Изобретение относится к сварке, в частности к вспомогательному оборудованию для сборочно-сварочных работ, и может быть использовано, на- пример, при изготовлении длинномерных балок с элементами насыщения.
Цель изобретения - упрощение конструкции, сокращение ее габаритов и металлоемкости путем обеспечения зажима изделия, его подъема и передач со сборочного стенда на кантователь одним приводом..
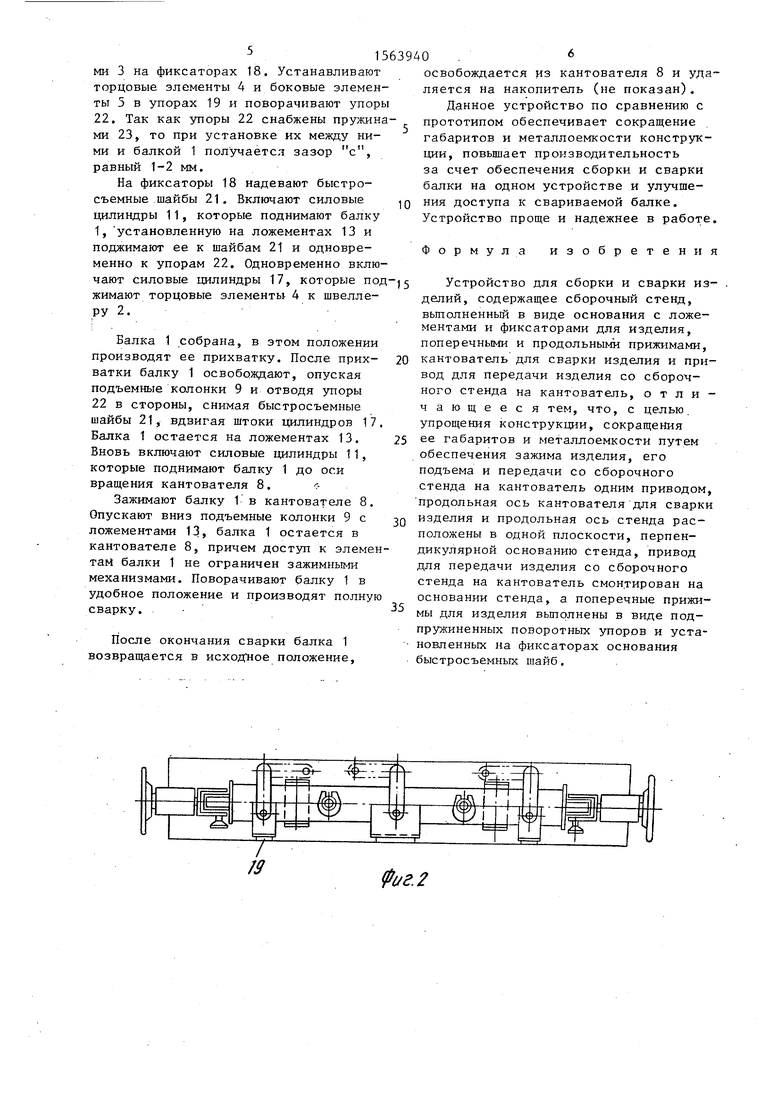
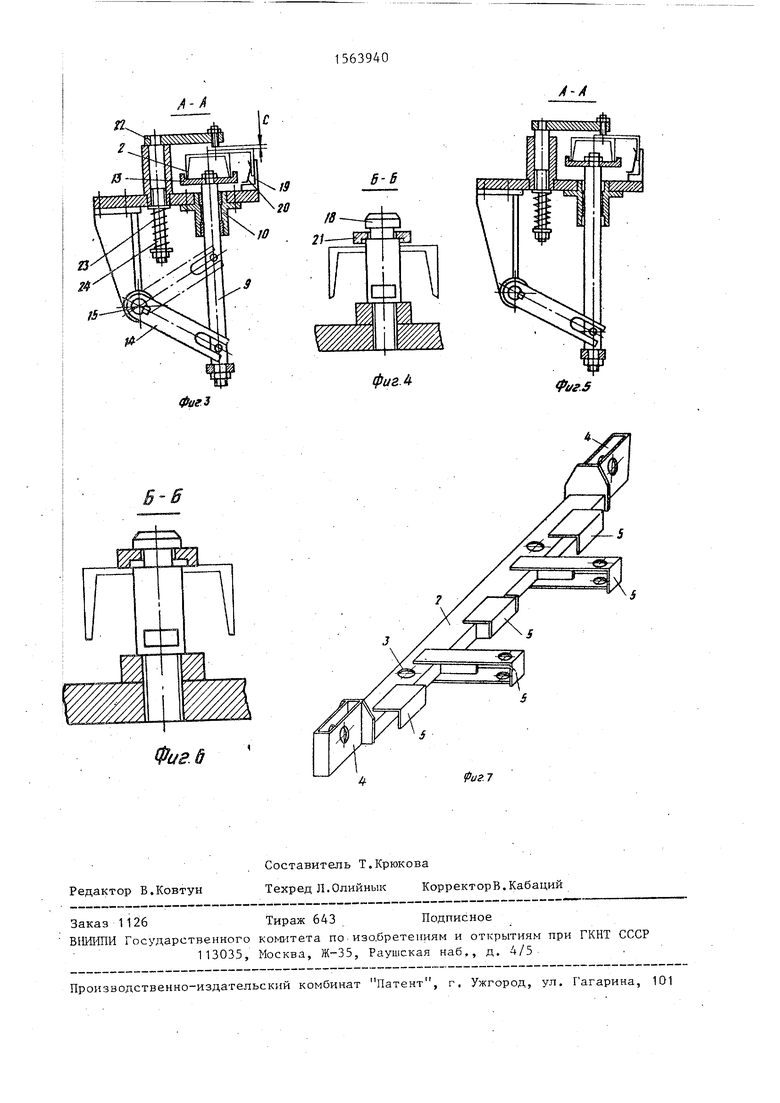
На фиг„1 показано устройство для сборки и сварки изделий, общий вид (тонкими линиями показано изделие в процессе сборки на основании, штрих- пунктирной линией показано изделие, закрепленное в кантователе для сварки) ; на фиг.2 - то же, вид в плане; на фиг.З - разрез А-А на фиг . 1, изде- лие в исходном положении; на фиг.4 - разрез Б-Б на фиг.1, изделие в исходном положении; на фиг.З - разрез А-А на фиг.1, изделие в зажатом положении; на фиг.6 - разрез Б-Б на фиг . 1 изделие в зажатом положении; на фиг.7 собираемое изделие (балки) в аксонометрической проекции.
Устройство для сборки и сварки балки 1, состоящей из швеллера 2 с двумя базовыми отверстиями 3, торцовых элементов 4 и боковых элементов 5, содержит сборочный стенд 6, выполненный в виде двух тумб и установленного на них „основания 7.
Над сборочным стендом 6 установлен кантователь 8, выполненный в вид двух стоек с захватными поворотными головками, снабженными фиксаторами.
В средней части основания 7 установлены подъемные колонки 9, размещенные в направляющих 10 и соединенные с приводом для передачи изделия,
0
0
5
°
0
5
выполненным в виде силовых цилиндров 11 с кронштейнами 12. Б верхней части подъемных колонок 9 закреплены ложементы 13 для установки на них швеллера 2.
Для обеспечения одновременного подъема и опускания колонок 9 с балкой 1 служат два рычага 14, соединяющие колонки 9 общей осью 15, которая шарнирно установлена в двух корпусах 16.
Устройство снабжено приводными продольными прижимами для торцовых элементов 4, выполненными в виде двух силовых цилиндров 17, установленных в стойках кантователя 8. Для ориентации элементов балки 1 при сборке предназначены фиксаторы 18 для базовых отверстий 3 швеллера 2 и упоры 19 для установки боковых элементов 5, снабженные пластинчатыми прижимами 20.
Для фиксации балки 1 в поперечном направлении служат быстросъемные шайбы 21 и поворотные упоры 22, снаб- женные пружинами 23 и установленные свободно на оси 24 с возможностью поворота.
Все зажимные, ориентирующие и фиксирующие механизмы смонтированы на основании 7, размещенном ниже оси вращения кантователя 8, с возможностью свободного доступа к балке 1 при ее зажиме в кантователе 8.
Устройство работает следующим образом.
В исходном положении подъемные колонки 9 с ложементами 13 находятся в нижнем положении, штоки силовых цилиндров 16 и 11 втянуты, поворотные упоры 22 отведены из зоны сборки.
На ложементы 13 укладывают швеллер 2, располагая его базовыми отверстиями 3 на фиксаторах 18. Устанавливают торцовые элементы 4 и боковые элементы 5 в упорах 19 и поворачивают упоры 22. Так как упоры 22 снабжены пружинами 23, то при установке их между ними и балкой 1 получается зазор с, равный 1-2 мм.
На фиксаторы 18 надевают быстро- съемные шайбы 21. Включают силовые цилиндры 11, которые поднимают балку 1, установленную на ложементах 13 и поджимают ее к шайбам 21 и одновременно к упорам 22. Одновременно включают силовые цилиндры 17, которые под жимают торцовые элементы 4 к швеллеру 2.
Балка 1 собрана, в этом положении производят ее прихватку. После прихватки балку 1 освобождают, опуская подъемные колонки 9 и отводя упоры 22 в стороны, снимая быстросъемные шайбы 21, вдвигая штоки цилиндров 17 Балка 1 остается на ложементах 13. Вновь включают силовые цилиндры 11, которые поднимают балку 1 до оси вращения кантователя 8.
Зажимают балку 1 в кантователе 8. Опускают вниз подъемные колонки 9 с ложементами 13, балка 1 остается в кантователе 8, причем доступ к элеметам балки 1 не ограничен зажимными механизмами. Поворачивают балку 1 в удобное положение и производят полну сварку.
После окончания сварки балка 1 возвращается в исходное положение,
0 5
0
5
0
5
освобождается из кантователя 8 и удаляется на накопитель (не показан).
Данное устройство по сравнению с прототипом обеспечивает сокращение габаритов и металлоемкости конструкции, повышает производительность за счет обеспечения сборки и сварки балки на одном устройстве и улучшения доступа к свариваемой балке. Устройство проще и надежнее в работе.
Формула изобретения
Устройство для сборки и сварки изделий, содержащее сборочный стенд, выполненный в виде основания с ложементами и фиксаторами для изделия, поперечными и продольными прижимами, кантователь для сварки изделия и привод для передачи изделия со сборочного стенда на кантователь, отличающееся тем, что, с целью упрощения конструкции, сокращения ее габаритов и металлоемкости путем обеспечения зажима изделия, его подъема и передачи со сборочного стенда на кантователь одним приводом, продольная ось кантователя для сварки изделия и продольная ось стенда расположены в одной плоскости, перпендикулярной основанию стенда, привод для передачи изделия со сборочного стенда на кантователь смонтирован на основании стенда, а поперечные прижимы для изделия выполнены в виде подпружиненных поворотных упоров и установленных на фиксаторах основания быстросъемных шайб.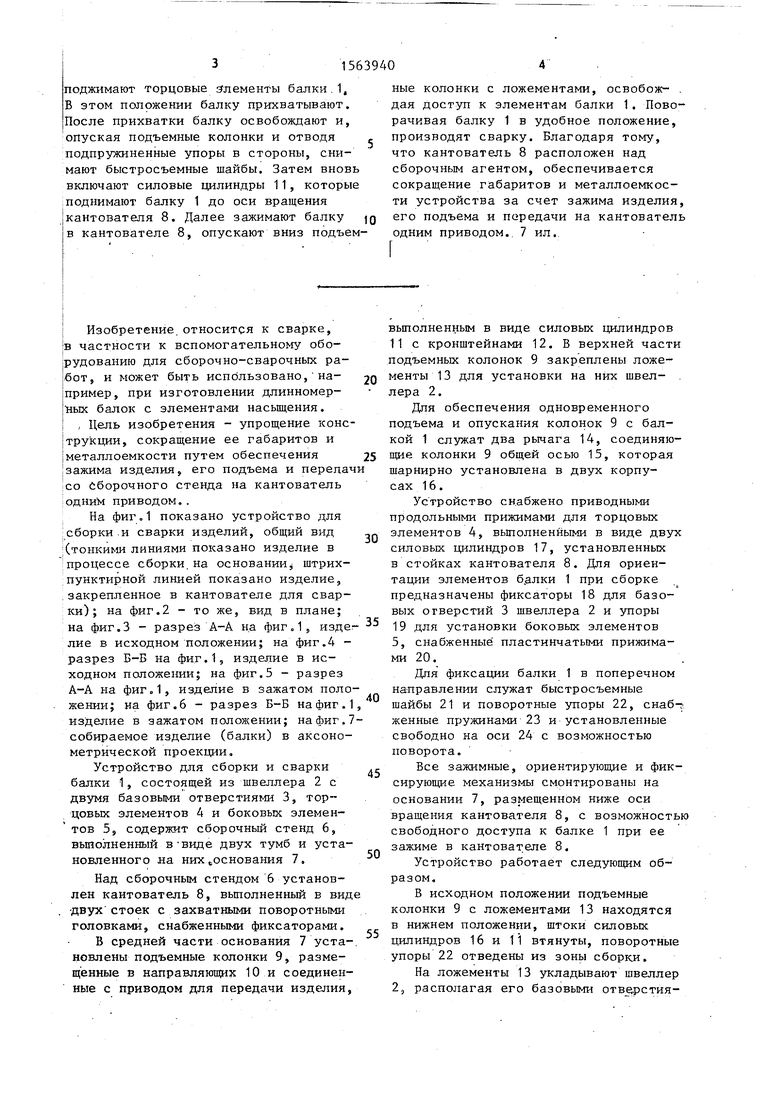
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для изготовления сварочных конструкций | 1974 |
|
SU524653A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Стенд для сборки под сварку метал-лОКОНСТРуКций | 1978 |
|
SU795833A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
Изобретение относится к сварке, в частности к вспомогательному оборудованию для сборочно-сварочных работ, и может быть использовано, например, при изготовлении длинномерных балок с элементами насыщения. Цель изобретения - упрощение конструкции устройства. Балку 1 укладывают на ложементы, располагая ее базовыми отверстиями на фиксаторах. На фиксаторы надевают быстросъемные шайбы, поворачивают в рабочее положение подпружиненные упоры, смонтированные на основании 7. Включают силовые цилиндры 11, которые поднимают балку 1, установленную на ложементах, поджимают ее к шайбам и одновременно к подпружиненным упорам. Силовые цилиндры 17 поджимают торцовые элементы балки 1. В этом положении балку 1 прихватывают. После прихватки балку освобождают и, опуская подъемные колонки и отводя подпружиненные упоры в стороны, снимают быстросъемные шайбы. Затем вновь включают силовые цилиндры 11, которые поднимают балку 1 до оси вращения кантователя 8. Далее зажимают балку в кантователе 8, опускают вниз подъемные колонки с ложементами, освобождая доступ к элементам балки 1. Поворачивая балку 1 в удобное положение, производят сварку. Благодаря тому, что кантователь 8 расположен над сборочным агентом, обеспечивается сокращение габаритов и металлоемкости устройства за счет зажима изделия, его подъема и передачи на кантователь одним приводом. 7 ил.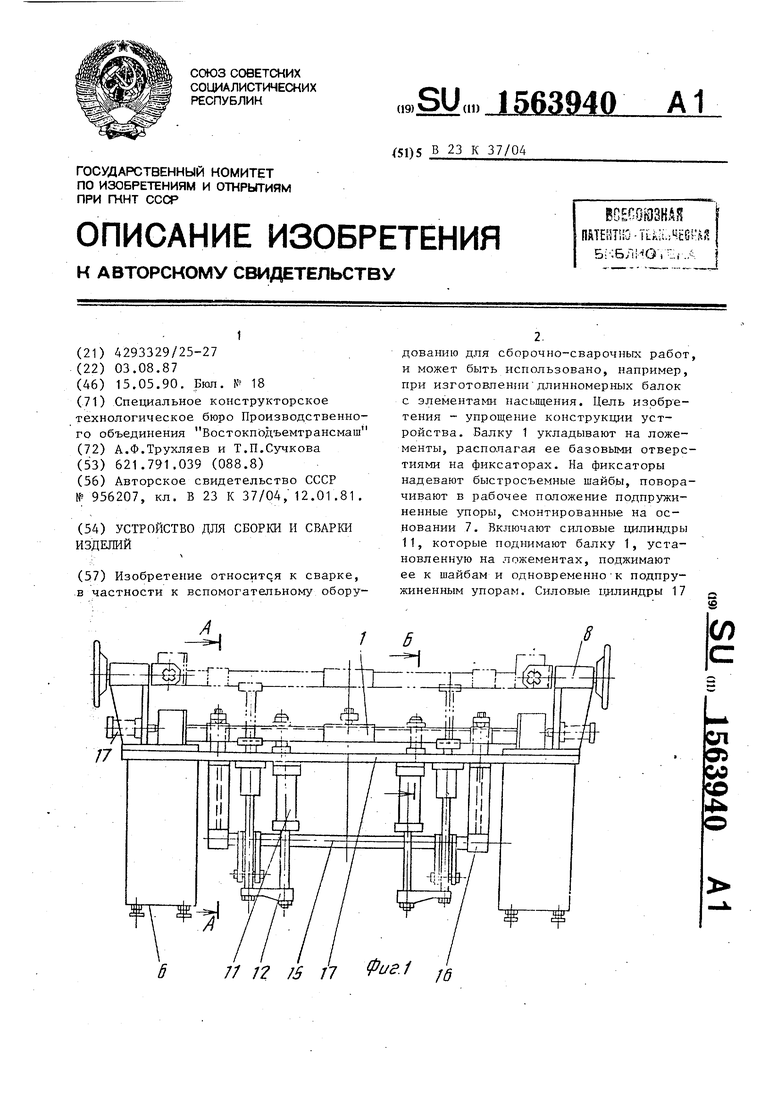
ft/а. 2
П.
ФигЗ
Фиг. 6
Л-Л
Б-б
фиг 4
Фиг.5
Фиг-7
| Поточная линия для сборки и сварки металлоконструкций | 1981 |
|
SU956207A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
