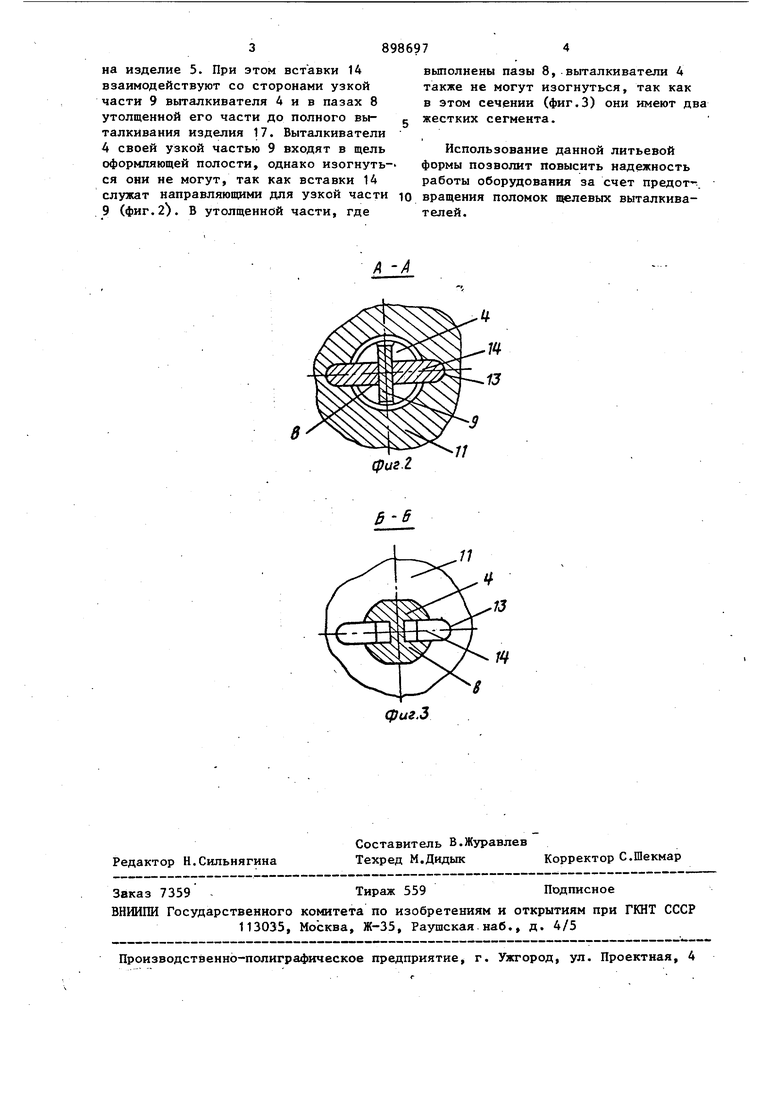
Изобретение относится к области переработки пластмасс и может быть нспользовано для изготовления тонкостенных изделий с ребрами. Известна литьевая форма для изгот товления изделий из пластмасс, содер жащая неподвижную полуформу и подвиж ную с опорной плитой матрицедержателя и плитами выталкивающей системы, с закрепленными в них выталкивателям изделий и литниковой системы. Однако изготовление в такой форме изделий с высокими ребрами и выступами не всегда возможно из-за недостаточной надежности применяемых в этом случае длинных выталкивателей с малым поперечным сечением. Ближайщей по технической.сущности и достигаемому эффекту к данному тех ническому решению является литьевая форма для изготовления изделий из пластмасс, содержащая неподвижную по луформу и подвижную, .включающую опорную плиту матрицедержателя и плиты выталкивающей системы с щелевыми выталкивателями. При получении изделий с элементами, имеющими относительно большие размеры по высоте (в направлении выталкивания) и малые поперечные размеры, как например изделий с высокими ребрами и выступами, большей высоты с малыми технологическими уклонами, обусловленными классом точности изделий, имеет место низкар стойкость выталкивателей, так как такие изделия требуют применения длинных выталкивателей с малым поперечным еечением. Повышение стойкости выталкивателе за счет уменьшения скорости выталкив ния, достигаемое в известной форме, обеспечивается только в том случае, когда усилие выталкивания меньше допустимого для данного поперечного се чеиия и величины хода выталкивателя. Если усилие выталкивания больше допустимого, то возникает упругая деформахщя выталкивателей от осевого сжатия. При замедленном ходе выталки вающей системы в начальный момент увеличивается продолжительность действия максимального усилия, что приводит к большому изгибу выталкивателей в узкой их части. В связи с этим наиболее частой причиной ненадежной работы литьевой формы является полом ка выталкивателей, поперечное сечение которых менее 1,5 мм. Целью изобретения является повышение надежности работы литьевой формы. Поставленная цель достигается тем, что в литьевой форме, содержащей неподвижную полуформу и подвижную, включающую опорную плиту матрицедержателя и плиты выталкивающей системы с щелевь1ми выталкивателями, согласно изобретению, опорная плита матрицедержателя снабжена вставками, которые взаимодействуют с пазами, выполненными вдоль продольной оси утолщенной части щелевого выталкивателя. На фиг.1 представлена литьевая форма в разрезе с осевым смещением; на фиг.2 показано в увеличенном масштабе сечение А-А на фиг.1; на фиг.3 - в увеличенном масштабе сечение Б-Б на фиг.Т. Литьевая форма содержит неподвижную полуформу и подвижную, установленную на подвижной плите 1, на которой размещены плиты 2 и 3 выталкивающей системы с щелевыми выталкивателями 4 изделий и выталкиватель 6 литниковой системы 5. В нижней плите 2 выталкивающей .системы закреплен хвостовик 7. Вдоль продольной оси в утолщенной части выталкивателей 4 выполнены пазы 8, между которыми расположена узкая часть 9 выталкивателей 4. На стойках 10 установлена опорная плита 11 матрицедержателя 12, в которой выполнены пазы 13, а в них размещены вставки 14, постоянно взаимодействующие с узкой частью 9 выталкивателей 4 и входящие пазы В. Литниковая втулка 15 закреплена на плите 16 неподвижной полуформы, а оформляющая полость для изделий 17 образована матрицедержателем 12 и плитой 16. Литьевая форма работает следующим образом. После заливки расплава и соответствующей вьщержки подвижная полуформа отводится от плиты 16 неподвижной по.луформы. При движении подвижной полуформы хвостовик 7 наталкивается на упор машины .(на чертежах не показан) и выталкивающая система останавливается, а подвижная полуформа продол сает движение, при котором будет выталкиваться изделие 17. Выталкиватели 4 своей узкой частью 9 воздействуют на изделие 5. При этом вставки 14 взаимодействуют со сторонами узкой части 9 выталкивателя 4 и в пазах 8 утолщенной его части до полного выталкивания изделия 17. Выталкиватели 4 своей узкой частью 9 входят в щель оформляющей полости, однако изогнуться они не могут, так как вставки 14 служат направляющими для узкой части 9 (фиг.2). В утолщенной части, где 8 74 выполнены пазы 8, выталкиватели 4 также не могут изогнуться, так как в этом сечении (фиг.З) они имеют два жестких сегмента. Использование данной литьевой формы позволит повысить надежность работы оборудования за счет предот-. вращения поломок щелевых выталкивателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1562150A2 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма | 1987 |
|
SU1525009A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595661A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1990 |
|
SU1794687A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1431947A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС, содержащая неподвижную полуформу и подвижную, включающую опорную плиту матрицедержателя и плиты выталкивающей системы с щелевыми выталкивателями, отличающаяся тем, что, с целью повьпиения надежности работы литьевой формы, опорная плита матрицедержателя снабжена вставками, которые взаимодействуют с пазами, выполненными вдоль продольной оси утолщенной части щелевого выталкивателя. (Л 00 ;0 00 Од со 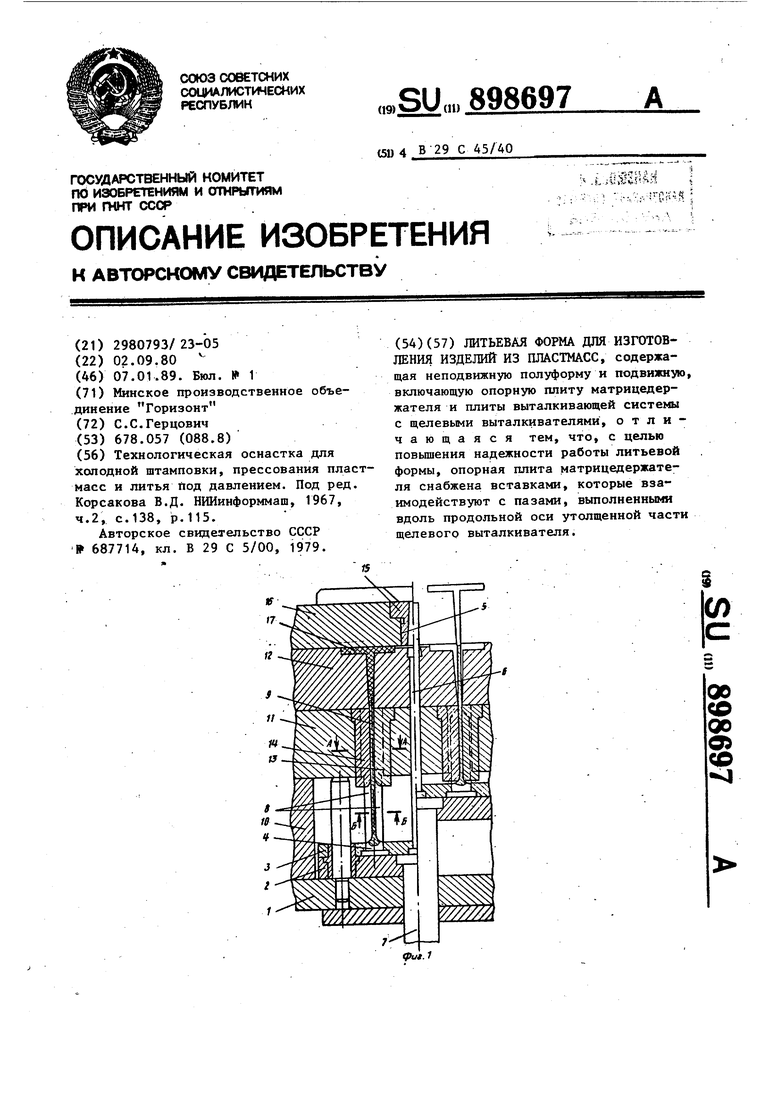
11
8
фиг.З
| Технологическая оснастка для холодной штамповки, прессования пластмасс и литья йод давлением | |||
| Под ред | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Солесос | 1922 |
|
SU29A1 |
