I
Изобретение относится к обработке металлов давлением и может быть использовано Для изготовления различных крепежных изделий, например железнодорожных костылей, противоугонов и т. д.5
Известна линия изготовления крепежных изделий, содержащая разматывающее устройство, приводной правильно подакйций механизм, нагревательное /устройство, вытяжные ролики и кузнечно-прес- совое устройство ll.
Недостатком известной линии.является невозможность переработки большегрузных бунтов и, как следствие зтого, малый выход годного.
Цель.изобретения - увеличение выхода годного.
Указанная цель достигается тем, что линия изготовления крепежных изделий, содержащая разматывающее устройство, приводной правильно-подающий механизм, нагревательное устройство, вытяжные ролики и кузнечйо-прессовое
устр ойство, снабжена петлеобразующим механизмом, зажимными роликами и датчиками длины петли, при этом петлеобразующий механизм выполнен в виде подвижных проводок, зажимные ролики расположены за подвижными проводками по ходу движения металла, а датчики длины петли расположены под подвижными проводками и электрически связаны с приводом правильно-подающего механизма.
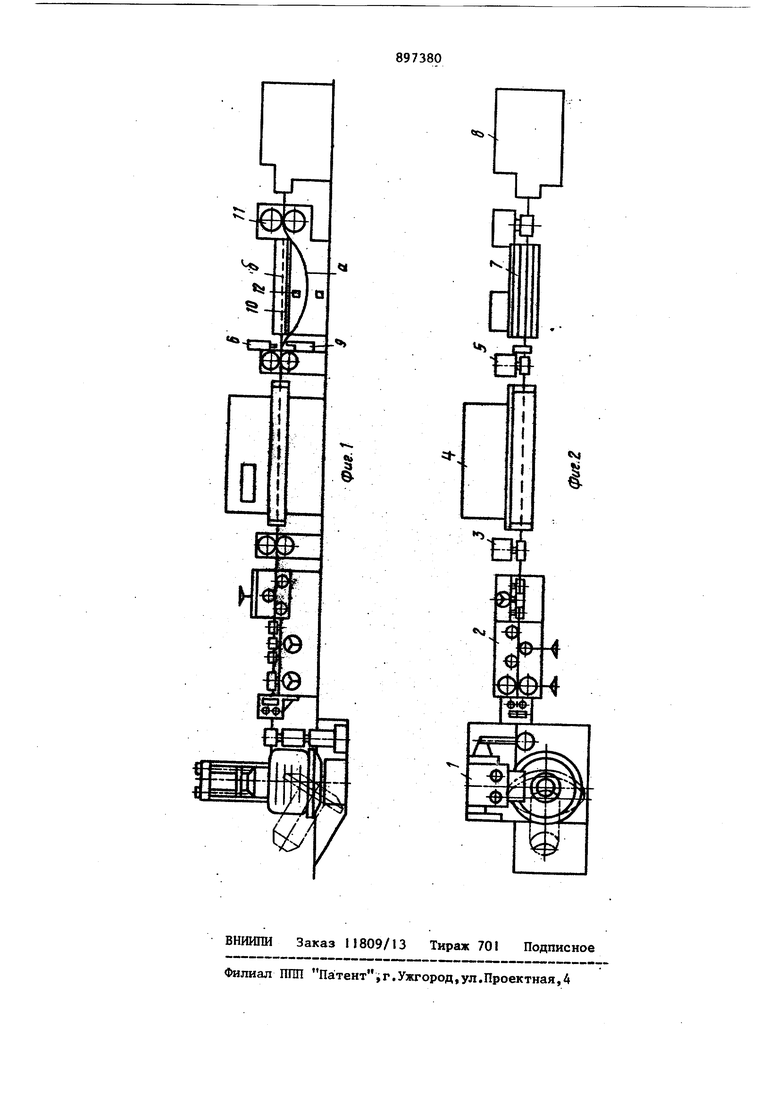
На фиг. I изображена линия изготовления крепежных изделий, общий вид; на фиг. 2 - то же, вид сверху.
Линия изготовления крепежных изделий содержит разматывающую фигуру 1 с устройством для огибания конца бунта, приводное правильно-подающее устройство 2, опорные ролики 3, нагревательное устройство 4 (например, индукционное или электроконтактное), опорные вытяжные ролики 5. После вытяжных роликов установлено устройство 6., регулирующее температуру, например фотоэлектрический пирометр, петлеобразующее устройство 7 и кузнечно-прес совое устройство 8. Между опорными вытяжными роликами 5 и петлеобразующим устройством 7 установлены ножницы 9.На корпусе петлеобразукнцего устрой ства 7 крепится подвижная проводка 10,На этом же корпусе после подвижных проводок, по ходу движения металла, установлены зажимные ролики 1. Под ПОДВР1ЖНЫМИ проводками на корпусе петлеобразз ощего устройства смонтировакы датчики 12, задающие длину петли Датчиков может быть один, два и т.д. При этом на фиг .Id- рабочее положение металла (петля); S положение металла при заправке. Поточная линия работает след5гющим образом. Бунт металла устанавливают краном на разматывакщую фигуру 1 уст1К йства для отгибания конца. Устройство для отгибания отгибает конец бунта, выправляет и задает его в правильноподакщее устройство 2, после чего привод его отключают. В правильно-подающем .устройстве металл рихтует приводные ролики, расположенные в двух плоскостях. Далее отрихтованаый металл по опор роликам 3 поступает в нагреватель ное устройство 4. Из нагревательного устройства нагретый металл попадает яа опорные вытяжные ролики 5, и далее на подвижные проводки 10 петлеобразуняцего устройства 7. Двигаясь по подвижнь проводкам ( положение j5), конец металла попадает s зажимшле рояики 11, кото1ййе его захватывают и удерживают. Как только зажимные ролики захватят конец металла, подв1шиая проводка опускается и освобояу ает металл, т, е, нагретый металл свободно висит между опорньши вытяядаьми и зажймньши роликами-. Все это время привод правильно-подающего устройства 2 продолжает работать и подавать металл в индуктор нагревательного устройства и далее в петлеобразующее устройСТБО 7. Так как конец металла зафиксирован, а правильно-подающее устройство и опорные вытяжные ролики 5 продолжают подавать нагретый металл, последний деформируется, провисает и образуется петля (положение01). Как только петля достигает заданной величины, датчик 12, задакяцее величину петли, включают привод зажимных роли,ков 11, которые подают металл в кузнечно-прессовое устройство 8. Устройство 6 следит за температурой нагреваемого металла и регулирует ее. Ножницы 9 вырезают металл при аварийной остановке линии. Средняя скорость подачи металла правильно-подающим устройством и скорость работы кузнечнопрессового устройства одинаковая. Таким образом, благодаря совокупности описанных признаков, исключается обрыв нагретого металла и увеличивается выход годной продукции. Формула изобретения Линия изготовления крепежных изделий, содержащая разматывакяцее устройство, приводной правильно-подакяций механизм, нагревательное устройство, вытяжные ролики и кузнечно-прессовое устройство, отличающаяся тем, что, с целью увеличения выхода годного, она снабжена петлеобразующим механизмом, зажимными роликами и датчиками длины петли, при этом петлёобразующий механизм выполнен в виде подвижных проводок, зажимные ролики расположены за подвижными проводками по ходу движения металла, а,датчики длины петли расположены под подвижными проводками и электрически связаны с приводом правильно-подающего механизма . Источники информации, принятые во внимание при экспертизе . Метизное производство. Тематический отраслевый сборник, № 4. М., Металлургия, 1975, с. ИЗ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления крепежных изделий | 1990 |
|
SU1773546A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2071862C1 |
| Устройство для разматывания рулона | 1980 |
|
SU893295A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ШТАМПОВКИ ТОНКОГО ЛИСТА ИЗ РУЛОНА | 2000 |
|
RU2186650C2 |
| УСТАНОВКА ДЛЯ ОТЖИГА И ЗАКАЛКИ КАЛИБРОВАННОЙ СТАЛИ | 1997 |
|
RU2126845C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ С РЕЗКИМ ПЕРЕХОДОМ ПО ДИАМЕТРУ В ПОПЕРЕЧНОМ | 1973 |
|
SU405637A1 |
| Петлеобразующее устройство | 1979 |
|
SU825227A1 |
| УСТРОЙСТВО ДЛЯ ОБАНДЕРОЛИВАНИЯ КОРЕШКОВ ДЕНЕЖНЫХ БИЛЕТОВ | 1999 |
|
RU2166466C2 |
| УСТРОЙСТВО ДЛЯ ОБАНДЕРОЛИВАНИЯ КОРЕШКОВ ЦЕННЫХ БУМАГ | 1997 |
|
RU2123462C1 |