Изобретение относится к области сварки, а именно к конструкции поточной линии для изготовления сварных изделий, преимущественно боковых стен грузовых железнодорожных полувагонов .
Известна поточная линия для изготовления сварных конструкций, состоящая из двух параллельных потоков. Передача изделий с одного потока на другой производится по меньшей мере одной самоходной тележкой, снабженной рольгангом,имеющим то же направление, что и рольганги линии . В данном случае тележка является
исключительно транспортнь;м средством, являющимся подвижньм звеном обоих потоков, предназначенным для
,передачи изделий только вдоль определенного потока и не предусматривающим выполнение на ней каких-либо технологических операций. ПрИ производстве крупногабаритных плоскостных конструкций такой способ связи различных потоков линии нецелесообразен ввиду нерационального использования производственных площадей.
Известна также линия сборки и сварки кабин грузовых автомобилей, в которой передача изделий с одного
параллельного потока на другой осуществляется поперечным конвейером, затрудняя к ним подходы 2.
5
Известна поточная линия для изготовления сварных изделий, преим ественно боковых сте.н грузовых железнодорожных полувагонов, содержащай смон10 тированные на основании накопитель заготовок с перегружателем, сборочно сварочный стенд с многоголовочными сварочными устройствами для сварки поперечных швов и с подъемными роликами для продольной подачи заготовок
сварочный стенд с многоголовочнымй сварочными устройствами для сварки продольных швов, стенд для сборки и сварки изделия с мелкими деталями расположенными параллельно стенду
20 для сборки и сварки изделия с мелкими деталями, сварочные стенды для сварки продольных швов и размещен- ; ный между стендсм для сборки и сварки изделия с мелкими деталями и одним
25 лз сварочных стендов для- сварки продольных швов кантоэатель для поворота изделия на 180° в плоскости, перпендикулярной основанию Гз.
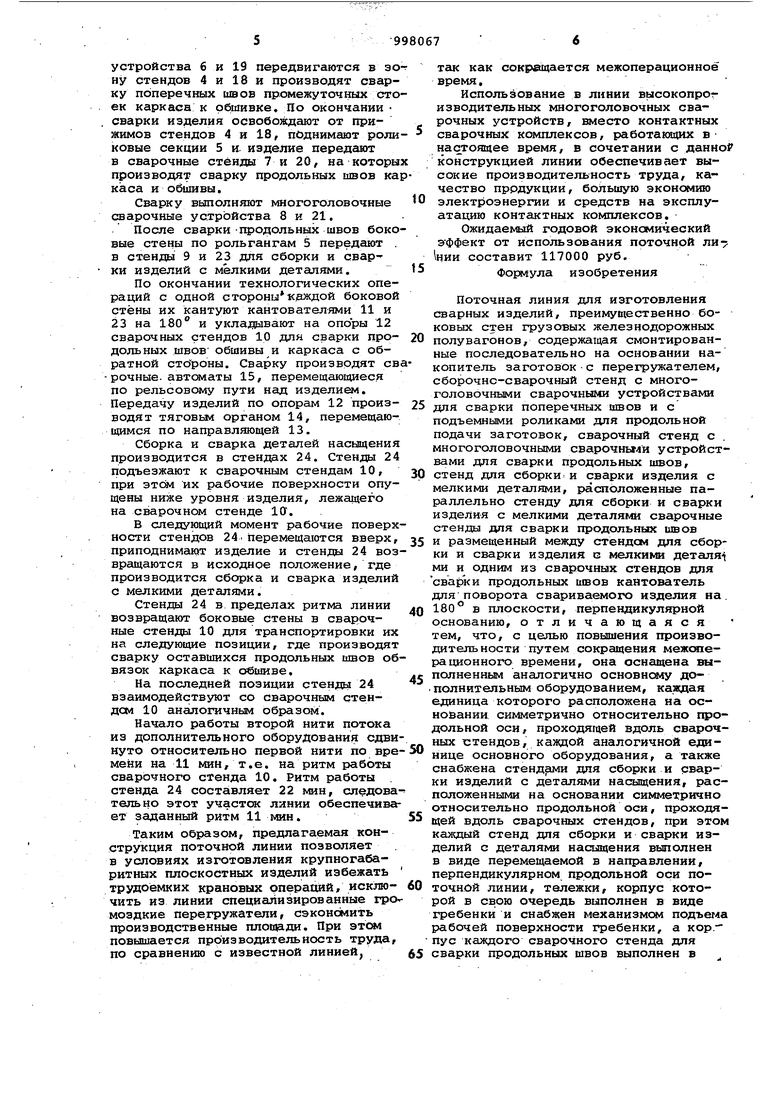
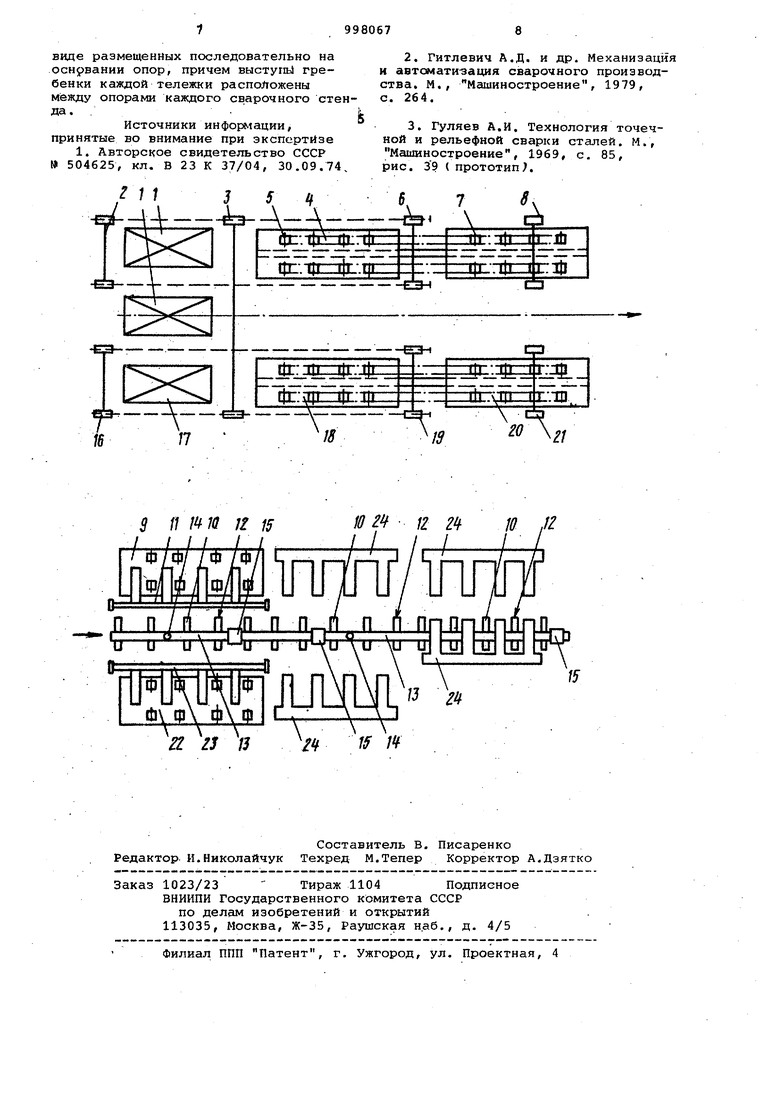
Недостатком указанной поточной ли30нии является то, что она малопроиэводительна, так как велико межоперационное время. Целью изобретения является создание такой конструкции поточной линии которая была бы более производительна благодаря сокращению межоперацион ного времени. Указанная цель достигается .тем, что поточная линия для изготовления сварных изделий, преимущественно боковы стен грузовых железнодорожных полувагонов, содержащая смонтированные последовательно на основа нии накопитель заготовок с перегружа телем, сборочно-сварочный стенд с многоголовочными сварочными устройст вами ДЛЯсварки поперечных швов и с подъемными роликами для продольной подачи заготовок, сварочный стенд с многоголовочными сварочными устройствами для сварки поперечных швов и с подъемными роликами для продольной подачи заготовок, сварочный стен смногоголовочными сварочными устройствами ,цля сварки продольньох швов стенд .для-сборки и сварки изделия с мелкими, деталями, расположенные параллельно стенду для сборки и сварки изделия с мелкими деталяг/т сварочные стенды для сварки продольных швов и размещенный между стендсм для сборки и сварки изделия с мелкими деталями и одним из сварочных стендов для сварки продольных швов кантователь для поворота свариваемого изделия на 180 в плоскости, перпендикулярной основанию, оснащена выполненным аналогично основному дополнительным- обо рудованием, каждая .единица которого расположена на основании симметрично относительно продольной оси, проходя щей вдоль сварочных стендов, каждой аналогичной единице основного оборудования, а также снабжена стендами для сборки и сварки изделий с деталя ми Насыщения, расположенньоми симметрично относительно продольной оси, проходящей вдоль сварочных стендов, при этом кавдый стенд для сборки и сварки изделий с деталями насыщения .выполнен в виде- перемещаемой в направлении, перпендикулярн.ом продольной оси поточной линии,тележки,корпус которой выполнен в виде гребенки и снаб жен механизмом подъема рабочей поверхности гребенки,а.корпус каждого сварочного стенда для сварки продольных швов выполнен в виде разм.е:щенных последовательно .на основании опор,причем выступы гребенки каждой тележки расположены между опорами каждого сварочного стенда. На чертеже изображена поточная ли ния для изготовления свагных изделий преимущественно боковых стен грузовы железнодорожных полувагонов, вид сверху. Поточная линия содержит накопи ели 1 заготовок, перегружатели 2 и 3, установленные в начале линии, а последовательно установленное оборудование: сборочно-сварочный стенд 4, снабженный подъемными роликами 5 для продольной подачи заготовок и многоголовочными сварочными устройствами б для сварки поперечных швов, сварочный стенд 7 с многоголовочными сва-, рочными устройствами 8 для сварки продольных, швов, стенд 9 для сборки и сварки изделия с мелкими деталями, расположенные параллельно стенду 9 для сборки и сварки изделия с малкими деталями -сварочные стенды 10 для сварки продольных, швов и размещенный между стендом 9 для сборки и сварки изделия с мелкими деталями и одним -из сварочньах стендов 10 для сварки продольных швов кантователь 11 для поворота свариваемого изделия на 180 в плоскости, перпендикулярной основанию. Корпус каждого сварочного стенда 10 для сварки продольных швов выполнен в виде размещенных последовательно на основании опор 12. По оси сварочных стендов 10 для сварки продольных швов встроено транспортное средство, состоящее из направляющей 13 и тягового органа 14. Сварку продольных швов изделия выполняют сварочные автоматы 15. Поточная линия оснащена выполненным аналогично основному дополнительным оборудованием 16-23, каждая единица которого расположена на основании симметрично относительно продоль ной оси, проходящей вдоль сварочных стендов 10 для сварки продольных швов, каждой аналогичной единице основного оборудования 1-11, поточная линия также оснащена стендами 24 для сборки и сварки изделий с деталями насыщения, расположенными симметрично относительно продольной оси, проходящей вдоль сварочных стендов 10 для сварки продольных швов, Кс1ждый стенд 24 для сборки и сварки изделий с деталями насыщения выполнен в виде перемещаемой в направлении, перпендикулярном продольной оси поточной линии, тележки, корпус которой выполнен в виде гребенки и снаб-жен механизмом подъема рабочей поверхности.гребенки, причем выступы гребенки каждой тележки расположены между опорами 12 каждого сварЬчного стенда 10 для сварки продольных швов. Порточная линия работает следующим образам. Из накопителей 1 и 17 перегружателями 2, 16 и 3 в сборочно-сварочные стенды 4 и 18 подают листы обшивки и каркасы. Затем их последовательно укладывайт в стендах 4 и 18, ориёнти-. руя по базовым упорам, и прижимают приягимами, Многоголовочные сварочные
устройства б и 19 передвигаются в эону стендов 4 и 18 и производят сварку поперечных швов промежуточ1шх стоек каркаса к обшивке. По окончании сварки изделия освобождают от прижимов стендов 4 и 18, поднимают ролиновые секции 5 и изделие передают в сварочные стенды 7 и 20, на которых производят сварку продольных швов каркаса и обшивы.
Сварку выполняют многогчэловочные старочные устройства 8 и 21.
После сварки-щюдольных швов боковые стены по рольгангам 5 передают . в стенды 9 и 23 для сборки и сварки изделий с мелкими деталями.
По окончании технологических операций с одной стороны К;аждой боковой стены их кантуют кантователями 11 и 23 на 180 и укладывают на опоры 12 сварочных стендов 10 для сварки продольных ШВОВ обшивы и каркаса с обратной стброны. Сварку производят сварочные. автоматы 15, перемещающиеся по рельсовому пути над изделием. Передачу изделий по опорам 12 производят тяговьм органом 14, перемещающимся по направляющей 13.
Сборка и сварка деталей насыщения производится в стендах 24. Стенды 24 подъезжают к сварочным стендам 10, при этсм их рабочие поверхности опущены ниже уровня изделия, лежащего на сварочном стенде 10.
В следующий момент рабочие поверхности стендов 24.перемещаются вверх, приподнимают изделие и стенды 24 возвращаются в исходное положение, где производится сборка и сварка изделий с мелкими деталями.
Стенды 24 в. пределах ритма линии возвращают боковые стены в сварочные стенды 10 для транспортировки их на следующие позиции, где производят сварку оставшихся продольных швов обвязок каркаса к обидаве.
На последней позиции стенды 24 взаимодействуют со сварочным стендсм 10 аналогичньм образом.
Начало работы второй нити потока из дополнительного оборудования сдвинуто относительно первой нити по времени на 11 мин, т.е. на ритм работы сварочного стенда 10. Ритм работы стенда 24 составляет 22 мин, следовательно этот участок линии обеспечивает заданный ритм 11 мин.
Таким образом, предлагаемая конструкция поточной линии позволяет в условиях изготовления крупногабаритных плоскостных изделий избежать трудоёмких крановых рпераиий, исключить из линии специализированные гро моздкие перегружатели, сэкономить производственные площади. При повышается производительность труда, по сравнению с известной линией,
так как сокращается межоперационноё время,
Использование в линии высокопрог изводительных многоголовочных сварочных устройств, вместо контактных сварочных комплексов, работающих в настоящее время, в сочетании с данно конструкцией линии обеспечивает высокие производительность труда, качество продукции, большую экономию электроэнергии и средств на эксплуатацию контактных комплексов.
Ожидаемый годовой экономический эффект от использования поточной ли 1нии составит 117000 руб.
Формула изобретения
Поточная линия для изготовления сварных изделий, преимущественно боковых стен грузовых железнодорожных полувагонов, содержания смонтированные последовательно на основании накопитель заготовокс перегружателем, сборочно-сварочный стенд с многоголовочными сварочными устройствами для сварки поперечных швов и с подъемными роликами для продольной подачи заготовок, сварочный стенд с многоголовочными сварочньми устройствами для сварки продольных швов, стенд для сборки и сварки изделия с мелкими деталями, расположенные параллельно стенду для сборки и сварки изделия с мелкими деталяглй сварочные стенды для сварки продольных швов и размещенный между стендсм для сборки и сварки изделия в мелкими деталя ми и одним из сварочных стендов для сварки продольных швов кантователь для поворота свариваемого изделия на в плоскости, перпендикулярной основанию, отличающаяся тем, что, с целью повышения производительности путем сокращения межоперационного времени, она оснащена выполненным аналогично основному дополнительным оборудованием, каждая единица которого расположена на основании симметрично относительно продольной оси, проходящей вдоль сварочных стендов, каждой аналогичной единице основного оборудования, а также снабжена стендрди для сборки и сварки изделий с деталями насыщения, расположенными на основании симметрично относительно продольной оси, проходящей вдоль сварочных стендов, при это каждый стенд для сборки и сварки изделий с деталями насыщения выполнен в виде перемещаемой в направлении, перпендикулярном продольной оси поточнОй линии, тележки, корпус которой в свою очередь выполнен в виде гребенки и снабжен механизмом подъем рабочей поверхности гребенки, а кор. пус каждого сварочного стенда для сварки продольных швов выполнен в
виде размещенных последовательно на оснрвании опор, причем выступы гребенки каждой тележки расположены между опорами каждого сварочного стенда. .. fc
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 504625, кл, В 23 К 37/04, 30.09.74,
2. Гитлевич А.Д. и др. Механизация и автсматизация сварочного производства. М., Машиностроение, 1979, с. 264.
3. Гуляев А.И. Технология точечной и рельефной сварки сталей. М., Машиностроение, 1969, с. 85, рис. 39 (прототип;.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Поточная линия изготовления плоских металлоконструкций | 1986 |
|
SU1581539A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Поточная механизированная линия | 1979 |
|
SU872142A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
3 // // 15 / Ф/Ф//Ф /Ф МЬ. |М / LM« ,п n,/ri.(1 U U и и U И а шх Ф Ф VVV / av к ги п Д 4-L и
