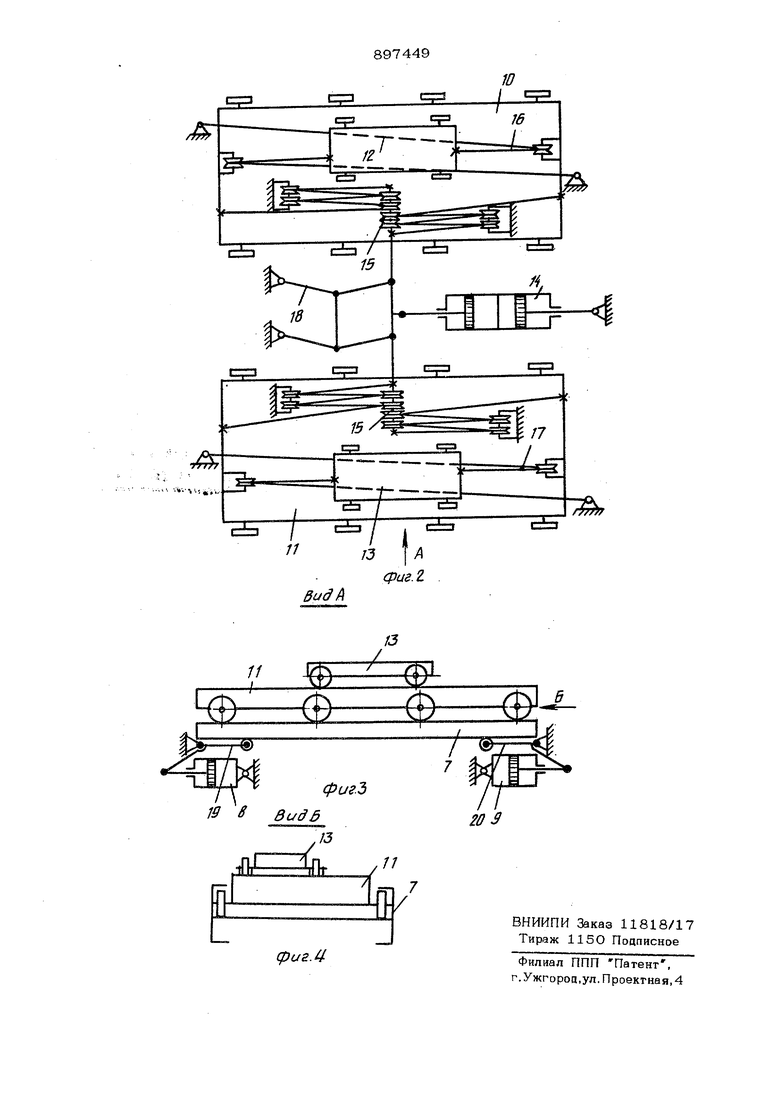
(54) ГОРИЗОНТАЛЬНО ЗАМКНУТАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ ФЕРМ ИЗ ПРОФИЛЬНОГО Изобретение относится к сборке, а именно к конструкции горизонтально замкнутой поточной линии для сборки и сварки ферм из профильного проката. Известна поточная линия для сборки и сварки ферм из профильного проката,содержащая мостовой кран, сварочное оборудование, сборочные козелки, сбороч ные стеллажи, на которых производится сборка и сварка ферм по копиру. Сначал производится сборка полуферм, затем после ее кантовки собирается вторая ее сторона 1. При сборке ферм по копиру имеет ме сто низкий уровень механизации и низкая производительность труда. Такая ко поновка оборудования не обеспечивает поточного процесса производства ферм. Известна горизонтально замкнутая поточная линия для сборки и сварки фер из профильного проката, содержащая смонтированные на основании параллель но расположенные рабочий путь и путь возврата, соединенные между собой по ПРОКАТА концам механизмом поперечной передачи, перемещаемые от привода по рабочему пути и пути возврата сборочно-сварочные конд тсторы, а также расположенные вдоль рабочего пути стеллажи для складирования элементов ферм и сварочные установки 2. Однако указанная горизонтально замкнутая поточная малопроизводительна, так как велико время на переход сборочно-сварочных конденсаторов с рабочего пути на путь возврата и обратно. Цель изобретения - создание такой конструкции горизонтально замкнутой пото.чной линии, которая была бы более производительна за счет сокращения времени на переход сборочно-сварочных кондукторов с рабочего пути на путь возврата и обратно. Указанная цель достигается тем,что в горизонтально замкнутой поточной линии сборки и сварки ферм из профильного проката, содержащей смонтированные на основании параллельно расположенные рабо- чий путь и путь возврата, соединенные между сьбой по концам механизмом поперечной передачи, переплетаемые о г привода по рабочему пути и пути возврата сборочио-сварочные кондукторы, а также расположенные вдоль рабочего пути стеллажи для складирования элементов ферм и сварочные установки, механизм поперечной передачи выполнен в виде двух пар Подъемных направляющих, оснащен- ньрс механизмами их индивидуального подъема и перемещаемыми го ним транспортными тележками, при этом транспортные тележки снабжены подвижными по ним приводными опорами. На фиг. I изображена схема поточной линии, вид в плане; на фиг. 2 - схема механизма поперечной передачи (повернуто); на фиг. 3 - вид А на фиг. 2; на фиг. 4 - вид Б на фиг, 3, Горизонтально замкнутая поточная линия состоит из рабочего пути I и пути возврата 2. На рабочем пути 1 в период вьгаолнегшя технологических операций находятся три сцепленных между собой сборочно-сварочных кондукторов 3, а на пути возврата - два таких кондуктора 3. Движение кондукторов 3 на рабочем пути I ос таествляется приводом 4, а на пути возврата 2 - приводом 5. На противоположных от привода концах линии расположены натяжные механизмы (не по казаны), от которых к приводам перекинуты тяговые цепи. К верхним ветвям цепей прикреплены качающиеся упоры, перемещающие кондукторы 3 только в одну сторону, а при ходе цепи назад, про скальзывающие под кондук:торами. Механизм поперечной передачи вьшолнен в ви де двух пар подъемных направляющих 6 и 7, оснащенных: механизмами 8 и 9 их индиввдуольного подъема. По направляющим 6 и 7 перемещаются транспортные тележки IО и II. В свою очередь по транспортным тележкам перемещаются приводные опоры 12 и 13. Привод перемоцения транспортных тележек Ю и II выполнен в виде сдвоенного цилиндра 14 который через полиспастовую систему 15 перемещает тележки 10 и 11 по направляющим 6 и 7. Одновременно с удвоенной скоростью относительно тележек Ю н 11 при помощи полиспастовых систем 16 и 17 перемещаются опоры 12 и 13, перекатывающиеся по тележкам Ю и 11 Параллелограммная система 18 обеспечивает синхронное перемещеште тележек 10 и 11 и опор 12 и- 13. Направляющие 6 и 7, несущие на себе тележки 10 и. 1. могут быть подняты вверх механизмами 8 и 9, вьтолненными в виде силовых цилиндров с рычагами 19 и 20. Упоры 21 ограничивают поперечное перемещение кондукторов 3, обеспечивая точную посадку юс на рельсы рабочего пути 1 и пути возврата 2. Выдвижной упор 22 и механизм доводки 23 с пневмоприводами обеспечивает Точную остановку кондукторов 3 относительно сварочных установок 24, а выдвижной упор 25 и механизм доводки 26 обеспечивают сцепление кондуктора 3, подаваемого с пути возврата 2 на рабочий путь I с кондукторами 3, находящимися на рабочем пути 1. Линия снабжена расположёнными по ходу технологического процесса грузоподъемными механизмами 27 и 28 с электромагнитными захватами, стеллажами 29 для хранения раскосов. Технологический процесс на предлагаемой поточной линии осуществляется следующим образом. На кондукторе 3 в положении с1 производится сборка поясов и опорных узлов ферм, подаваемых на кондуктор грузоподъемными механизмами 27 и 28. В положении (5 производится сборка раскосов, подаваемых со стеллажей 29. В положении -в производится сварка ферм электрозаклепками со сквозным проплав- лением верхнего элемента (раскоса). На этом рабочем месте смонтированы стационарные сварочные установки 24 по одной на каждый свариваемый узел фермы, управляемые с общего пульта. Точная установка кондукторов 3 на рабочи с местах происходит следующим образом. Привод 4 вьпслючается, когда кондукторы 3 на рабочем пути 2 несколько не дощли до требуемого положения. Затт поднимается выдвижной упор 22 и механизм доводки 23 досылает кондуктор 3 к этому упору, чем фиксируется требуемое положение кондуктора 3, В положении С расположена аппаратура для дефектоскопии, здесь готовая ферма снимается с кондуктора 3, и последняя при помощи механизма поперечной подачи передается на путь возврата 2. Одновременно свободный кондуктор 3 передается с пути возврата 2 на рабочий путь 1. Работа механизма поперечной передачи осуществляется так. Когда тележки 10 и 11 заник ают то или другое крайнее положение, опоры 12 и 13 находятся на концах тележек 10 и 11. Если оба щтока сдвоенного ципиндра 14 убраЯы, тележки tO и II и опоры 12 и 13 занимают одно из двух крайних положений. При выдвинутых штоках цилиндра 14 тележки Юн II, опоры 12 и 13 занимают противоположные крайние положения. При одном убранном и одном выдвинутом штоках цилиндра 14 тележки 10 и 11 и опоры 12 и 13 занимают среднее положение. Перемещением тележек 10 и 11 опоры12 и 13 в крайнее положение вводятся под кондукторы. Затем направляющие 6 и 7 поднимаются и кондуктора 3, поднятые над рельсами, оказываются на опорах 12 и 13. Тележки 10 и 11 и опоры 12 и 13 перемещаются в обратную сторону вместе с кондукторами 3. Последние в конце хода опускаются на рельсы, а тележки 1О и 11 и опоры 12 и 13 вьгоодятся в среднее положение.
Предлагаемая поточная линия обеспечивает повышение производительности труда за счет непрерывности технологического процесса.
Годовая производительность такой линии составляет 13 тыс. т. ферм, а годовой вьшуск на одного основного рабочего составляет 857 т. Формула изоЬретения
Горизонтально -замкнутая поточная линия для сборки и сварки ферм из профи
,Ч
льного проката, содержащая смонтирова1гаые на основании параллельно расположенные рабочий путь и путь возврата, соединенные между собой по концам механизмом поперечной передачи, перемещаемые от привода по рабочему пути и пути возврата сборочно-сварочные кондукторы, а также расположенные вдоль рабочего пути стеллажи для складирования элементов ферм и сварочные установки, отличающаяся тем, что, с це-лью повышения производительности путем сокращения времени на переход сборочносйарочных кондукторов с рабочего пути на путь возврата и обратно, механизм поперечной передачи вьтолнен в виде- двух пар подъемных направляющих, оснащенных механизмами их инцнвицуального подъема, и перемещаемыми по ним транспортными/ тележками, при этом транспортные тележки снабжены подвижными по ним приводными опорами.
Источники информации, принятые во внимание при экспертизе
1.Пешковский О. И. Технология изготовления металлических конструкций. М., Стройнздат, 1971, с. 145-146.
2,Авторское свидетельство СССР по заявке № 27О498, кл. В 23 К37/О4, О4.О1.79 (прототип).
17
Z1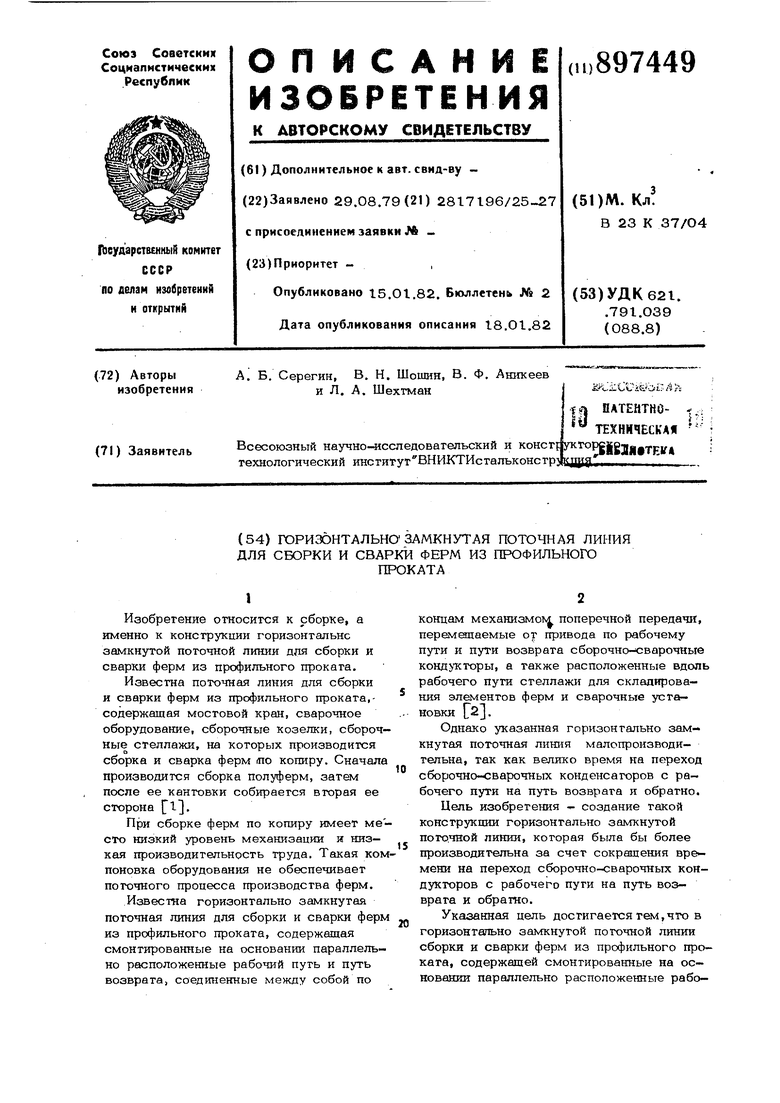
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Установка для сборки и монтажа оболочек покрытия конвейерным методом | 1984 |
|
SU1325156A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для сборки и сваркиКАбиН TPAKTOPOB | 1979 |
|
SU804317A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |