(54) СПОСОБ ШТАМПОВКИ СФЕРИЧЕСКИХ НЕОТБОРТОВАННЫХ ДНИЩ ИЗ ЛИСТОВЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки полых деталей из плоских листовых заготовок | 1982 |
|
SU1061889A1 |
| Способ изготовления сферических днищ с вафельным оребрением из листовых заготовок | 1980 |
|
SU931263A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ДНИЩЕМ СФЕРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2157739C2 |
| Способ штамповки деталей из листового металла | 1979 |
|
SU935167A1 |
| Способ изготовления заготовок лопаток | 1972 |
|
SU452407A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ И ТРУБЧАТЫХ ДЕТАЛЕЙ С ВЫСТУПАМИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397832C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194589C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ ДЛИННЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 2004 |
|
RU2259250C1 |
| Способ штамповки и устройство для его осуществления | 1981 |
|
SU1058690A1 |
1
Изобретение касается обработки металлов давлением и относится к способам штамповки сферических неотбортованных днищ из листовых заготовок.
Известен способ штамповки полых изделий из листового металла, заключающийся в последовательном прерывистом деформировании участков заготовки по кругу от центра к краю по. оправке (обтяжка) I.
Недостатком этого способа является то, что для щтамповки каждой конкретной детали требуется изготовление дорогостоящей оснастки.
Наиболее близким по технической сущности и достигаемому результату к изобретению являетсд способ щтамповки сферических неотбортованных днищ путем последовательного приложения деформирующего усилия по отдельным участкам, причем первоначально щтампуют центральную часть заготовки с приданием ей окончательных размеров и формы, а затем производят последовательное формообразование периферийных участков днища с постепенным уменьщением диаметра деформируемой зоны 2.
Недостатком этого способа является низкое качество щтампуемых деталей, обусловленное тем, что в процессе щтамповки возможно возникновение гофр (складок) на периферийных участках заготовок, для .устранения которых необходимо применять операцию правки. В ряде случаев образующиеся гофры приводят к появлению трещин в заготовке, а значит и к браку детали.
Цель изобретения - повыщение качества щтампуемых деталей за счет исключения гофрообразования.
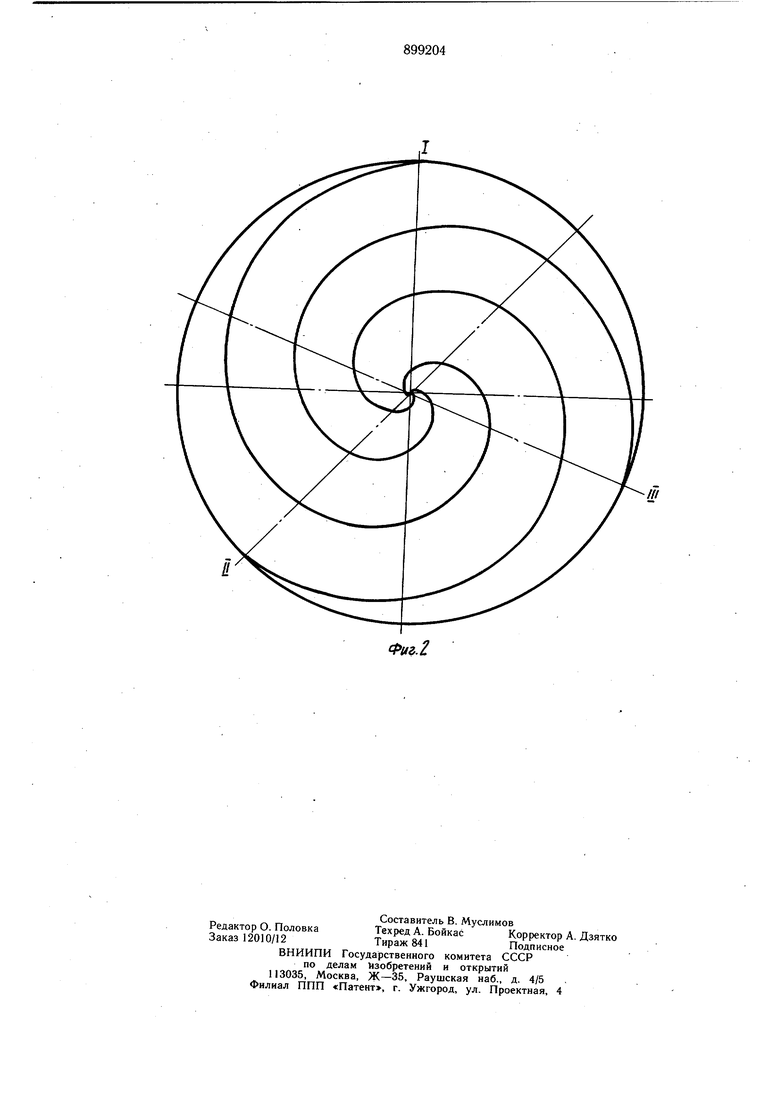
Указанная цель достигается тем, что в способе щтамповки сферических неотбортованных днищ из листовых заготовок путем последовательного приложения деформирующего усилия по отдельным участкам, деформирующее усилие прикладывают по участкам в виде спиралей от края заготовки к центру, а среднюю степень деформации на каждом участке постепенно уменьщают.
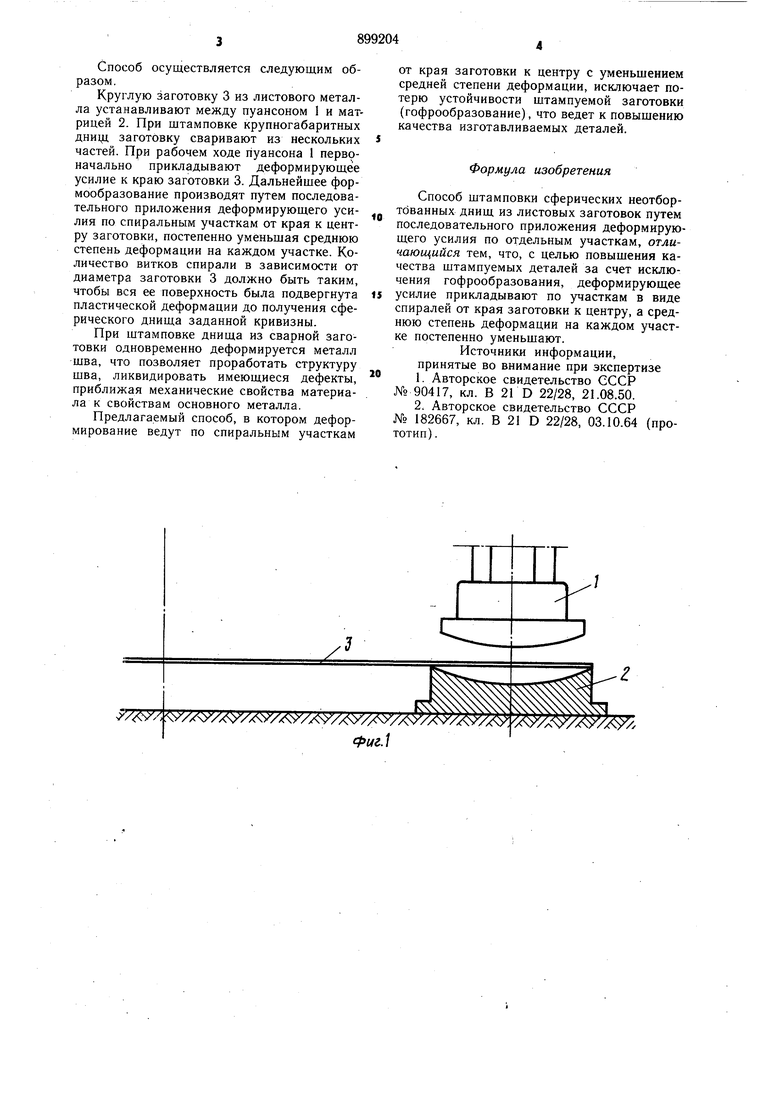
На фиг. 1 показана схема деформирования заготовки; на фиг. 2 - заготовка с условно нанесенной на ней траекторией деформирования.
Устройство для реализации способа содержит руансон 1 и матрицу 2, размеры которых по сравнению с размерами заготовки малы.
Способ осуществляется следующим образом.
Круглую заготовку 3 из листового металла устанавливают между пуансоном 1 и матрицей 2. При щтамповке крупногабаритных днищ заготовку сваривают из нескольких частей. При рабочем ходе пуансона 1 первоначально прикладывают деформирующее усилие к краю заготовки 3. Дальнейшее формообразование производят путем последовательного приложения деформирующего усилия по спиральным участкам от края к центру заготовки, постепенно уменьщая среднюю степень деформации на каждом участке. Количество витков спирали в зависимости от диаметра заготовки 3 должно быть таким, чтобы вся ее поверхность была подвергнута пластической деформации до получения сферического днища заданной кривизны.
При щтамповке днища из сварной заготовки одновременно деформируется металл шва, что позволяет проработать структуру шва, ликвидировать имеющиеся дефекты, приближая механические свойства материала к свойствам основного металла.
Предлагаемый способ, в котором деформирование ведут по спиральным участкам
ОТ края заготовки к центру с уменьщением средней степени деформации, исключает потерю устойчивости штампуемой заготовки (гофрообразование), что ведет к повышению качества изготавливаемых деталей.
Формула изобретения
Способ штамповки сферических неотбортбванных днищ из листовых заготовок путем последовательного приложения деформирующего усилия по отдельным участкам, отличающийся тем, что, с целью повышения качества штампуемых деталей за счет исключения гофрообразования, деформирующее усилие прикладывают по участкам в виде спиралей от края заготовки к центру, а среднюю степень деформации на каждом участке постепенно уменьшают.
Источники информации,
принятые во внимание при экспертизе
№ 182667, кл. В 21 D 22/28, 03.10.64 (прототип).
