(54) СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ
I
Изобретение относится к обработке металлов давлением, а именно к производству гнутых профилей на профилегибочных агрегатах.
Известен способ изготовления гофрированных профилей с плоскими участками между гофрами путем последовательной подгибки элементов профиля по переходам, начиная с выполнения среднего участка с последующим профилированием периферийных участков 1.
Недостатком известного способа является продольный изгиб профилей, что приводит к снижению качества изготовляемых профилей.
Целью изобретения является повышение качества профилей за счет предупреждения продольного изгиба.
Указанная цель достигается тем, что согласно способу изготовления гофрированных профилей с плоскими участками между гофрами путем последовательной подгибки элементов профиля по переходам, на первых переходах формообразовывают гофры, смещенные относительно уровня формовки в сторону их основания, при этом плоские участки между гофрами оставляют на уровне формовки, а примыкающие к гофру участки искривляют, а на последних переходах профилю придают окончательную форму, смещая гофр в обратную сторону.
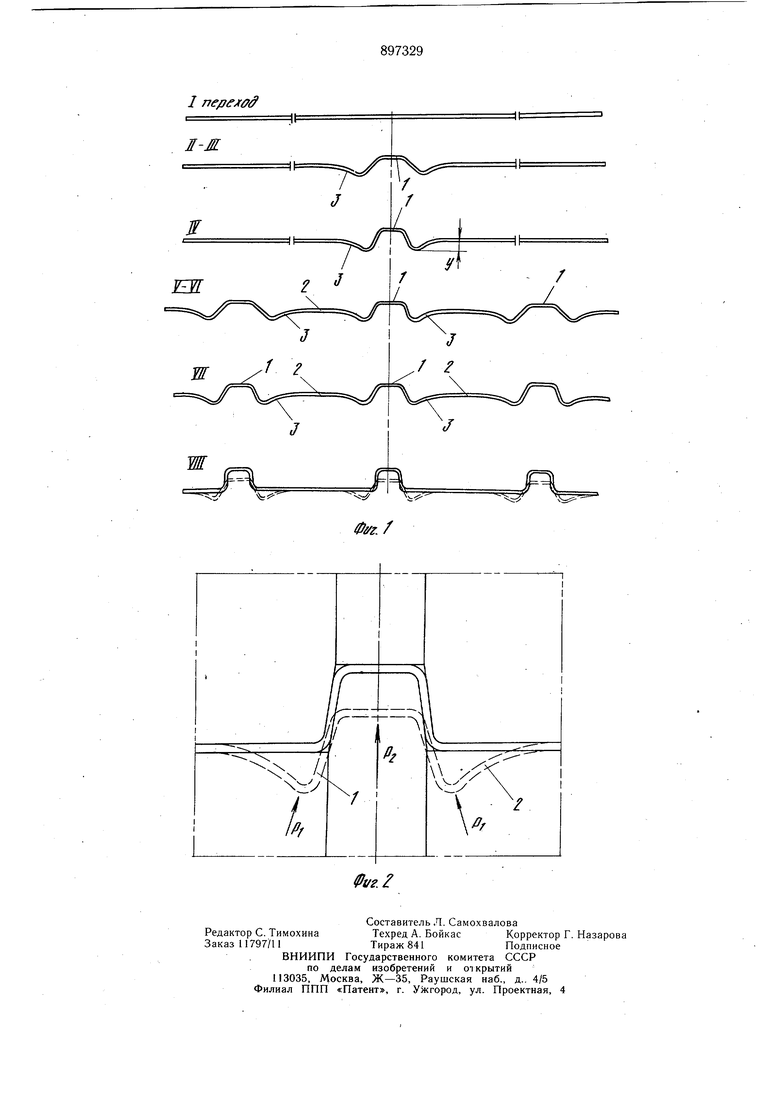
На фиг. 1 приведена схема технологических переходов I-УП1 формообразования гофрированного профиля согласно предлагаемому способу; на фиг. 2 - калибр и схема действия формующих усилий на подгибаемые полки.
При изготовлении профилей согласно предлагаемому способу первоначально в первых переходах формообразовывают гофры, смещенные в сторону их основания относительно уровня формовки. При этом максимальный врез рабочих ручьев в тело валков 15 уменьшается, что снижает пиковые напряжения и деформации в местах изгиба, обеспечивая оптимальные параметры напряженНо-деформированного состояния металла. Уменьшение глубины вреза рабочих ручьев обеспечивает также минимальный перепад скоростей в калибре валков и оптимальнее энергосиловые параметры процесса профилирования.
Смещение гофра относительно уровня формовки в сторону его основания (на величину Y) производится таким образом, чтобы в каждом поперечном сечении гофра моменты от внутренних продольных сил относительно главных осей инерции были уравновешенными. При формообразовании смещенного гофра примыкающие к нему участки искривляют и несколько увеличивают щирину основания гофра, обеспечивая более плавное его сопряжение со стенкой профиля.
Формообразование первоначально смещенных гофров с искривленными примыкающими участками в связи с уравновещиванием моментов продольных внутренних сил относительно осей инерции исключает продольный изгиб профиля при формовке и прогиб ибтового профиля, уменьщает утонение металла в местах изгиба гофров и позволяет получить профили в небольшом количестве технологических переходов.
Окончательная отформовка гофров производится (в одном или нескольких переходах) одновременно с выпрямлением ранее искривленных участков, примыкающих к гофрам. Так, например, в соответствии с предложенным способом изготовление профиля, крышки одноканального короб.а, имеющего гофры на стенке, производят в валках профилегибочного стана 2-6x50-500 со скоростью формовки 3 м/с по жесткому режиму формовки (угол подгибки за проход до 45°). При этом первоначально на первых переходах (фиг. I, переходы I-УИ) производят последовательно формовку гофров 1, смещенных в сторону их основания относительно соседних плоских участков 2. Причем при формообразовании смещенных гофров примыкающие к нему участки 3 искривляют с одновременным увеличением щирины основания гофра и плавным его сопряжением со стенкой профиля.
Формовка гофров 1, смещенных в сторону их основания относительно соседних плоских участков, обеспечивает оптимальные параметры напряженно-деформированного состояния металла, минимальный перепад скоростей в калибре валков и оптимальные энергосиловые параметры процесса профилирования.
После того, -как по всей ширине стенки отформированы гофры 1, смещенные в сторону их основания относительно соседних участков 2, на последнем переходе (фиг. 1, переход УIII) профилю придают окончательную форму путем смещения гофра в обратную сторону под действием сил Pi и Рг, прикладываемых со стороны валков, и одновременно выпрямляют ранее искривленные участки, примыкающие к гофру. Окончательная отформовка гофров может происходить, как в одном, так и в нескольких переходах.
Профили, изготовленные согласно предлагаемому способу, характеризуются высоким качеством: отсутствием уровня в местах изгиба гофров и поперечного прогиба на готовых профилях, стабильностью геометрических размеров, не выходящих за пределы допускаемых.
Формула изобретения
Способ изготовления гофрированных профилей с плоскими участками между гофрами путем последовательной подгибки элементов профиля по переходам, отличающийся тем, что, с целью повышения качества профилей за счет предупреждения продольного изгиба, на первых переходах формообразовыва1бт гофры, смещенные относительно уровня формовки в сторону их основания, при этом плоские участки между гофрами оставляют на уровне формовки, а примыкающие к гофру участки искривляют, а на последних переходах профилю придают окончательную форму, смещая гофр в обратную сторону.
Источники информации, принятые во внимание при экспертизе 1. Тришевский И. С. Производство и при0 менение гнутых профилей проката. Справочник. М., «Металлургия, 1975, с. 146-147.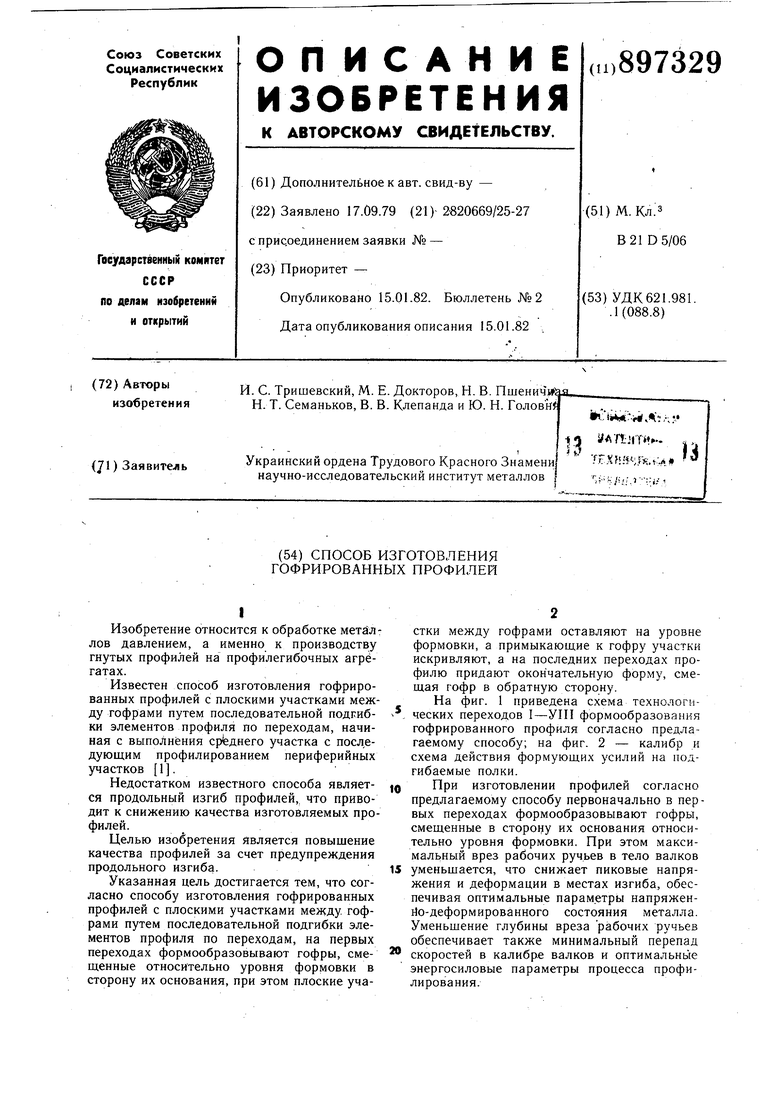
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ изготовления гнутых замкнутых профилей с гофрированной стенкой | 1990 |
|
SU1726092A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ производства гофрированных профилей | 1987 |
|
SU1480920A1 |
| Способ изготовления гнутых гофрированных профилей с дополнительными гофрами на горизонтальных стенках основных гофров | 1988 |
|
SU1547915A1 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| Способ изготовления гнутых профилей с продольными и пересекающими их поперечными гофрами | 1991 |
|
SU1804356A3 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |