Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гнутых гофрированных профилей с дополнительными гофрами на горизонтальных станках основных гофров в валках профилегибочного стана.
Цель изобретения - улучшение качества профилей за счет повышения точности их формы и размеров.
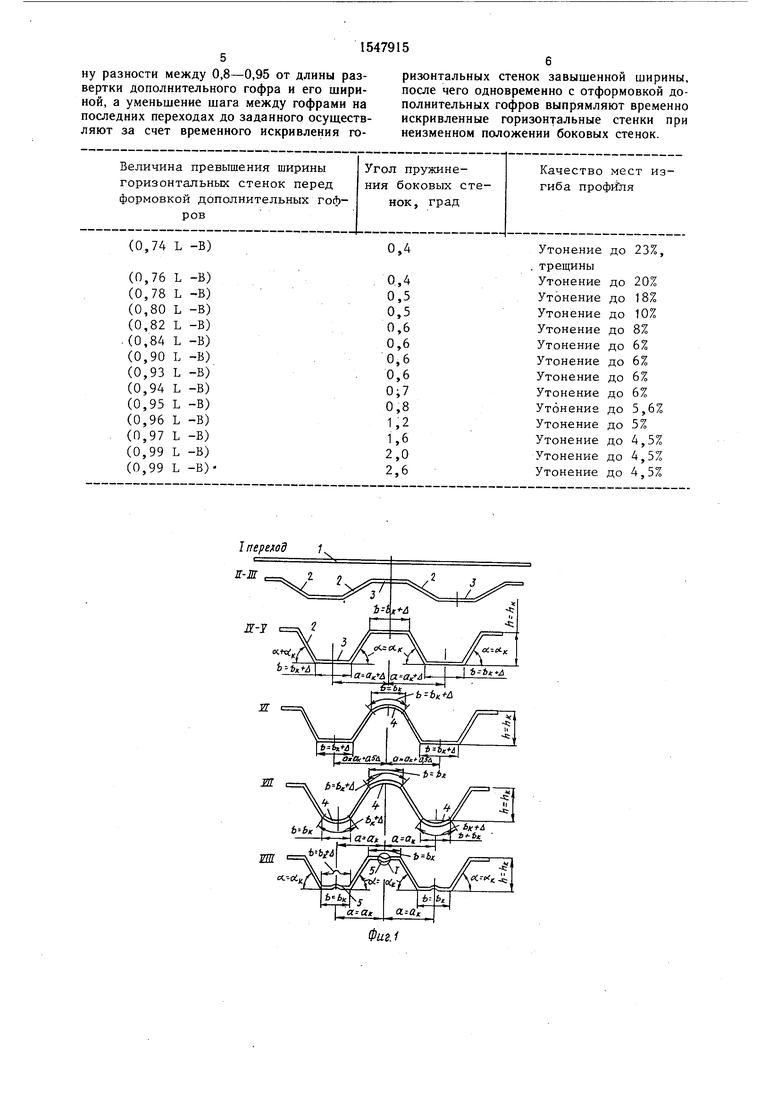
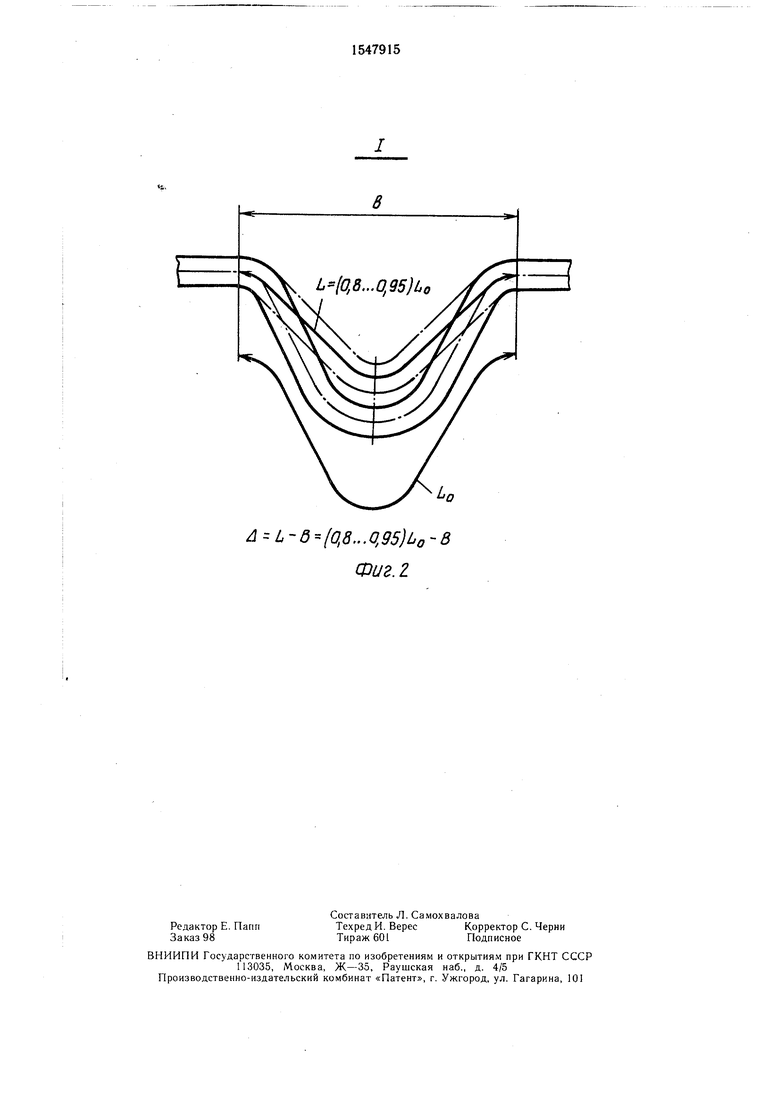
На фиг. 1 представлена принципиальная схема формовки гофрированного профиля; на фиг. 2 - узел I на фиг. 1 (схема для определения величины излишка металла на формовку дополнительных гофров).
При формовке гнутого гофрированного профиля настила НС-57-750-(0,7)0,8 мм с дополнительными гофрами на горизонтальных стенках первоначально из исходной заготовки 1 в технологических переходах II- V формообразовывают гофрированный профиль с высотой Л в V переходе, равной заданной Лк, и углами наклона а боковых стенок 2, равными заданным a.Y при завышенных ширине Ь горизонтальных стенок 3(6 b -f- А, где Ьк - ширина горизонтальной стенки на готовом профиле - заданная ширина, А - излишек металла на формовку гофра) и шаге а между гофрами за счет излишка Д металла на формовку дополнительных гофров (а а к -f- А, где ах - шаг между гофрами на готовом профиле). При этом излишек металла на формовку дополнительных гофров определяется величиной разности между (0,8-0,95) от длины развертки дополнительного гофра и его шириной
сл
ь
sj
СО
сл
В на готовом профиле (фиг. 2), затем на последних переходах VI-VII шаг между гофрами уменьшают до заданного ак на готовом профиле за счет временного искривления упомянутых горизонтальных стенок 4 завышенной ширины, после чего в последнем переходе VIII одновременно отформовывают дополнительные гофры 5 и выпрямляют временно искривленные горизонтальные стенки при неизменном положении боковых стенок. Способ может быть реализован на про- филегибочном стане с помощью валков, изготовленных в соответствии с разработкой на основе предлагаемого способа калибровкой
Если эта величина будет мень разность между 0,80 от длины р гофра и его шириной, то наблюда вышенное утонение (до 18-20%) кают трещины в местах изгиба, о защитных покрытий, если эта вели дет больше, чем разность между длины развертки гофра и его шир наблюдается повышенное пружинени ла до 3-5°, что приводит к иск
Так, по предлагаемому способу осуществ- 15 геометрии профиля и его размеров, лялось изготовление гофрированного профиля настила НС-57-750-(0,7)0,8 мм из оцинкованной стали. Количество гофров - 4, глубина дополнительного гофра 7 мм, ширина гофра В 14 мм. Профиль формовали порулонным способом на стане 0,4- 1,5X500-1500. Для получения готового профиля по предлагаемому способу потребовалось 20 технологических переходов.
Согласно расчетным данным и проверке на стане 0,4-1,5X500-15 лагаемый способ изготовления гнут рированных профилей с дополнит 20 гофрами на горизонтальных стенках в сравнении с известным позволя тавливать указанные профили требуе чества и обладает при этом след преимуществами: обеспечивает ул
Согласно расчетным данным и опытной проверке на стане 0,4-1,5X500-1500 предлагаемый способ изготовления гнутых гофрированных профилей с дополнительными 20 гофрами на горизонтальных стенках гофров в сравнении с известным позволяет изготавливать указанные профили требуемого качества и обладает при этом следующими преимуществами: обеспечивает улучшение
В первых технологических переходах II-,
YVTI ля НАкачества профилей за счет повышения точXVI1 формообразовывали одновременно че-25 г ,
н к нности геометрических размеров (предельтыре гофра. Режим подгибки боковых стенок гофров при этом составлял 0-12-18-24, 5-30-34, 5-39-42, 5-46-49, 5- -52, 5- 55, 5-58, 5-61, 5-64-66°.
Ширина горизонтальной стенки и шаг между гофрами на этих переходах бь:ли завышены по сравнению с заданными на величину Д 3 мм. Высота гофра h 75 мм при заданном угле наклона боковых стенок а 66° была получена в переходе XVI.
Затем в переходах XVII к XVIII ширину горизонтальной стенки и шаг между гофрами уменьшили до заданных значений соответственно 93 и 187 мм за счет временного искривления горизонтальной стенки по дуге с прогибом, равным 10 мм. На последних переходах XIX и XX одновременно отформовывали дополнительные гофры глубиной 7 мм и выпрямляли временно искривленные горизонтальные стенки при неизменном положе30
40
ные отклонения составляли по шагу между дополнительными гофрами ±1 мм, по ширине горизонтальной стенки ±0,8 мм, по углу наклона боковых стенок ±0,5°, по ширине профиля ±3 мм, по высоте профиля ±1 мм), уменьшение поперечного и продольного прогиба (поперечный прогиб составлял до 1% ширины, продольный прогиб до 0,5-0,8 мм на 1 м длины), а также позволяет повысить стабильность процесса профилирования, снизить потери времени на настройку стана и трудоемкость изготовления профилей, улучшить энергосиловые и скоростные параметры формовки.
Формула изобретения
Способ изготовления гнутых гофрированных профилей с дополнительными гофрами на горизонтальных стенках основных гофнии боковых стенок, подогнутых на угол 66°. 45 РОВ, включающий формообразование профиВ процессе формообразования профиля по предлагаемому способу шаг между дополнительными гофрами составлял 187±1 мм, ширина горизонтальной стенки 93±0,8 мм, угол наклона боковых стенок 66°±0,5°, поперечный прогиб до 1% ширины, продоль- 50 ный прогиб 0,5-0,8 мм на 1 м длины, предельные отклонения по ширине ±3 мм, по высоте ±1 мм.
ля с завышенными шириной горизонтальных стенок и шагом между гофрами и последующую формовку дополнительных гофров за счет набранного излишка металла по ширине горизонтальных стенок при уменьшении шага между гофрами до заданного, отличающийся тем, что, с целью улучшения качества профилей за счет повышения точности их формы и размеров, на первых переходах одновременно с формовкой профилей с завышенными шириной и шагом поКак показали-результаты опытной проверля с завышенными шириной горизонтальных стенок и шагом между гофрами и последующую формовку дополнительных гофров за счет набранного излишка металла по ширине горизонтальных стенок при умень шении шага между гофрами до заданного, отличающийся тем, что, с целью улучшения качества профилей за счет повышения точности их формы и размеров, на первых переходах одновременно с формовкой профилей с завышенными шириной и шагом поки предлагаемого способа (приведены в таб- лучают профиль с заданными высотой и
лице) при формообразовании профиля НС - 57-750-(0,7)0,8 мм с дополнительными гофрами на горизонтальных стенках их ширину
углами наклона боковых стенок, при этом ширина горизонтальных стенок превышает их ширину на готовом профиле на величи0
до отформовки на них гофров следует принимать шире, чем на готовом профиле, на величину разности между 0,80-0,95 от длины развертки дополнительного гофра и его шириной.
Если эта величина будет меньше, чем разность между 0,80 от длины развертки гофра и его шириной, то наблюдается повышенное утонение (до 18-20%) и возникают трещины в местах изгиба, отслоение защитных покрытий, если эта величина будет больше, чем разность между 0,95 от длины развертки гофра и его шириной, то наблюдается повышенное пружинение металла до 3-5°, что приводит к искажению
геометрии профиля и его размеров,
геометрии профиля и его размеров,
Согласно расчетным данным и опытной проверке на стане 0,4-1,5X500-1500 предлагаемый способ изготовления гнутых гофрированных профилей с дополнительными гофрами на горизонтальных стенках гофров в сравнении с известным позволяет изготавливать указанные профили требуемого качества и обладает при этом следующими преимуществами: обеспечивает улучшение
,
качества профилей за счет повышения точ
ные отклонения составляли по шагу между дополнительными гофрами ±1 мм, по ширине горизонтальной стенки ±0,8 мм, по углу наклона боковых стенок ±0,5°, по ширине профиля ±3 мм, по высоте профиля ±1 мм), уменьшение поперечного и продольного прогиба (поперечный прогиб составлял до 1% ширины, продольный прогиб до 0,5-0,8 мм на 1 м длины), а также позволяет повысить стабильность процесса профилирования, снизить потери времени на настройку стана и трудоемкость изготовления профилей, улучшить энергосиловые и скоростные параметры формовки.
Формула изобретения
Способ изготовления гнутых гофрированных профилей с дополнительными гофрами на горизонтальных стенках основных гофРОВ, включающий формообразование профиля с завышенными шириной горизонтальных стенок и шагом между гофрами и последующую формовку дополнительных гофров за счет набранного излишка металла по ширине горизонтальных стенок при уменьшении шага между гофрами до заданного, отличающийся тем, что, с целью улучшения качества профилей за счет повышения точности их формы и размеров, на первых переходах одновременно с формовкой профилей с завышенными шириной и шагом получают профиль с заданными высотой и
лучают профиль с заданными высотой и
углами наклона боковых стенок, при этом ширина горизонтальных стенок превышает их ширину на готовом профиле на величину разности между 0,8-0,95 от длины развертки дополнительного гофра и его шириной, а уменьшение шага между гофрами на последних переходах до заданного осуществляют за счет временного искривления горизонтальных стенок завышенной ширины, после чего одновременно с отформовкой дополнительных гофров выпрямляют временно искривленные горизонтальные стенки при неизменном положении боковых стенок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ производства гофрированных профилей | 1987 |
|
SU1480920A1 |
| Способ производства гофрированных профилей | 1989 |
|
SU1639829A2 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1342558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ изготовления гнутых профилей с продольными и пересекающими их поперечными гофрами | 1991 |
|
SU1804356A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА С ПОПЕРЕЧНЫМИ ГОФРАМИ НА СТЕНКЕ | 1992 |
|
RU2006316C1 |
| Способ М.Е.Докторова изготовления гофрированных профилей | 1990 |
|
SU1759501A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гнутых гофрированных профилей с дополнительными гофрами на горизонтальных стенках основных гофров в валках профилегибочного стана. Цель изобретения - улучшение качества профилей за счет повышения точности их формы и размеров. На первых переходах формуют профиль с заданными высотой и углами наклона боковых стенок при завышенных ширине горизонтальных стенок и шаге между гофрами. Ширина горизонтальных стенок превышает их ширину на готовом профиле на величину разности между 0,8...0,95 от длины развертки дополнительного гофра и его шириной. На последних переходах шаг между гофрами уменьшают до заданного на готовом профиле за счет временного искривления горизонтальных стенок завышенной ширины. Затем одновременно отформовывают дополнительные гофры и выпрямляют временно искривленные горизонтальные стенки при неизменном положении боковых стенок. Способ позволяет повысить точность геометрических размеров профилей. 2 ил., 1 табл.
A L-6(0,8...0,95)
Фиг. г
| Способ изготовления гофрированных профилей | 1980 |
|
SU940909A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
