(54) ПЕТЛЕОБРАЗУЮЩЕЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Устройство для торможения полос | 1989 |
|
SU1763066A1 |
| Накопитель полосы | 1977 |
|
SU743746A1 |
| Прокатный стан | 1988 |
|
SU1600869A1 |
| Устройство для продольной резки полосы | 1981 |
|
SU990439A1 |
| Комплексная установка для непрерывного изготовления сварных профильных балок | 1973 |
|
SU534177A3 |
| Привод петлеобразующих органов двухфонтурной основязальной машины | 1973 |
|
SU446569A1 |
| Устройство для продольной резки полосы | 1975 |
|
SU612728A1 |
| Агрегат продольной резки полосы | 1979 |
|
SU872058A1 |
| Агрегат продольной резки | 1988 |
|
SU1637961A1 |
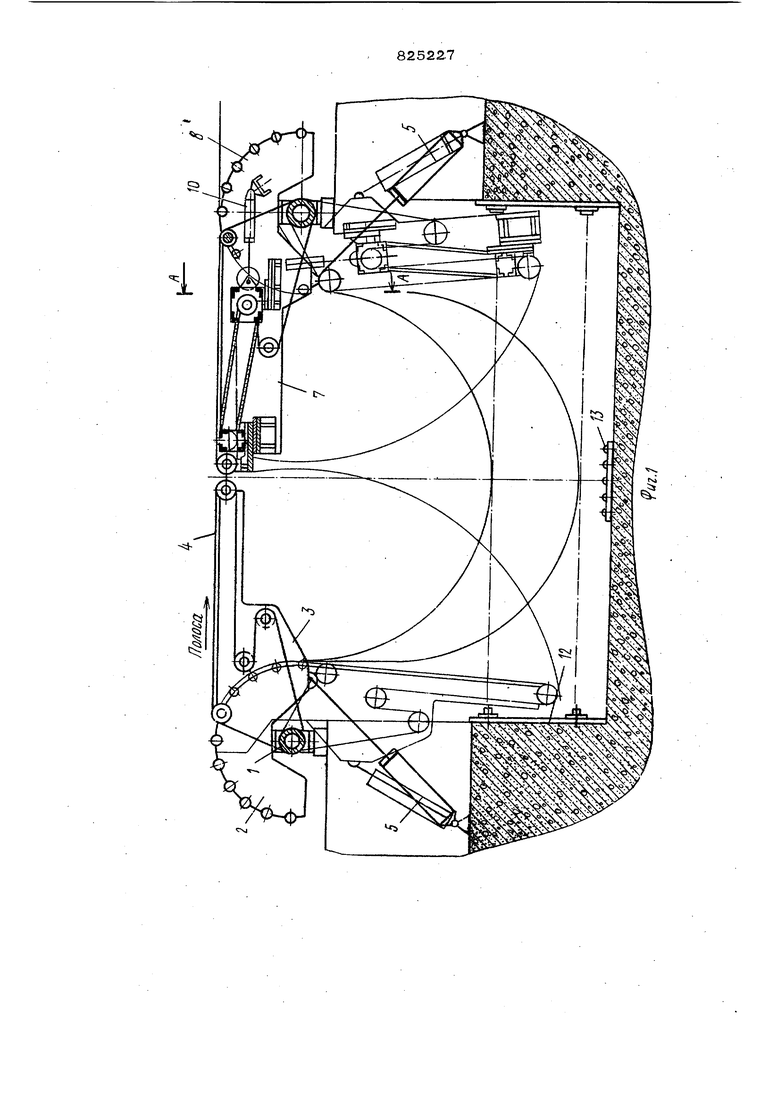

-Петлеобразуюшее устройство относит-/ СЯ к обработке металлов давлением и может быть использовано, в частности, в агрегатах поперечной резки полос, к поверхностям которых предъявляются повышенные требования, например алюминиевых. Известно Петлеобразуюшее устройство содержащее ряд вертикально установленных с возможностью перемешения роликов, вокруг которых обмотана лента 1 Недостаток данного устройства заключается в том, что необходима ручная заправка ленты на указанные ролики, а это приводит к потерям времени. Известно также петлеобразующее устройство, содержащее две установленные с возможностью качания рамы, связанные с индивидуальными приводами их качания и установленные на рамах два петпеобразующих транспортера и неподвижные с« торные роликовые проводки 2j. Недостаток указанной конструкшш - наличие большого зазора между бе абанами петлеобразующих транспортеров, который возникает вследствие того, что центры качания рам петлеобразующих транспортеров не совпадают с уровнем прохождения полосы, а находятся значительно ниже его. Длины петлеобразу:ощих транспортеров и зазор между ними выфан таким офазом,что при синхронном опускании петлеобразуюшгих транспартеров траектории их не пересекаются. При большие радиусах роликовых проводок зазор между петлеобразующими транспортерами может достигать больших раамеров, что ведет к забуривашпо переднего конца полосы и остановке агрегата или к необходимости з-становки в районе стыка петлеобразуюших транспортеров стахшонарых гребнеобразных проводок, оставл$пощвх ватиры на полосе. Цепь изобретения - расширение технологических возможностей путем обеспв-чения непрерывности транспортирования офабатываемой полосы при горизонтальном положении рабочих участков петлеобраа ующих транспортеров. Поставленная цель достигается тем, что устройство снабжено ползуном с ро4 ликами, установленным на ол.ной из рам петлеобразующих транспортеров с возмож ностью перемещения вдоль рамы, и приво дом перемещения ползуна. Привод перемещения ползуна установлен на раме. На фиг. I показано петлеобразующее устройство, общий вид продольный разрез на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - петлеобразующий транспортер с составной рамой, продольный разрез. Предлагаемое петлеобразующее устрой ство содержит петлеобразующий транспортер известной конструкции, включающий приводной барабан 1, радиусную роликовую проводку 2, выполненную совмес но с рамой 3 петлеобразующего транспортера, гибкий элемент - транспортерную ленту 4 и гидроцилиндр 5 поворота транспортера (другой петлеобразующий транспортер включает составную раму, выполненную в виде ползуна 6 и рамы 7 с радиусной роликовой проводкой 8),прив ной барабан 9, гидроцилиндр Ю перемещения ползуна 6, смонтированный на раме 7 петлеобразующего транспортера, гибкий элемент - транспортерную ленту 11 и гидроцилиндр 5 поворота. Устройство снабжено установкой 12 контроля положения петли и нормальной роликовой проводкой 13. Петлеобразующее устройство работает следующим образом. В исходном положении петлеобразующие транспортеры занимают исходное горизонтальное положе1ше, ленты транспортеров движутся со скоростью полосы, ползун 6 находится в крайнем положении, обеспечивающим стык между петлеобразуюшими транспортерами с минималь ным зазором. После задачи переднего конца полосы в машину линии, расположе ную за петлеобразующим устройством, п ходу движения полосы ползун 6 при помощи гидроцилиндра Ю перемещается в другое крайнее положение и петлеобрааующие транспортеры с помощью гидрощшиндров 5 поворота синхронно опускаются, набирая запас полосы (петлю), пр этом траектории их не пересекаются. Пр опущенных петлеобразующих транспорте- pax радиусные ролгасовые проводки 2 и занимают рабочее положение, и по ним полоса плавно опускается и поднимается из пеглеобразующсги устройства. Контроль верхнего и нижнего уровней петли осуществляется установкой 12 контроля положения петли. В конце намотки рулона петлеобразующие транспортёры с помощью гидроцилиндров 5 поворота Поднимаются и занимают исходное положение, обеспечивающее минимальный зазор меж ду петлеобразующими транспортерами, и цикл повторяется. Возможность возвратно-поступательного перемещения ползуна с роликами транспортерных лент позволяет уменьщить зазор (до 10 мм) между петлеобразующими транспортерами, ведет к устранению забуривания переднего конца полосы, обеспечивает непрерывность транспортирования обрабатываемой полосы с сохранением качества поверхности полосы. Предлагаемый годовой экономический эффект от внедрения изобретения составляет около 52846 р. Формула изобрет е н и я 1,Петлеобразующее устройство, содержащее две установленные с возможностью качания рамы, связанные с индивидуальными приводами их качания и установленные на рамах два петлеобразующих транспортера, неподвижные секторные ролшювые проводки, отличающеес я тем, что, с целью расширения технологических возможностей путем обеспечения непрерывности транспортирования обрабатываемой полосы при горизонтальном положе1ши рабочих участков петлеобразующих транспортеров, оно снабжено ползуном с роликами, установленным на одной из рам петлеобразующих транспортеров с возможностью перемещения вдоль рамы, и приводом перещения ползуна. 2.Петлеобразующее устройство по п. 1, отличающееся тем, что привод перемещения ползуна установлен на раме. Источники информации, принятые во внимание при экспертизе 1.Заявка Франции № 2139954, кл. В 21 С 47/00, опублик. 16.02.73. 2.Шор Э. Р. и Калашников А. И. Производство листов из алюминиевых сплавов. М., 1967, с. 131 (1фототкп).
иг.г
