(54) ШТАМП ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изотермической штамповки | 1981 |
|
SU1028410A1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU829300A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1127680A1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| Штамп для выдавливания на двухкоординатном прессе | 2021 |
|
RU2776751C1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 2011 |
|
RU2464120C1 |
| Штамп для горячего деформирования малопластичных металлов и сплавов | 1984 |
|
SU1292891A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
1
Изобретение относится к горячей обработке металлов давлением и может быть использовано при горячей изотермической штамповке металлов.
Известен штамп для изотермической штамповки заготовок, в котором штамповые вставки вмонтированы в штамподержатели, а нагрев вставок осуществляется кольцевыми индукторами, расположенными вокруг штамподержателей. Конструкция штампа предусматривает применение исходных заготовок, на поверхность которых перед нагревом наносят защитное покрытие, например стекло, выполняющее при штамповке также и роль смазки tl .
Недостатком данной конструкции является ограниченное количество смазки, определяемое в первую очередь поверхностью исходной заготовки. При штамповке заготовок с большими степенями деформации количество смазки оказывается недостаточным, пленка смазки разрывается, что приводит к схватыванию металла заготовки с инструментом, увеличивает усилие штамповки и ухудшает качество поверхности изделия.
Наиболее близким по технической сущности и достигаемому эффекту к
предложенному является штамп для горячей штамповки, содержащий верхний и нижний штамподержатели с вмонтированными в них штс1мповыми вставками, а также смазывающий расплав, размещенный в полости нижнего штамподержателя t2.
Недостатками данной конструкции являются неудобство укладки исход10ной заготовки в закрытый расплавом ручей штампа и удаление отштампованной заготовки, что приводит к снижению производительности штамповки.Кроме того, глубокие полости штампа
15 заполняются расплавом, что в ряде случаев приводит к незаполнению углов и недоштамповке заготовок, а следовательно, к неудовлетворительному качеству поверхности.
20
Цель изобретения - повышение производительности и улучшение качества штги«1пуемых деталей.
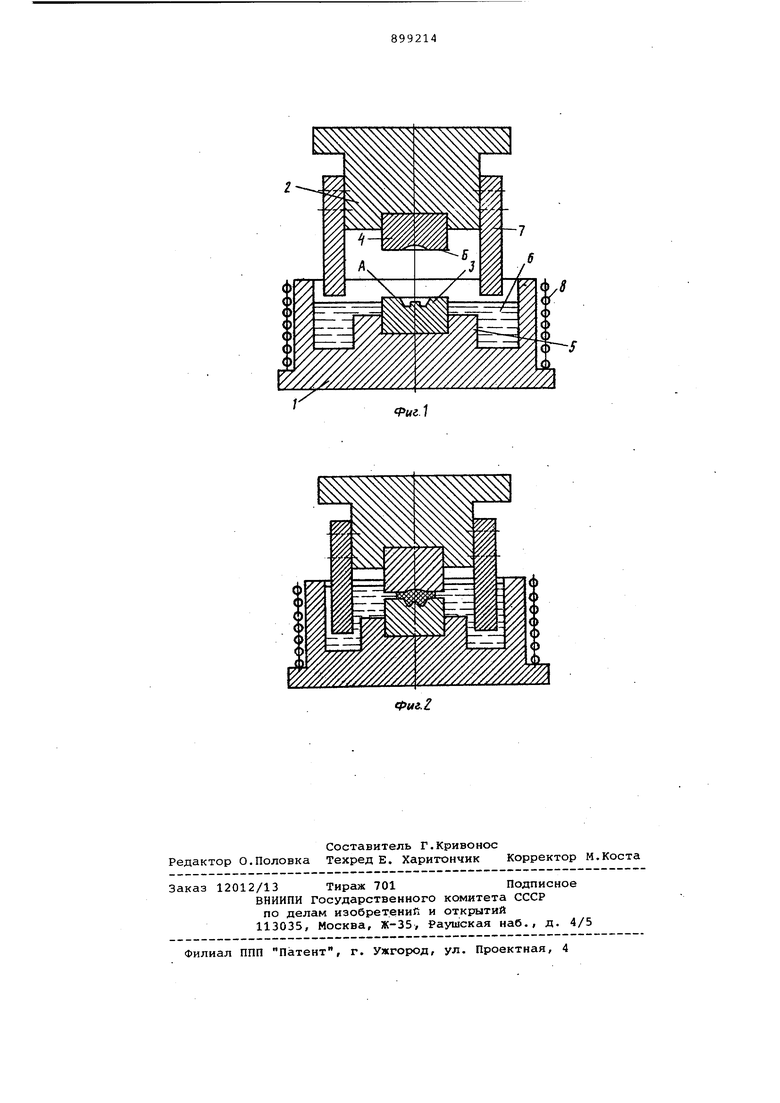
Поставленная цель достигается тем, что штамп для изотермической штамповки, содержащий верхнюю и нижнюю вставки, закрепленные соответственно в верхнем и нижнем штамподержателях, в последнем из которых выполнена полость, заполненная смазывающим расплавом, снабжен вертикально располохсенными и закрепленными на верхнем штамподержателе элементами, выступаю щими за плоскость разъема верхней штамповой вставки и заходящими при сближении вставок в полость нижнего штамподержателя, уровень расплава в которой расположен ниже плоскости разъема вставки, при этом объем захо дящих в полость элементов равен объе ;МУ вытесняемого расплава, необходимого для перекрытия плоскости разъема вставок в сомкнутом состоянии. На фиг. 1 представлен , раз рез в верхнем положении ползуна,ког да производят укладку заготовки или выемку детали, на фиг.2 - то же, в нижнем положении ползуна, когда штамповые вставки находятся в сомкнутом состоянии. в нижнем штамподержателе 1 и вер нем штамподержателе 2 вмонтированы соответственно нижняя 3 и верхняя 4 штамповые вставки, В нижнем штамподержателе 1 вокруг штамповой вставки 3 выполнена полость 5, заполненная расплавом 6, таким образом, что уровень расплава б находится ниже плоскости разъема А нижней штамповой вставки 3. Верхний штамподержатель 2 снабжен вертикальными элемен тами 7, выступающими за плоскость разъема Б верхней штамповой вставки 4; при этом объе1М выступакндих за плоскость разъема Б частей вертикальных элементов 7 равен объему расплава, необходимого для перекрытия плоскости разъема А штамповых вставок в сомкнутом состоянии. Необходимая вязкость расплава 6 создается за счет его нагрева индуктором 8. Штамп работает следующим образом. В верхнем положении штамподержателя 2 вертикальных элементов 7 уро вень расплава б находится ниже плос кости разъема А штамповой вставки 3 Это позволяет укладывать исходную заготовку в ручей нижней штамповой вставки 3. При рабочем ходе ползуна вертикальные элементы 7, перемещаясь вместе со штамподержателем 2 и вставкой 4, опускаются вниз и вытесняют расплав 6, который пе1рекрыв ет плоскость .разъема А штамповой вставки 3, обеспечивая эффективное смазывающее действие при штамповке. При обратном ходе ползуна уровень расплава 6 опускается, открывая плоскость разъема А нижней штамповой вставки 3. При этом появляется возможность свободного удаления отштампованной детали. Эффективность предлагаемой конструкции складывается из повышения производительности штамповки.(в среднем на 15-25%) за счет сокращения времени, необходимого для укладки исходных заготовок и удаления отштампованных деталей, и улучшения качества отштампованных деталей благодаря более четкому за полнению угловых элементов деталей, а также уменьшения брака за счет предотвращения неточной укладки исходных заготовок в ручей штампа. Формула изобретения Штамп для изотермической штамповки, содержащий верхнюю и нижнюю вставки, закрепленные соответственно в верхнем и нижнем штамподержателях, в последнем из которых выполнена полость, заполненная смазывающим расплавом, отличающийс я тем, что, с целью повышения качества штампуемых деталей и повышения производительности,он снабжен вертикально расположенными и закрепленными на верхнем штамподержателе элементами, выступающими за плоскость разъема верхней штамповой вставки и заходящими при сближении вставок в полость нижнего штамподержателя, уровень расплава в которой расположен ниже плоскости разъема вставки, при этом объем заходящих в упог 1янутую полость элементов равен объему вытесняемого расплава, необходимого для перекрытия плоскости разъема вставок в сомкнутом состоянии. Источники информации, принятые во внимание при экспертизе 1,Сб. Изотермическое деформирование металлов. М., Машиностроение, 1978, с. 30, рис. 10. 2.Авторское свидетельство СССР 159382, кл. В 21 J 13/02,07.12.63 (прототип).
