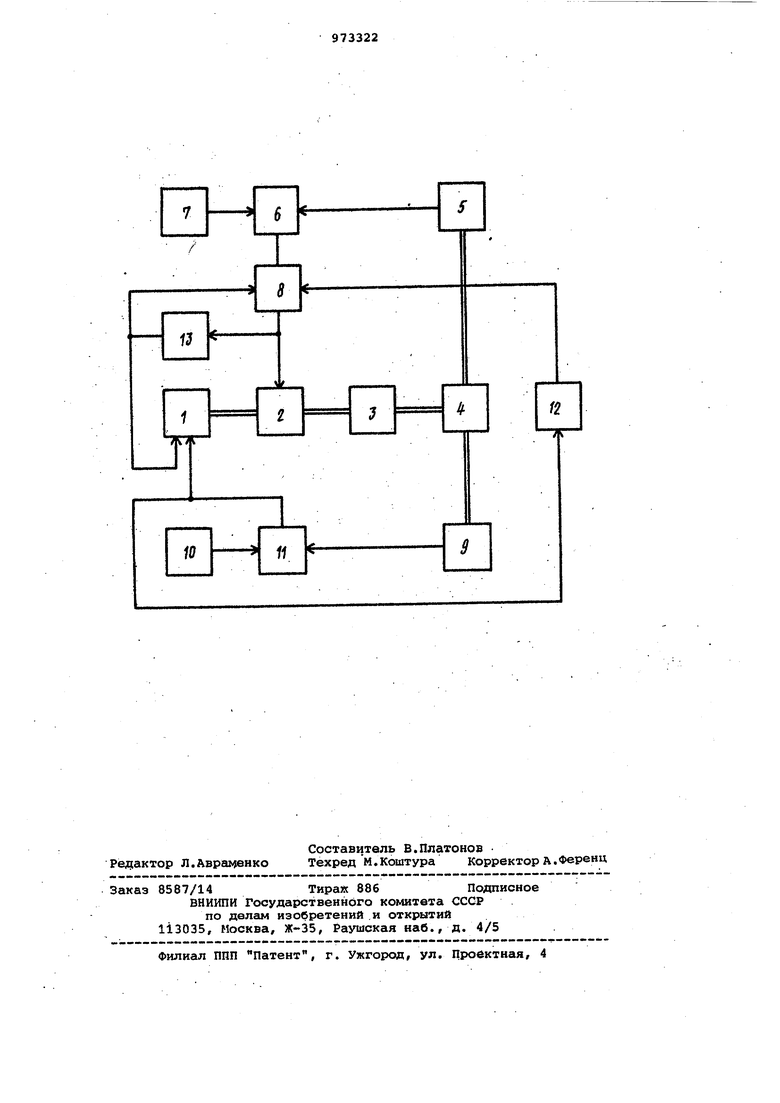
При вводе притира в отверстие обрабатываемой детали включается питание двигателя разжима 1, который через двухскоростной привод подачи 2, механизм разжима 3 производит ускоренный разжим притира. При касании притиром стенок отверстия динамометрический шпиндель 4 поворачивается и воздействует на датчики касания 5 и перегрузки 9. Сигналы с датчиков касания 5 и перегрузки 9 поступают на входы сравнивающих устройств каса ния 6 и перегрузки 11. При достижении сигналом датчика касания 5 уровня, заданного задатчиком величины мо мента касания 7, на выходе сравниваю щего устройства касания 6 возникнет сигнал, который поступает на первый вход релейного элемента с фиксацией 8. Однако в момент касания уровень сигнала на выходе датчика перегрузк 9 меньше, чем уровень заданныйзадатчиком величины момента перегрузки 10, поэтому на выходе сравнивающего устройства перегрузки 11 сигна ла нет. Отсюда следует, что двигател разисима 1 остается включенным. Отсутствие сигнала на выходе сравнивающего устройства перегрузки 11 приводит к тому, что на входе реле времени задержки 12 также отсутствует сигнал, поэтому сигнал также отсутствует и на втором входе релейно го элемента с фиксацией 8. Поэтому цепь между выходами сравнивающего устройства касания б и релейного элемента с фиксацией 8 разомкнута. Вследствие этого сигнал, поступающий .на первый вход релейного элемента с фиксацией 8 не появляется на его выходе и на входе блока программиррвания времени обработки 13 сигнала нет. Следовательно, не начинается отсчет времени доводки. В то же время, отсутствие сигнала на входе двух скоростного привода подачи 2 не дает возможности двухскоростному приводу подачи 2 переключаться на рабочую подачу притира. Таким образом, продолхсается ускоренный разжим притира что вызывает увеличение уровня сигнала, поступающего с входа датчика перегрузки 9 в сравнивающее устройство перегрузки 11. При достижении сигналом с выхода датчика перегрузки 9 уровня, заданного задатчиком величины момента перегрузки 10, на выходе сравнивающего устройства перегрузки 11 появляется сигнал, обес.точивающий двигатель разжима 1 и включающий реле времени задержки 12 которое начинает отсчет времени задерхски. При уменьшении за счет выха живания уровня сигнала от датчика перегрузки 9 ниже уровня, заданного задатчиком величины момента перегруз ки 10, сигнал на выходе сравнивающего устройства перегрузки 11 пропадает и двигатель разжима 1 включается вновь, производя разжим притира на ускоренной подача. По истечении времени Зсццержки (5-10 с) на второй вход релейного элемента с фиксацией 8 поступает сигнал, который включает цепь меж,цу выходами сравнивающего устройства касания 6 и релейного элемента с фиксацией 8, Эта цепь остается зафиксированной до поступления сигнала на третий вход релейного элемента с фиксацией 8. Поскольку цепь между выходами сравнивающего устройства касания б и релейного элемента с фиксацией 8 зафиксирована, то сигнал с датчика касания 5, достипший уров.ня, заданного задатчиком величины момента касания 7 вызывает переключение двухскоростного привода подачи 2 на рабочую подачу и одновременно запускает блок программирования времени обработки 13, который начинает отсчет времени доводки. В случае, если в процессе доводки возникнет момент сил резания , превышающий уровень, заданный задатчиком величины момента перегрузки 10, то срабатывает сравнивающее устройство перегрузки 11 и обеспечивает двигатель разжима 1, т.е. происходит выхаживание . При уменьшении в процес-. се выхаживания момента перегрузки ниже уровня, заданного задатчиком величины момента перегрузки 10 вновь включается двигатель разжима 1 и т.д. В случае ложного касания в начале цикла, если при этом момент сил резания не достиг уровня, заданного задатчиком величины момента касания 7, на выходе сравнивающего устройства касания б сигнал не появляется и продолжается ускоренный разжим притира. В случае, если момент сил реэания при ложном касании превысит уровень, заданный задатчиком величины момента касания 7, но меньше уровня, заданного задатчиком величины момента перегрузки 10, то также продолжается разжим притира на ускоренной подаче, так как разомкнута цепь между выходами сравнивающего устройства касания б и релейного элемента с фиксацией 8. Если же при ложном касании в начале цикла « момент сил резания достигает уровня, заданного эадатчиком величины момента перегрузки 10,то двигатель разжима 1 обесточивается и включается реле времени задержки 12. В .случае, если в процессе выхаживания (до срабатывания реле времени задержки 12) величина момента резания падает ниже уровня, заданного згщатчиком величины момента перегрузки 10, то на выходе сравнивающего устройства перегрузки 11 сигнал исчезает, дви
гатель разжима 1 включится вновь и пЕ)Оисходит разжим притира на ускоренной подаче. За время задержки, пока не сработало реле времени задержки 12, пульсирующее включение ускоренной подачи момент происходит неоднократно. Таким образом, за время задержки исправляются исходные нецилиндричность и другие дефекты, после чего начинается отсчет времени доводки запуском блока программирования времени обработки 13. После истечения времени обработки на выходе блока прог раммирования времени обработки 13 возникает сигнал, который поступает на двигатель разжима 1 и третий вход релейного элемента с фиксацией 8.
Двигатель разжима 1 обесточивается, а релейный элемент с фиксацией 8 возвращается в исходное состояние . Цикл доводки окончен. Описанная работа устройства обеспечивает поддержание момента резания на опти-. мальмом уровне, заданном задатчиками величин моментов касания 7 и перегрузки 10, и в то же время исключает преждевременный запуск блока программирования времени обработки 13, что исключает появление деталей с недоработкой.
Устройство позволяет увеличитьпроизводительность в 1,5. раза.
Формула изобретения
-Устройство для разжима притира, содержащее реле времени згщержки, вход которого связан с выходом
сравнивающего устройства перегрузки, блок программирования времени обработки, выход которого соединен с двигателем разжима, кинематически связанным через двухскоростной привод подачи, механизм разжима и динамометрический шпиндель с датчиками касания и перегрузки, причем датчик касания подключен к входу сравнивающего устройства касания, связав0 ного с задатчиком величины момента касания, датчик перецрузки соединен с входом сравнивающего устройства перегрузки, связанного с задатчиком величины момента перегрузки, а выход
5 сравнивающего устройства перегрузки связан с двигателем разжима, отличающееся тем, что, с целью повышения производительности и точности доводки, в устройство вве- ,
Q ден релейный элемент с фиксацией, . при этом первый вход релейного элемента с фиксацией соединен с выходом сравнивающего устройства касания, второй вход связан с выходом реле
5 времени задержки, третий вход - с выходом блока программирования времени обработки, а выход релейного элемента с фиксацией подключен к входам двухскоростного привода подачи и блока программирования времени об0работки.;.
Источники информации, при-нятые во внимание при экспертизе
1. Панин Г.И. и др. Станки для доводки высокоточных отверстий прецизионных деталей топливной сшпаратуры. - Станки и инструмент, 7, 1979, с. 12, рис. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима притира | 1982 |
|
SU1052373A1 |
| Устройство управления приводом разжима притира | 1981 |
|
SU995067A1 |
| Устройство для управления приводом разжыма притира | 1976 |
|
SU591826A1 |
| Устройство управления приводом разжима притира | 1980 |
|
SU894680A1 |
| Система управления станков дляАбРАзиВНОй ОбРАбОТКи | 1979 |
|
SU831589A1 |
| Устройство для управления приводом разжима притира | 1980 |
|
SU942962A1 |
| Полуавтомат для доводки глухих отверстий | 1983 |
|
SU1151433A1 |
| Устройство для управления приводом разжима притира станка для доводки отверстий | 1978 |
|
SU921811A1 |
| Способ доводки отверстий | 1985 |
|
SU1308448A1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |