(54) СПОСОБ БУХТОВОГО ВОЛОЧЕНИЯ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бухтового волочения труб | 1975 |
|
SU839642A1 |
| СПОСОБ БУХТОВОГО ВОЛОЧЕНИЯ ТРУБ | 1971 |
|
SU313584A1 |
| Способ бухтового волочения толстостенных топливопроводных труб с внутренним диаметром не более 3 мм | 1983 |
|
SU1183223A1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| Самоустанавливающаяся оправка для волочения труб | 1981 |
|
SU988397A1 |
| Способ изготовления топливопроводных труб | 1982 |
|
SU1210937A1 |
| ОПРАВКА ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 2007 |
|
RU2341344C1 |
| Способ определения профиля обжимной части самоустанавливающейся оправки для волочения труб | 1987 |
|
SU1491599A1 |
| Способ изготовления захватки под тянущий механизм для протягивания через волоку труб | 1990 |
|
SU1731333A1 |
| Оправка для волочения труб | 1986 |
|
SU1424903A1 |
1
Изобретение относится к трубоволочильному производству.
Известен способ волочения труб на самоустанавливающейся оправке, при котором для облегчения извлечения оправки из протянутой трубы на заднем конце трубы наносят надрез, который отрывается перед окончанием волочения 1.
Известен также способ бухтового волочения труб на самоустанавливающейся оправке с незначительным обжатием по стенке и одновременной раздачей трубы за волокой на величину 1-5% по диаметру 2.
Известные способы не обеспечивают надежного извлечения оправок после волочения толстостенных труб, когда диаметр бочки оправки меньше диаметра канала волоки и оправки не задерживаются волокой. Носик оправки в этом случае плотно удерживается задним концом толстостенной трубы и при извлечении оправки из трубы часто ломается.
Цель изобретения - устранение захвата носика оправки задним концом трубы.
Указанная цель достигается тем, что при бухтовом волочении трубы на самоустанавливающейся оправке с заднего конца заготовки предварительно делают внутреннюю проточку на длине, равной двум длинам носика оправки, со съемом металла на 20% больше величины обжатия трубы по стенке.
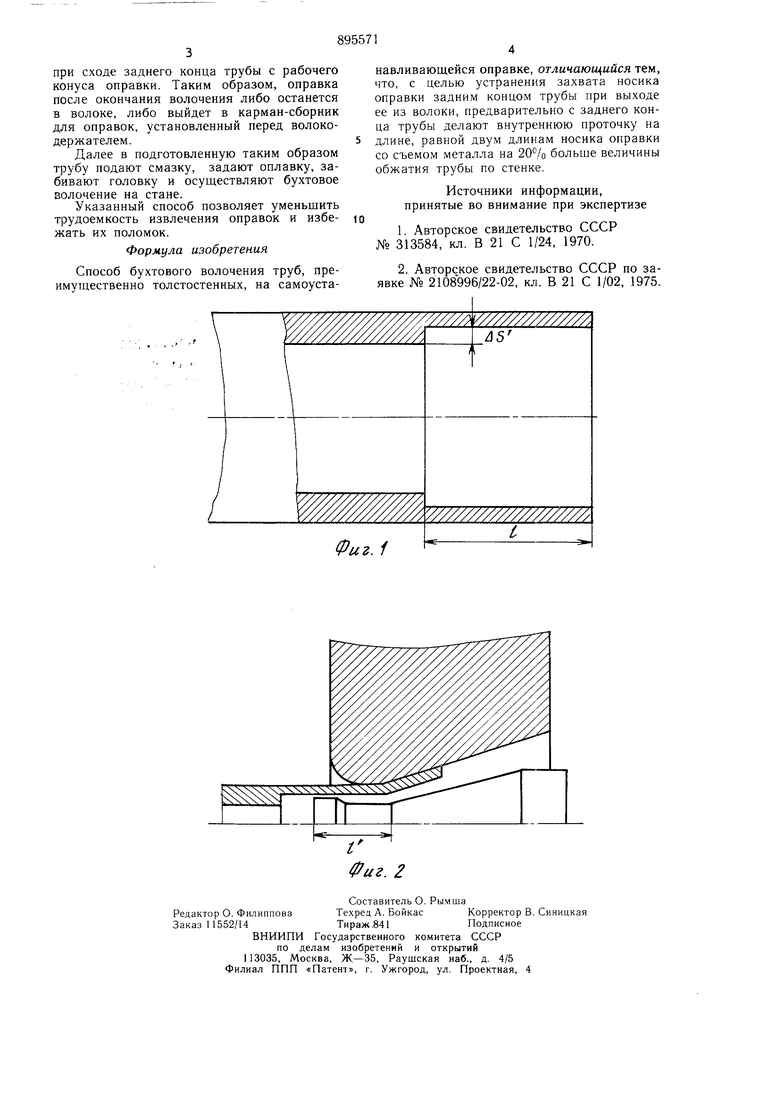
На фиг. 1 показан разрез заднего конца трубы до волочения с проточкой внутри, где
Д5 - величина проточки по стенке;
AS 1,2AS; AS - обжатие по стенке,
предусмотренное калибровкой;
Е-длина проточки;
to
2Е, где F - длина носика оправки.
На фиг. 2 показан момент освобождения оправки при сходе заднего конца трубы с рабочего конуса оправки.
Процесс волочения тонкостенных труб 15 осуществляется следующим образом.
Предварительно перед началом волочения на заднем конце трубы (противоположном от забиваемого) делают проточку или рассверловку отверстия на длине, равной двум длинам носика оправки, и со съемом 30 металла на 20% больше величины обжатия трубы по стенке. Эта проточка дает гарантированное полное освобождение носика оправки в момент окончания волочения
при сходе заднего конца трубы с рабочего конуса оправки. Таким образом, оправка после окончания волочения либо останется в волоке, либо выйдет в карман-сборник для оправок, установленный перед волокодержателем.
Далее в подготовленную таким образом трубу подают смазку, задают оплавку, забивают головку и осуществляют бухтовое волочение на стане.
Указанный способ позволяет уменьшить трудоемкость извлечения оправок и избежать их поломок.
Формула изобретения
Способ бухтового волочения труб, преимущественно толстостенных, на самоустанавливающейся оправке, отличающийся тем,
что, с целью устранения захвата носика оправки задним концом трубы при выходе ее из волоки, предварительно с заднего конца трубы делают внутреннюю проточку на длине, равной двум длинам носика оправки со съемом металла на 20% больще величины обжатия трубы по стенке.
Источники информации, принятые во внимание при экспертизе
1 Авторское свидетельство СССР № 313584, кл. В 21 С 1/24, 1970.
