Известны шпиндельные головки к станкам для зачистки концов труб, выполненные в виде барабанов, несун1нх абразивные инструменты, обкатывающие неподвижно закрепленную трубу.
Описываемая шпиндельная головка отличается от известных тем, что ;:браг;ив;;ыг ;::гструменты (крути или бруски) закреплены на иоворотных относительно барабана рычагах с осями, расположенными эксцентрично но отиопюнию к осн вращения барабана.
Пpижи абразивных инструментов к обрабатываемым трубам нронзБОдится П1турвалом, связанным с рычагами тргбким тросом.
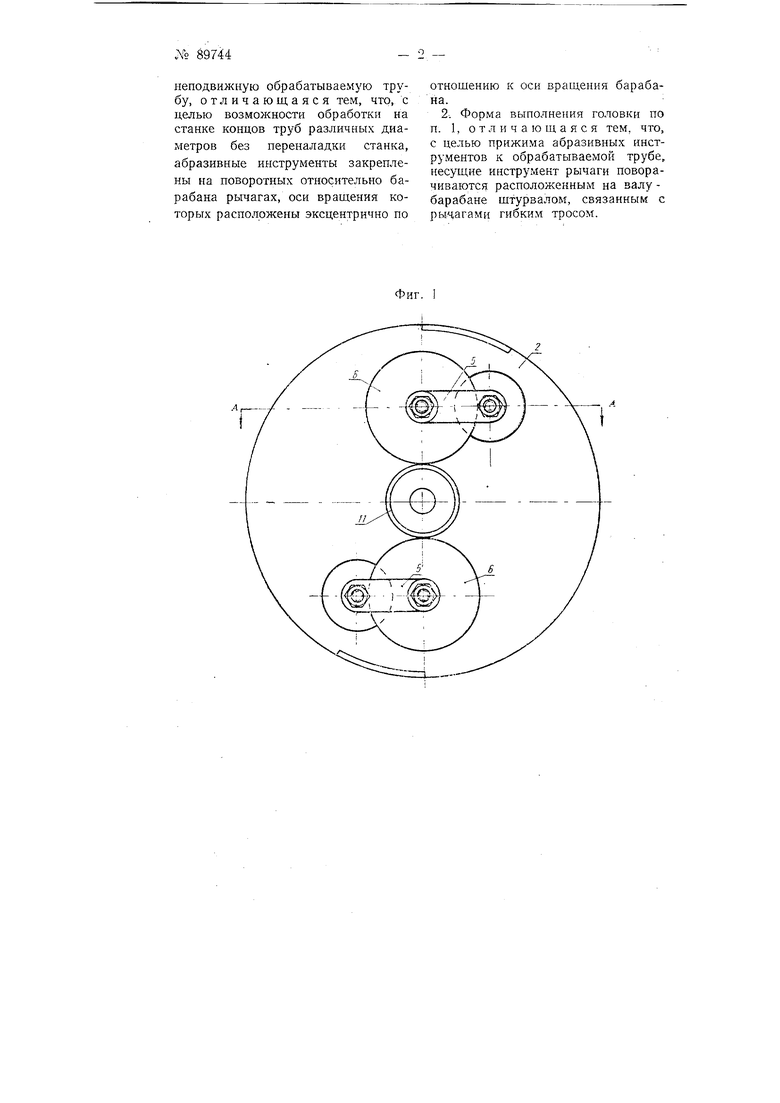
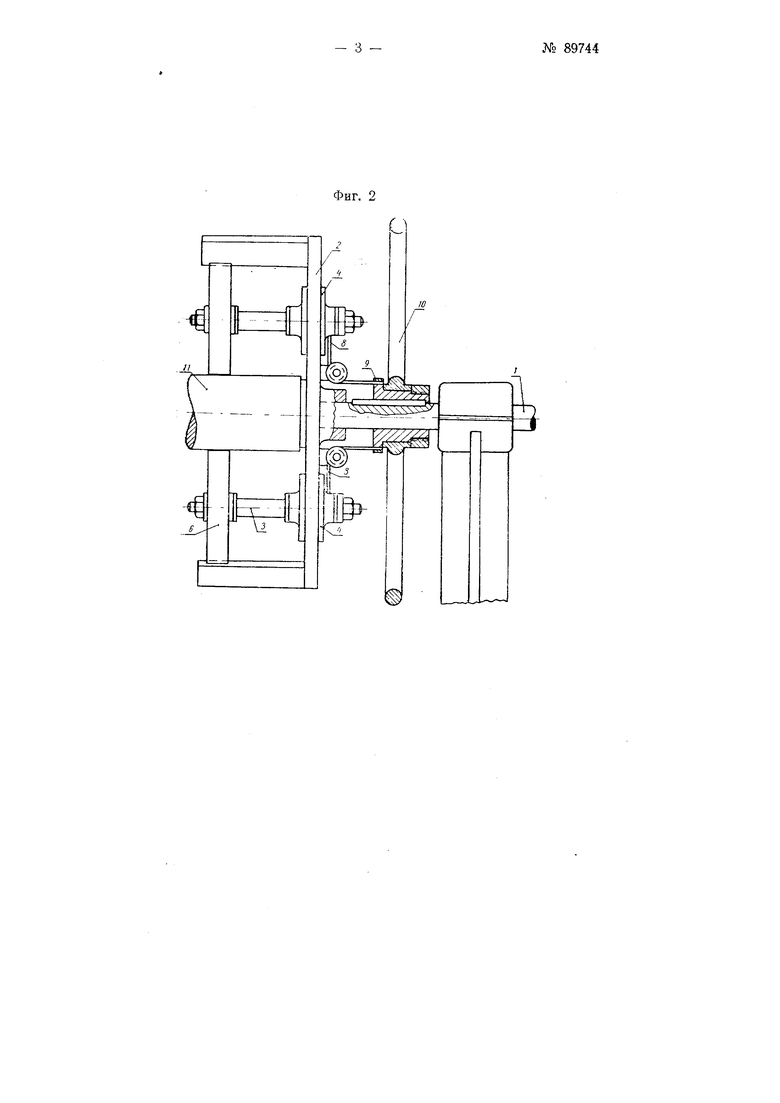
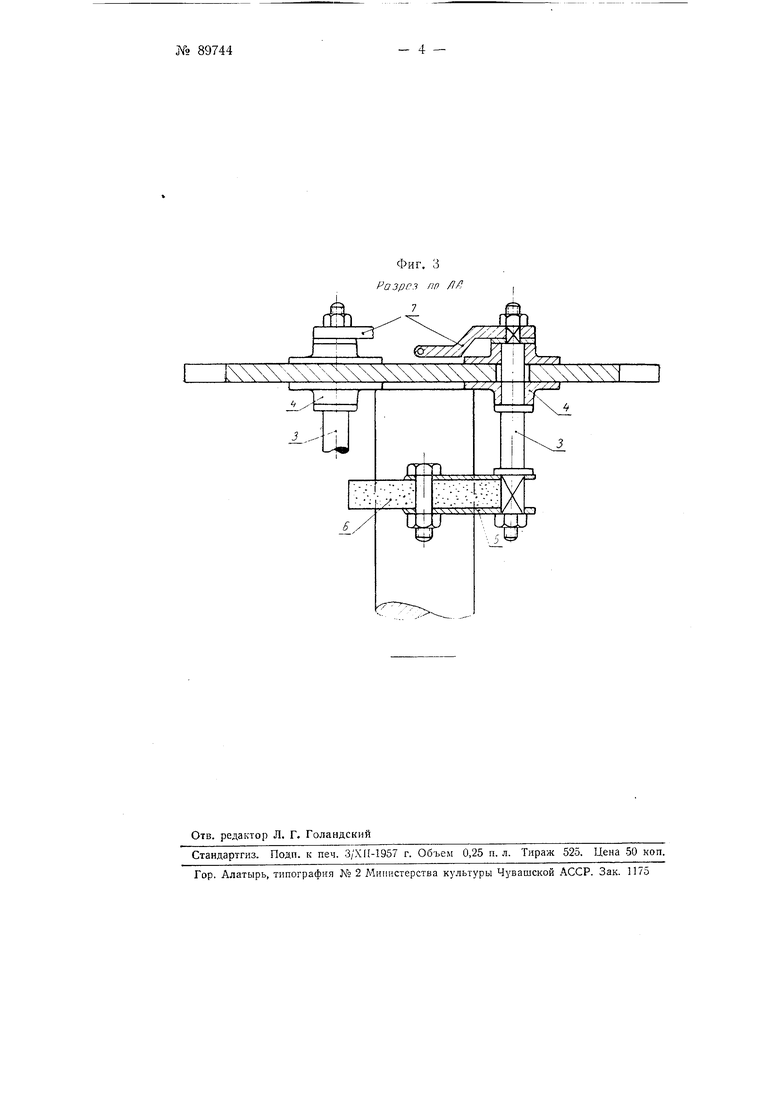
На фиг. 1 показан вид шпиндельной головки со стороны обрабатыnacMoii трубы; на фиг. 2- вид в плане; на фиг. 3-разрез по линии Л/1 фш .
На ншинделе / жестко закреплен барабан 2. На осях 3, свободно вращающихся в расположенных эксцентрично по отношению к осн fepa1Г1ения барабана подпшпниках 4, закреплены поворотные рычаги 5. На этих рычагах установлены абразивные круги или бруск-и 6. Размещение инстру.мента на иоворотных рычагах дает возможность обрабатывать ia станке трубы различных диаметров без переналадки го.човки. На квадратные концы oceii 3 надеты поводки 7, связанные гибкими тросами 8 с втулкой 9, которая при продольном перемещении щтурвала 10 перемещается вдоль шпинделя /.
Станок вместе со шпиндельно головкой устанавливают у конца трубы //, подлежащей зачистке, н включают шпиндель /. Абразивные круги пли бруски 6, обкатывающие трубу и отбрасываемые центробежной силой, прижимаются к поверхности трубы нажатием на штурвал JO.
Нродольная подача вдоль трубы осуществляется перемещением всего станка,
Н р е д м е т н з о б р е т е н н я
1. Шп1П дельная то.чоЕка к станкам для зачист1 и концов труб, выполненная в виде барабана, несущего абразивные инструменты (круги или бруски), обкатывающие
неподвижную обрабатываемую трубу, отличающаяся тем, что, с целью возможности обработки на станке концов труб различных диаметров без переналадки станка, абразивные инструменты закреплены на поворотных относительно барабана рычагах, оси вращения которых расположены эксцентрично по
отнощению к оси вращения барабана.
2. Форма выполнения головки по п. 1, отличающаяся тем, что, с целью прижима абразивных инструментов к обрабатываемой трубе, несущие инструмент рычаги поворачиваются расположенным на валу барабане щтypвav oм, связанный с рычагами гибким тросом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ | 1966 |
|
SU177784A1 |
| Устройство для зачистки концов труб | 1982 |
|
SU1073078A1 |
| Способ изготовления бесконечной шлифовальной ленты и устройство для его осуществления | 1984 |
|
SU1238955A1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ | 2003 |
|
RU2254976C2 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Способ зачистки осевых каналов роторов турбин и устройство для его осуществления | 1990 |
|
SU1784448A1 |
| Полуавтомат для зачистки деталей, имеющих форму тел вращения | 1978 |
|
SU779026A1 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| ХОНИНПОВАЛЬНАЯ ГОЛОВКА | 1968 |
|
SU211348A1 |
| МНОГОШПИНДЕЛЬНЫЙ РОТОРНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТОК | 1996 |
|
RU2112644C1 |
fcft
