(54) УСТРОЙСТВО ДЛЯ СНЯТИЯ ОБЛОЯ С ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ
1
Изобретение относится к формованию изделий.
Известно устройство для обработки формовых резиновых изделий, замороженных До хрупкого состояния. Обработка производится в ленточном барабане при одновременном обстреле их дробью.
Недостатком этого устройства является то, что обстрел замороженных изделий приводит к нарушению поверхности изделий и к снижению их качества.
Наиболее близким к предложенному является устройство для снятия облоя с формовых резиновых изделий, содержащее теплозащитный корпус с расположенной в нем бесконечной перфорированной лентой, огибающей приводные звездочки и образующей полость для удержания обрабатываемых изделий, ограниченную с обеих сторон ленты боковыми дисками, щетки морозостойкого эластичного материала, смонтированные в боковых дисках на валах с приводом, шлюзовые
затворы для загрузки облоя и систему подачи и отвода хладагентаи2.
Недостатком известного устройства является неполное использование его эксплуатационных возможностей .
Цель изобретения - повьпиение эксплуатационных возможностей устройства.
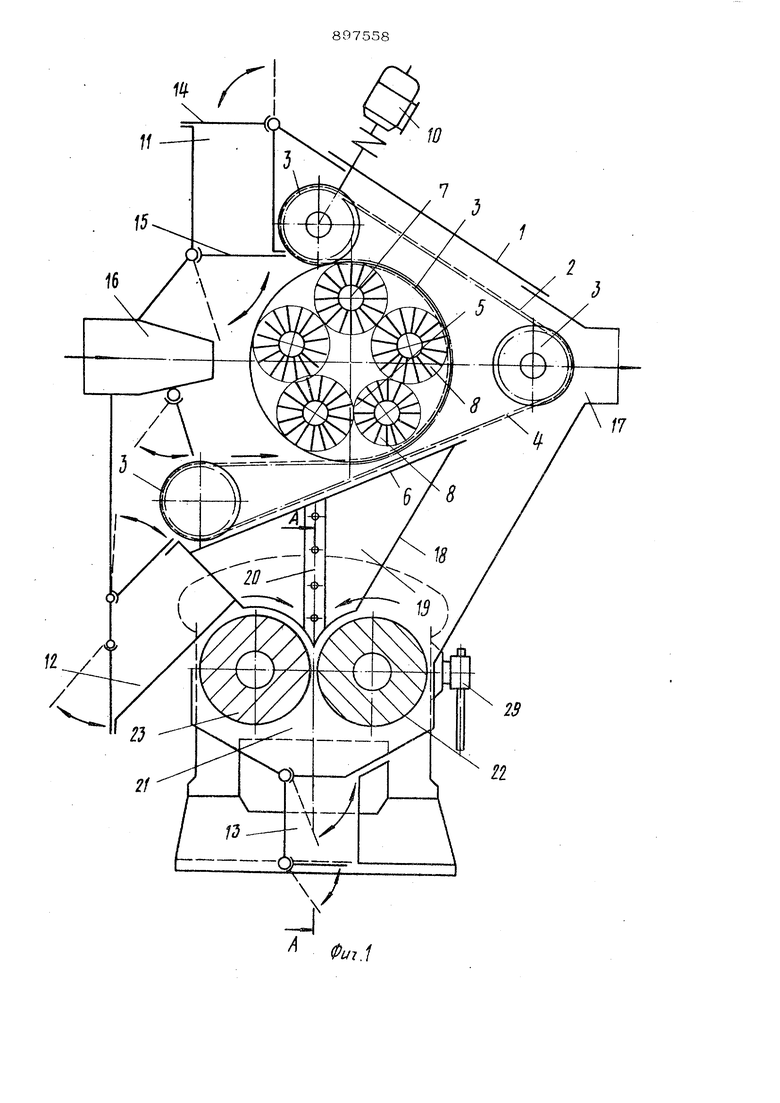
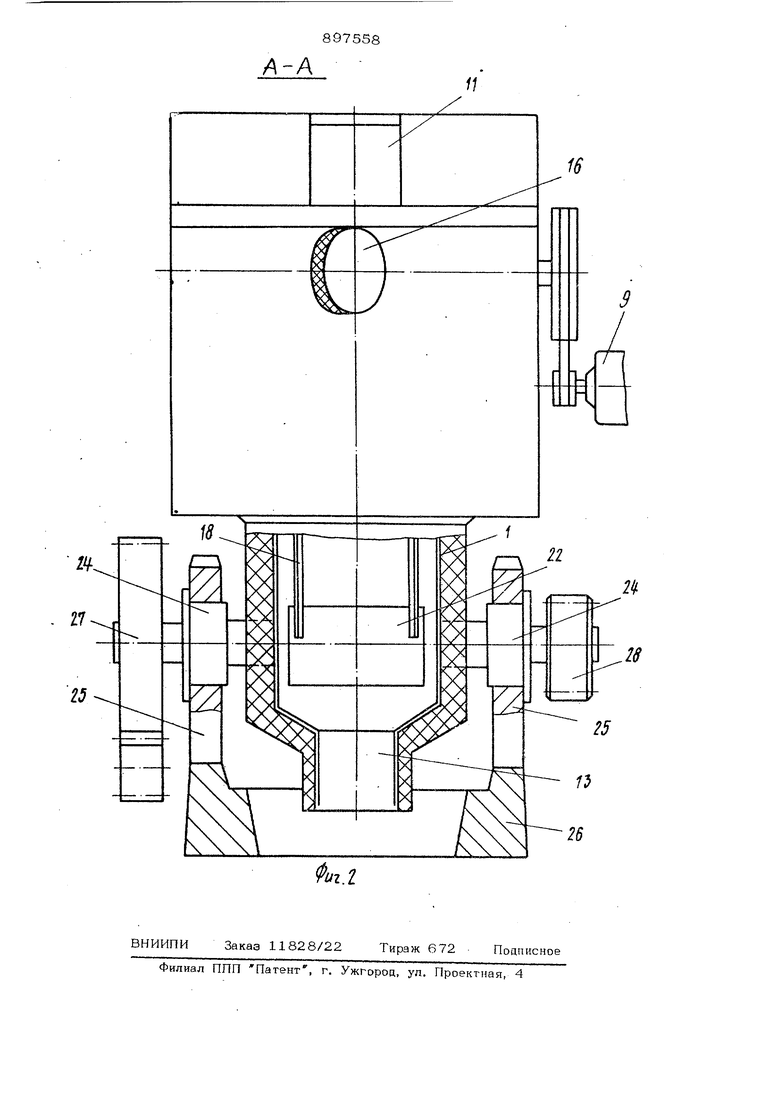
Это достигается тем, что устройство для снятия облоя с формовых резиновых изделий, содержащие теплозащитtoный корпус с расположенной в нем бесконечной перфорированной лентой, огибающей приводные звездочки и образующей полость для удержания обрабатывав мых изделий, ограниченную с обеих сто15рон ленты боковыми дисками, щетки из морозостойкого эластичного материала, , смонтированные в боковых дисках на валах с приводом, шлюзовые затворы для загрузки и выгрузки обрабатываемых из20делий и выгрузки облоя, систему подачи и отвода хладагента, оно снабжено расположенной под просеивающей ветвью перфорированной ленты направляющей во,ронкой, боковые стенки которой выполнены раздвижными, и установленными по воронкой размалывающими вальцами, выполненными с возможностью регулирования их взаимного расположения. На фиг. 1 показано устройство, вид сбоку,- на фиг. 2 - то спереди, разрез А-А на фиг. 1 Устройство содержит теплозащитный корпус 1, в котором смонтирована бес- конечная перфорированная лента 2, огибающая звезаочки 3 через цепь 4 и образующая полость 5 для удержания обрабатываемых изделий, ограниченную боковыми дисками 6. В боковых дисках 6 на валах 7 смонтированы щетки 8 из морозостойкого эластичного материала с приводом 9. Перфорированная лента 2 имеет привод 10. В теплозащит ном корпусе 1 выполнены шлюзовые рас воры 11 и 12 для загрузки и выгрузки изделий и шлюзовой затвор 13 для выгрузки измельченного облоя. Шлюзовые затворы 11, 12 и 13 включают наружные крышки 14 и внутренние 15. Для соединения устройства с системой подачи и отвода хладагента предусмотрены воздуховод 16 и патрубок 17. Внизу тепло защитного корпуса 1 под просеивающей ветвью перфорированной ленты 2 смонти розана направляющая воронка 18 с раздвижными боковыми стенками 19 и накладкой 20. Под направляющей . воронкой 18 установлены размалывающие вальцы 21 вьшолненные в виде гладких цилиндрических валов 22 и 23, смонтированных в подшипниках 24,-Подшипники 24 установлены в станине 25 на фун даментальной плите 26. Размалывающие вальцы 21 включают приводные зубчаты колеса 27 и фрикционные зубчатые коле са 28 и привод 29.механизма регулирования зазора (не показан). Устройство работает следующим образом. Подлежащие обработке формовые изделия через шлюзовой затвор 11 подают на перфорированную ленту 2. Под действием хладагента, подаваемого через воздуховод 16, облой на резиновых изделиях промерзает и становится хрупким При движении ленты и вращении боковых дисков 6 с вмонтированными щетками 8, которые при этом одновременно совершают движение вокруг оси ленточного барабана и вращение вокруг собственной оси, резиновые изделия попадают под воздействие перфорированной ленты и шеток, что приводит к интенсив ному отделения облоя без нарушения ПОверхности изделий. Облой, отделенный от изделий, проваливается через перфорацию ленты 2 и по направляющей воронке 18 Попадает в зазор между валками 22 и 23 размалывающих вальцов 21. Валки, вращаясь навстречу друг другу, захватывают замороженный облой и раздавливают его в зазоре, при этом степень помола определяется величиной зазора между валками. Измельченный облой из зазора между валками проваливается в шлюзовой затвор 13, а затем выгружается по мере необходимости. Рабочие части валков 22 и 23 заключены в теплоизолирующий корпус 1, что обеспечивает сокращение холода при измельчении облоя. Боковые стенки 19 направляющей воронки 18 плотно прилегают к поверхности валков, а изменяющаяся между ними щель при регулировании зазора между валками перекрывается накладкой 2О, такая конструкция воронки исключает возможность попадания облоя вне рабочей зоны вальцов. Привод вальцов 27 и 28, валковые подшипники 24 и привод механизма регулирования зазора 29 вьшесены за теплозащитный корпус 1, благодаря чему снижается влияние низких температур на работу этих узлов. После окончания процесса обработки пер форированная лента 2 переключается на обратное вращение и обработанные резиновые изделия выгружаются через шлюзовой затвор 12. Использование данного устройства позволяет совместить операции удаления облоя и его измельчение до 0,1-О,О4 мм, Измельченный облой в дальнейшем можно использовать либо в качестве добавки к невулканизированным резиновым смесям либо для последующей довулканизации. При этом происходит экономия резиновых материалов и хладагента. Формула изобретения Устройство для снятия облоя с формовых резиновых изделий, содержащее теплозащитньй корпус с расположенной в нем бесконечной перфорированной лентой, огибающей приводные звездочки и образующей полость для удержания обрабатываемых изделий, «ограниченную с обеих сторон ленты боковыми дисками, щетки из морозостойкого эластичного материала, смонтированные в боковых
дисках на валах с приводом, шлюзовые затворы для загрузки и выгрузки обрабатываемых изделий н выгрузки облоя, систему подачи i и отвода хладагента, отличающееся тем, что, с целью повьгшёння эксплуатационных возможностей оборудования, устройство снабжено расположенной под просеивающей ветвью перфорированной, ленты направляющей воронкой, боковые стенки которой выполнены раздвижными, и установленными
под воронкой, размалывающими вальцами, выполненными с возможностью регулирования их взаимного расположения.
Источники информации, принятые во: внимание при экспертизе
1.Патент США № 3279125, кл. 51-13, опублик, 1966.
2.Авторское свидетельство СССР №759330, кл. В 29Н 3/О6, 1974
(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для удаления облоя с формовых резиновых изделий | 1973 |
|
SU1162603A1 |
| Агрегат для удаления облоя с формовых резиновых изделий | 1975 |
|
SU1199635A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1699786A1 |
| Устройство для удаления облоя с формовых резиновых деталей | 1982 |
|
SU1034914A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1978 |
|
SU739834A1 |
| Агрегат для удаления облоя с формовых резиновых изделий | 1975 |
|
SU560761A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1775298A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1989 |
|
SU1682192A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1976 |
|
SU568551A1 |
| Устройство для удаления облоя с резиновых изделий | 1990 |
|
SU1763218A1 |