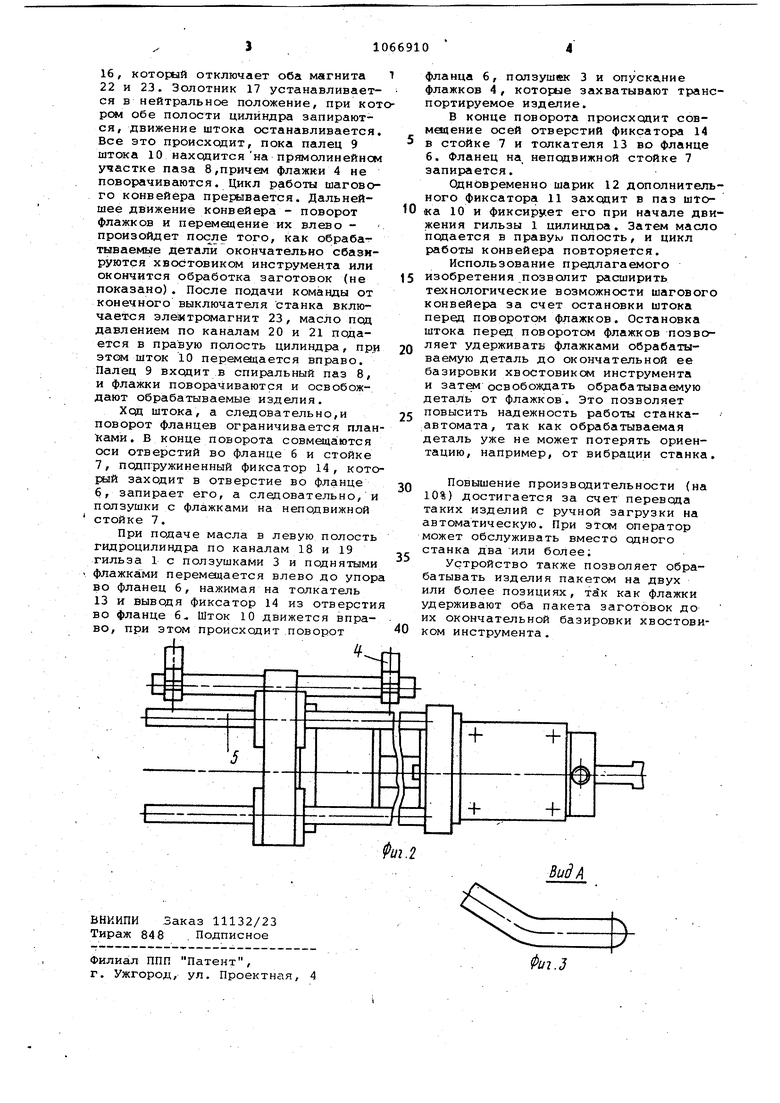
Изобретение относится к транспор тирукщим устройствам, используемым преимущественно на станках с кратко временным циклом обработки непсдвих ной детали. По основнсййу авт.ев, 755708 известен шаговый конвейер, осщержа1ДИЙ привод в виде гидроцилиндра, на гильзе которого установлены флажки, неподвижные стойки с подпружиненными фиксаторами, фланцы, которые установлены в неподвижных стойках и связаны с гильзой и штокс 1 гидроцилиндра соответственно посредствсм направляющих и соединения спиральный паз-палец, причем конвейер снаб жен дополнительным подпружиненным фиксатором штока, при этом направляющие- и флажки установлены с возможность (6 их поворота относительно гильзы, а спиральный паз сопряжен с дополнительным прямолинейным пазо расположенным параллельно ходу конв йера. Дополнительный прямолинейный паз позволяет исключить инерционные перемещения транспортируемого изделия tin. Недостаток указанного устройства заключается в том, что при перемещении изделия с одной позиции на другую, после окончания хсда гидроцилиндра при движении штока, сразу поворачиваются флажки. При передаче шаговым конвейером обрабатываемых деталей из зоны загрузки в зону обработки обрабатываемая деталь еще не успевает сбазироваться инструмен том, а флажки уже освобождают деталь. От вибрации станка деталь может смеситься, неустойчивая деталь может опрокинуться в направлении ее перемещения или в обратную сторону. При обработке изделий пакетом пакет изделий, освобожденный с двух сторо флажками и не сцентрированный еще рабочим хвостовиком инструмента, может рассыпаться. Все это приводит к снижению надежности станка и умен шению производительности, так как ,детали неустойчивые приходится обрабатывать вручную. Кроме того, указанное устройство не дает возмо ности вести многопозиционную обрабо ку изделий пакетом, что значительно ограничивает технологические возмож ности конвейера. Целью изобретения является расши рение технологических возможностей конвейера за счет остановки щтока перед поворотом флажков. Поставленная цель достигается тем, что шаговый конвейер снабжен конечным выключателем и связанным с ним механизмом запирания масла в обеих полостях цилиндра, а шток снабжен кулачком, при этом конечный выключатель установлен с возможноетью взаимодействия с кулачком в . период перемещения пальца по дополнительному прямолинейному пазу. На фиг. 1 изображен предлагаемый шаговый конвейер; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 1. В конвейере на гильзе 1 гидроцилиндра посажены на круговых направлягацих 2 попзьлшки 3, которые могут вращаться вокруг гильзы гидроциЛицдра вместе с флажкгили 4 и направляющими 5, закрепленными во фланце 6 неподвижной стойки 7. Во втулке фланца б выполнен спиральный паз 8, переходящий в прямолинейный, в который входитпалец 9, закрепленный на штоке 10. На неподвижной стойке 7 закреплен дополнительный фиксатор 11, шарик 12 которого входит в гнездо штока 10. Во фланце 6 закреплены толкатель 13и фиксатор 14, взаИмодействуицие с гильзой 1. На конце штока 10 закреплен кулачок 15. Кулачок 15 взаимодействует с конечным выключателем 16 в тот период когда палец 9 штока 10 перемещается по дополнительному прямолинейному пазу 8. Конечный выключатель 16 связан с механизмом запирания масла в обеих полостях цилиндра, включающим золотник 17, через который масло под давлением подается в левую часть цилиндра черед канал 18 и по каналу 19, расположенному в левом штоке, а в правуад часть цилиндра масло под давлением подается по каналу 20 в канал 21, расположенный в правом штоке 10. Механизм запирания включает также магниты 22 и 23, которыми управляется золотник 17. При включении магнита 23 масло под давлением подается в правую полость гидроцилиндра по каналам 20 и 21, гильза 1 с закрепленным на ней ползушками 3 и флажками 4 совершает поступательное движение вправо, перемацая транспортируемое изделие. Шток 10 в это время перемещаться не может, так как фланец 6, взаимодействующий посредствомпальца 9 со спиральным пазом 8, заперт фиксаторами 11 и 14. В конце хода гильза 1 нажимает на толкатель 13 и выводит фиксатор 14из отверстия во фланец 6. Плоскость стыка толкателя 13 и фиксатора 14 совпадает с плоскостью стыка стойки 7 и фланца 6. Фланец 6 получает возможность поворачиваться. Шток 10 перемещается влево, при этом палец 9 находится в начале прямолинейного участка паза. Перемещаясь.-влево, кулачок 15 нажимает на конечный выключатель .
16, который отключает оба магнита 22 и 23. Золотник 17 устанавливается в нейтральное положение, при котром обе полости цилиндра запираются, движение штока останавливается. Все это происходит, пока палец 9 штока 10 нахсяится на прямолинейном участке паза 8,причем флажки 4 не поворачиваются. Цикл работы шагового конвейера прерывается. Дальнейшее движение конвейера - поворот флажков и перемещение их влево произойдет после того, как обрабатываемые детали окончательно сбазнруются хвостовиком инструмедта или окончится обработка заготовок (не показано). После подачи команды от конечного выключателя станка включается элеитрсялагнит 23, масло под давлением по каналам 20 и 21 подается в правую полость цилиндра, при этсм шток 10 перемещается вправо. Палец 9 вхсдит в спиральный паз 8, и флажки поворачиваются и освобождают обрабатываемые изделия.
Хсщ штока, а следовательно,и поворот фланцев ограничивается планками. В конце поворота совмещаются оси отверстий во фланце 6 и стойке 7, подпружиненный фиксатор 14, которлй заходит в отверстие во фланце 6, запирает его, а следовательно, и ползушки с флажками на неподвижной стойке 7.
При подаче масла в левую полость Гидроцилиндра по каналам 18 и 19 гильза 1 с ползушками 3 и поднятыми флажками перемацается влево до упор во фланец 6, нажимая на толкатель 13 и выводя фиксатор 14 из отверсти во фланце 6 Шток 10 движется вправо, при этом происходит поворот
фланца 6, палзушек 3 и опускание флажков 4, которые захватывают транспортируемое изделие.
В конце поворота происходит совмещение осей отверстий фиксатора 14 в стойке 7 и толкателя 13 во фланце 6. Фланец на неподвижной стойке 7 запирается.
ОднЬвременно шарик 12 дополнительного фиксатора 11 заходит в паз што0ка 10 и фиксирует его при начале движения гильзы 1 цилиндра. Затем масло подается в правуы полость, и цикл работы конвейера повторяется.
Использование предлагаемого изобретения.позволит расширить
5 технологические возможности шагового конвейера за счет остановки штока перед поворотом Флажков. Остановка штока перед поворотом флажков позволяет удерживать флажками обрабаты0ваемую деталь до окончательной ее базировки хвостовиком инструмента и затем освобождать обрабатываемую деталь от флажков. Это позволяет повысить надежность работы станка5автомата, так как обрабатываемая деталь уже не может потерять ориентацию, например, от вибрации станка.
Повышение производительности (на
0 10%) достигается за счет перевода таких изделий с ручной загрузки на автоматическую. При этом оператор может обслуживать вместо одного станка два-или более;
5
Устройство также позволяет обрабатывать изделия пакетом на двух или более позициях, тик как флажки удерживают оба пакета заготовок до их окончательной базировки хвостови0ком инструмента.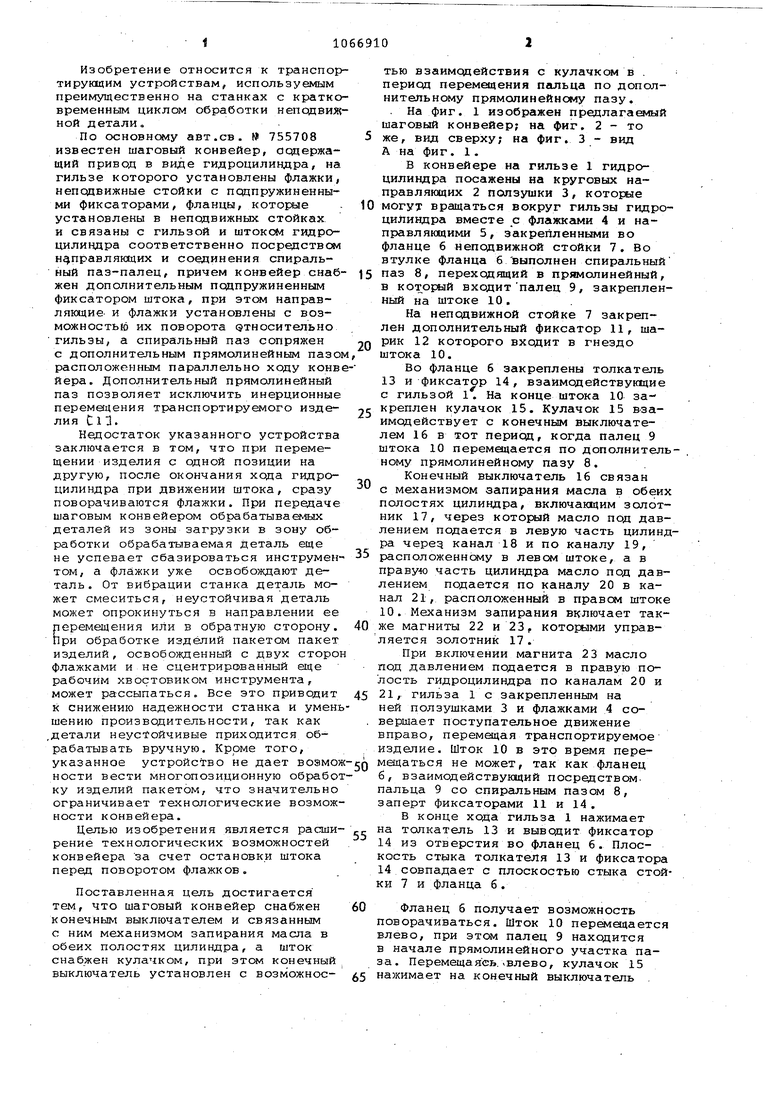
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАГОВЫЙ ТРАНСПОРТЕР С ФЛАЖКАМИ | 1970 |
|
SU276794A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Шаговый конвейер | 1982 |
|
SU1062141A1 |
| Устройство для автоподналадки инструмента | 1987 |
|
SU1444131A2 |
| Пневмогидравлический дозатор | 1976 |
|
SU606266A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Автоматическая линия для балансировки коленчатых валов | 1984 |
|
SU1221520A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Устройство для шаговой подачи | 1979 |
|
SU897436A1 |
| Промышленный робот | 1977 |
|
SU738864A1 |
ШАГО№1Й КОНВЕЙЕР по авт.св. 755708, отличаю щи и С я тем, что, с целью расширения технологических возможностей конв ей ера за счет остановки штока перед поворотом флажков, он снабжен конечньвд выключателем и связанным с ним механизмом запирания масла в обеих полостях цилиндра, а шток снабжен кулачком, при этом конечный выключатель установлен с возможностью взаимодействия с кулачком в период перемвцения пальца по дополнительному прямолинейному пазу.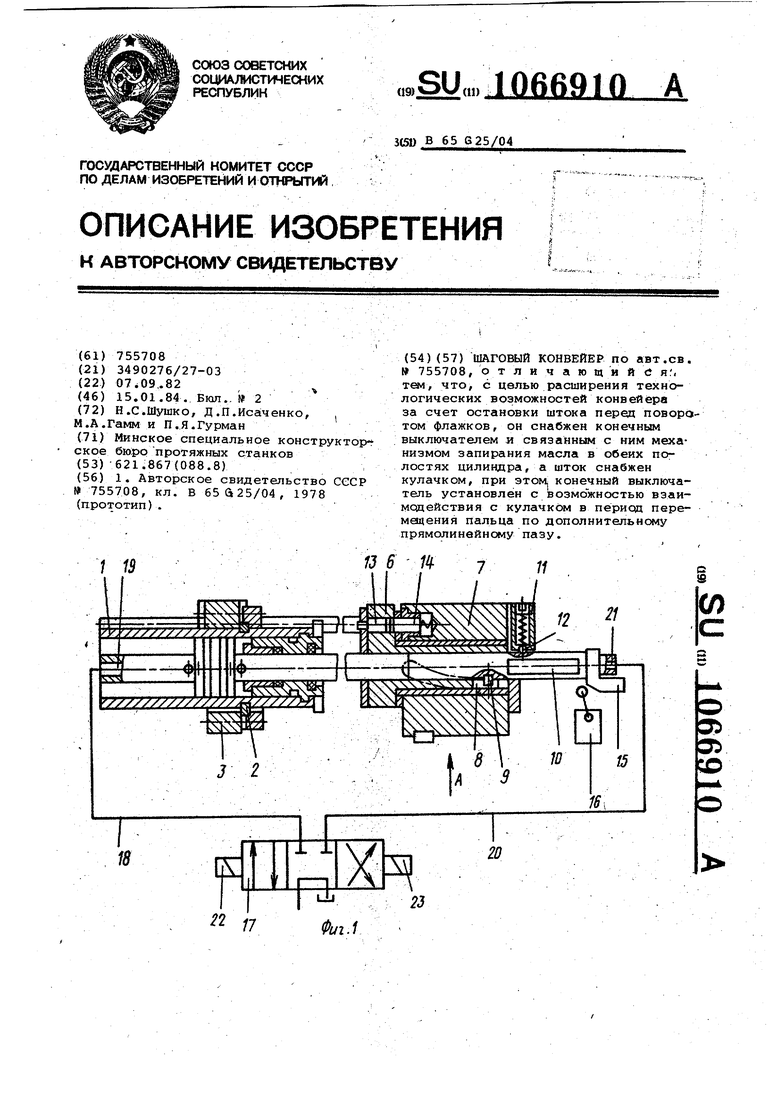
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР №755708, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
